
马氏体沉淀硬化不锈钢的焊接工艺.pdf

qw****27


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
马氏体沉淀硬化不锈钢的焊接工艺.pdf
第39卷第11期雹晖坂V01.39No.112009年11月E~emeWeldingMachineNOV.2009马氏体沉淀硬化不锈钢的焊接工艺樊兆宝,安绍子L,王英健,任飞字,殷胜昔471009(中国空空导弹研究院,河南洛阳)WeldingtechnologyofmartensiticdeposithardeningstainlesssteelZhao—baoANShao-konWANGYin-ianRENFei—uYINShen—xiFAN,g,gj,y,ginairornessecademLuoan
沉淀硬化马氏体不锈钢17‑4PH冶炼工艺.pdf
本发明属于不锈钢冶炼领域,尤其涉及一种沉淀硬化马氏体不锈钢17‑4PH冶炼工艺,采用EAF/IF‑LF‑VOD‑LF‑VD‑IC的工艺路线,通过冶炼电炉低磷、低五害元素的初炼钢液、中频熔化合金与电炉出钢工业勾兑后进入LF精炼炉调整化学成分,扒渣后进入VOD真空吹氧、初步还原,再到精炼炉全面还原精调合金,VD脱气、模铸浇钢的冶炼方式生产出低碳、低气体、低夹杂的、低五害元素的17‑4PH不锈钢。本发明的目的在于克服现有技术中17‑4PH冶炼得到的钢中H、O、N含量较高严重影响产品使用性能的缺点而提供一种低气体

马氏体沉淀硬化不锈钢叶轮的热处理工艺及其应用.pdf
本发明公开了一种马氏体沉淀硬化不锈钢叶轮的热处理工艺及其应用,属于热处理工艺技术领域。该工艺包括以下步骤:(1)固溶化处理,在1050℃下保温2.0~3.0小时,然后以1.5bar的气压风冷;(2)调整处理,在850℃下保温2.5~3.5小时,然后以3bar的气压风冷;(3)室温停留,调整处理出炉后的FV520B‑S叶轮在室温下停留8小时;(4)长时保温时效处理:在605~615℃保温14~15小时,然后以1.5bar的气压风冷。经本发明处理后的叶轮,特别适合在装炉量较大的情况下,在综合力学性能的一次合格
17-4PH马氏体沉淀硬化不锈钢锻件的制造工艺.pdf
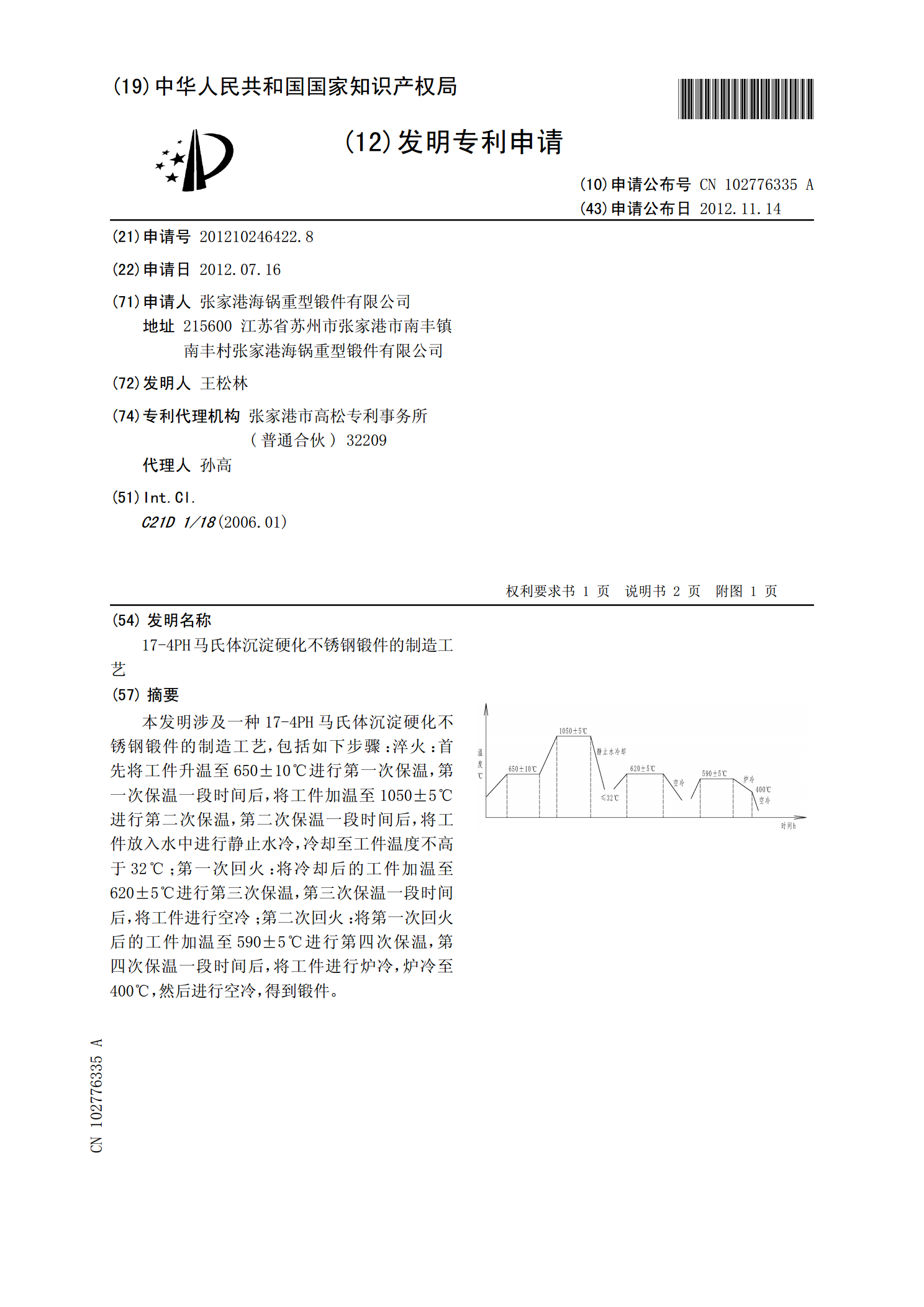
本发明涉及一种17-4PH马氏体沉淀硬化不锈钢锻件的制造工艺,包括如下步骤:淬火:首先将工件升温至650±10℃进行第一次保温,第一次保温一段时间后,将工件加温至1050±5℃进行第二次保温,第二次保温一段时间后,将工件放入水中进行静止水冷,冷却至工件温度不高于32℃;第一次回火:将冷却后的工件加温至620±5℃进行第三次保温,第三次保温一段时间后,将工件进行空冷;第二次回火:将第一次回火后的工件加温至590±5℃进行第四次保温,第四次保温一段时间后,将工件进行炉冷,炉冷至400℃,然后进行空冷,得到锻件

17—4PH马氏体沉淀硬化不锈钢的生产工艺探讨.docx
17—4PH马氏体沉淀硬化不锈钢的生产工艺探讨一、引言不锈钢是一种广泛使用的材料,由于其优良的耐腐蚀性和高强度,被广泛应用于化工、制药、食品加工、航空航天工业等领域。沉积硬化不锈钢也是其中的一种,由于其具有良好的力学性能、高耐蚀性和高温性能,也越来越受到人们对于高品质不锈钢的需求。17-4PH马氏体沉淀硬化不锈钢是沉积硬化不锈钢中的一种,在各种领域得到了越来越广泛的应用。本文通过对17-4PH马氏体沉淀硬化不锈钢生产工艺探讨,旨在提出一种高质量高效率的生产方案。二、17-4PH马氏体沉淀硬化不锈钢的特点1