
高速列车铝合金车体焊接缺陷分析及工艺研究.pdf

qw****27

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高速列车铝合金车体焊接缺陷分析及工艺研究.pdf
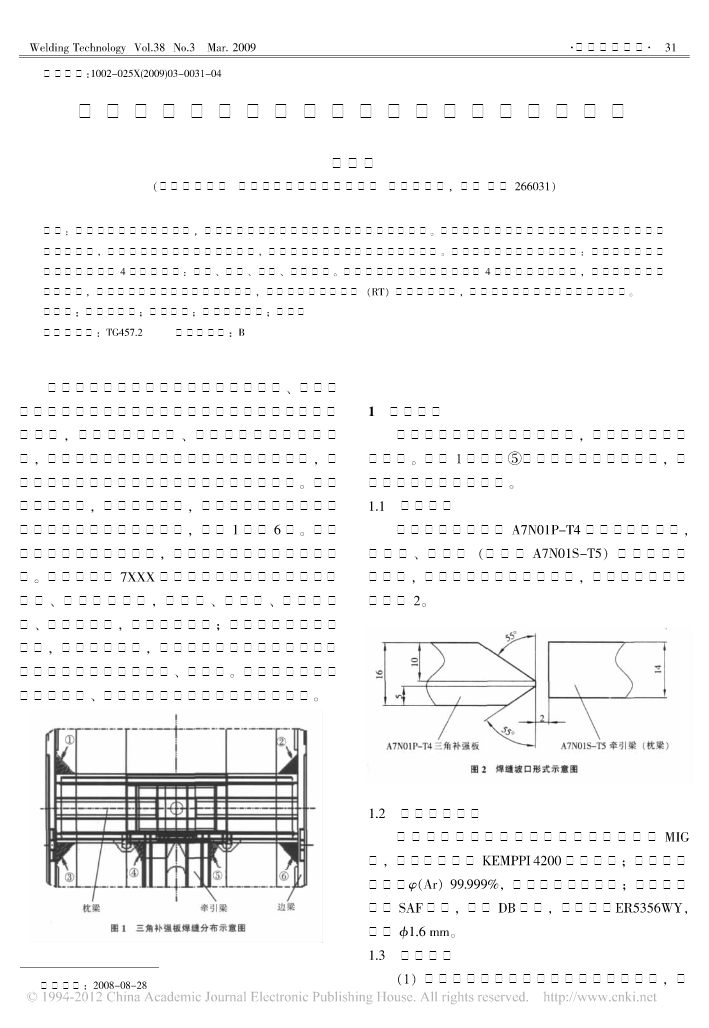
WeldingTechnologyVol.38No.3Mar.2009·工艺与新技术·31文章编号:1002-025X(2009)03-0031-04高速列车铝合金车体焊接缺陷分析及工艺研究韩晓辉(中国南车集团四方机车车辆股份有限公司技术工程部,山东青岛266031)摘要:随着我国高速铁路的发展,研究开发高速列车铝合金车体制造工艺势在必行。三角补强板是高速列车铝合金车体上最重要的焊接零件之一,其焊缝强度严重影响着行车安全,焊缝质量要求极高然而其工艺性较差。对现行生产的数据统计发现:三角补强板在焊接过程中产

高速列车铝合金车体焊接缺陷分析及工艺研究.docx
高速列车铝合金车体焊接缺陷分析及工艺研究高速列车铝合金车体焊接缺陷分析及工艺研究摘要:随着现代交通工具的高速发展,高速列车的运营越来越受到人们的关注,而高速列车车体对于车辆的安全性和稳定性有着至关重要的作用。本文通过对高速列车铝合金车体焊接缺陷进行分析,探讨了铝合金车体焊接的问题,并对铝合金车体焊接的一些措施进行了研究,以期提高铝合金车体的焊接质量和车辆的安全性。关键词:高速列车,铝合金车体,焊接,缺陷一、高速列车铝合金车体的特点随着铝合金材料的应用越来越普遍,高速列车的生产和运营也日益受到人们的关注。与

高速列车车体铝合金CMT焊接工艺研究综述报告.docx
高速列车车体铝合金CMT焊接工艺研究综述报告近年来,随着高速铁路建设的不断发展,高速列车的研发和生产技术也在不断升级和改善。其中,高速列车车体铝合金CMT焊接工艺便得到了广泛的应用和推广。本文将对高速列车车体铝合金CMT焊接工艺进行综述,包括其工艺特点、技术优势、应用情况等方面。1.工艺特点CMT焊接是指针状熔化输送(CMT)技术与焊接技术的结合,是一种复合焊接技术。其特点是通过高速摆动的方式实现熔池的控制和稳定,从而实现高效、高质量的焊接。CMT焊接技术结合了传统熔化焊接和固态焊接的优点,具有以下几个工

CRH1A-250高速列车车体铝合金枕梁机器人焊接工艺研究.docx
CRH1A-250高速列车车体铝合金枕梁机器人焊接工艺研究随着国内高速铁路网络的不断完善,高速列车的质量和制造工艺也得到了极大的提高。其中,车体铝合金枕梁作为高速列车中的重要组成部分,对列车的牢固性和行驶的平稳性具有至关重要的作用。本文将就CRH1A-250高速列车车体铝合金枕梁机器人焊接工艺进行研究。一、问题分析机器人焊接在车体枕梁的生产中有着广泛的应用,机器人夹持设备和钳工,对于整个高速列车车身结构的强度和稳定性都有着至关重要的作用。其中,铝合金枕梁的机器人焊接技术相对较为复杂,因此相关工艺研究必须随
高速列车车体用铝合金型材的生产工艺.pdf
4�0�������LAFT轻�合�金�加�工�技�术2009,Vol.37,!3高速列车车体用铝合金型材的生产工艺叶朋飞1,王�煜2,吕庆玉2,李大鹏2(1.青岛海源合金新材料有限公司,山东青岛266300;2.丛林铝材有限责任公司,山东龙口265705)摘要:300km�h高速列车车体用铝合金型材的研究与生产是一项高技术工程。车体铝合金型材具有大型(长度大于10m)、大断面、薄壁、扁宽等特征,并且对其力学性能、焊接性能、抗腐蚀性和尺寸精度的要求都比较高。所以生产车体型材不仅需要优良的工艺技术,而且对企