
波峰焊接工艺技术的研究.pdf

as****16

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
波峰焊接工艺技术的研究.pdf
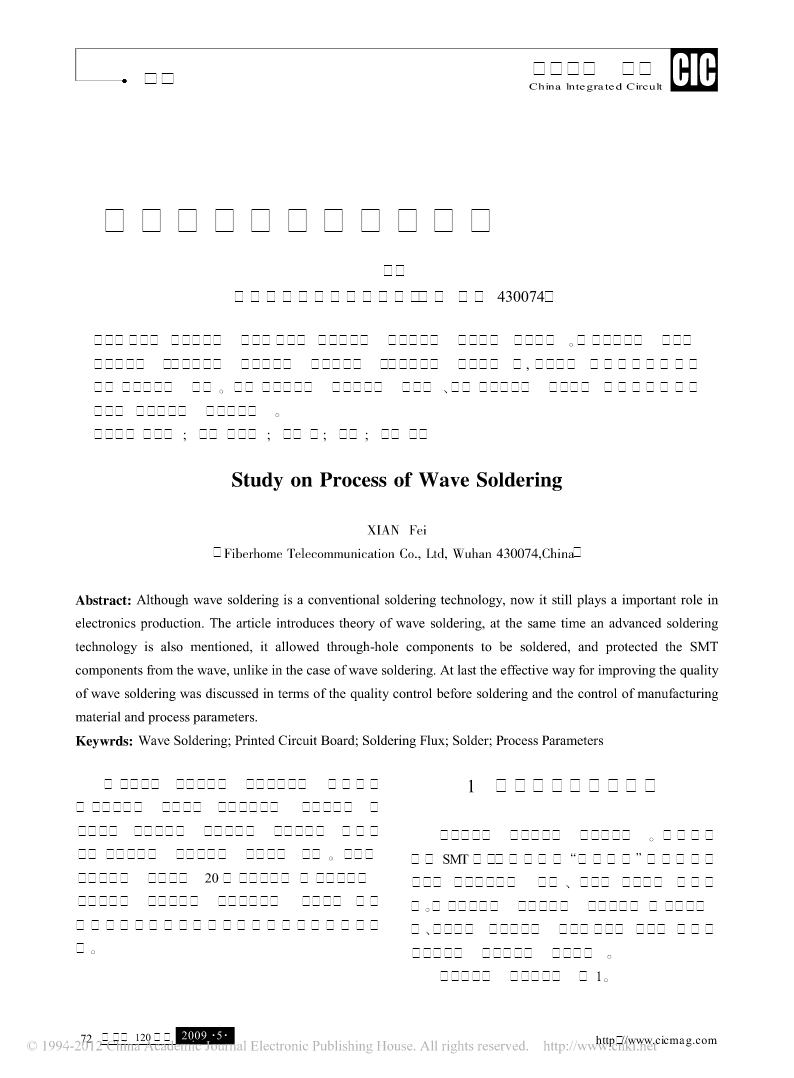
中国集成电路封装ChinalntegratedCircultCIC波峰焊接工艺技术的研究鲜飞(烽火通信科技有限公司,湖北武汉430074)摘要:作为一种传统焊接技术,目前波峰焊依然在电子制造领域发挥着积极作用。本文介绍了波峰焊接技术的原理,以及一种新型波峰焊接技术的特点,与传统波峰焊情况不同,它可以保护表面贴装元件来实现对通孔元件焊接。最后本文分别从焊接前的质量控制、生产工艺材料及工艺参数这三个方面探讨了提高波峰焊质量的有效方法。关键词:波峰焊;印制线路板;助焊剂;焊料;工艺参数StudyonProces

波峰焊接工艺技术及质量提升.pdf
波峰焊接工艺技术及质量提升鲜飞(华中数控股份有限公司,湖北武汉430223)摘要:作为一种传统焊接技术,目前波峰焊依然在电子制造领域发挥着积极作用。本文介绍了波峰焊接技术的原理,以及一种新型波峰焊接技术的特点,与传统波峰焊情况不同,它可以保护表面贴装元件来实现对通孔元件焊接。最后本文分别从焊接前的质量控制、生产工艺材料及工艺参数这三个方面探讨了提高波峰焊质量的有效方法。关键词:波峰焊;印制线路板;助焊剂;焊料;工艺参数StudyonProcessofWaveSolderingXianfei(Fiberho
电子组件的波峰焊接工艺技术模板.doc
电子组件波峰焊接工艺在电子组件组装过程中,焊接起到了相当关键作用。它包含到产品性能、可靠性和质量等,甚至影响到其后每一工艺步骤。另外,因为电子组件朝着轻、薄、小方向快速发展,为焊接工艺提出了一系列难题,为此,电子制造业各个厂家围绕SMT焊接工艺展开了猛烈竞争,意在深入提升焊接质量,克服焊接中存在短路、桥接、焊球和漏焊等缺点,从而提升产品质量,满足市场需求。现在,最广泛使用焊接工艺关键有波峰焊接和再流焊接。波峰焊接工艺关键是用于通孔和多种不一样类型元件焊接,是一个关键群焊工艺。尽管波峰焊接工艺已经有多年历史

无铅波峰焊工艺研究.docx
无铅波峰焊工艺研究由于环境法规和市场旳需求,无铅焊接被电子产业迅速地采用。过去几年中,无铅表面贴装技术(SMT)已经有大量旳研究,然而无铅波峰焊却较少被关注。业界对SnCu、SnBi和SnAgCu无铅合金旳无铅波峰焊有过研究。报道旳无铅焊料重要问题有焊接良率低[1]、焊角翘起现象[2]~[5]、焊料对元器件和PCB旳润湿不良[3]、锡渣增多状况[3]、持续生产时锡炉中合金成分和污染会渐变[6]、锡炉金属材料会在锡炉中被焊锡腐蚀[6]、以及具有保证整个电路板和元器件旳温度一致性所需旳预热系统能力旳设备较少。

架空线路的接户线安装工艺技术交底.doc
工程名称交底部位工程编号日期交底内容:架空线路的接户线安装1范围本工艺适用于1kV以下架空配电线路自电杆引至建筑物外墙第一支持物的线路安装工程。2施工准备2.1材料要求:2.1.1所采用的器材、材料应符合国家现行技术标准的规定,并应有产品质量证明。2.1.2绝缘导线:2.1.2.1不应有扭绞,死弯、断裂及绝缘层破损等缺陷。2.1.2.2最小导线截面不应小于:铜导线一4mm2;铝导线一—10mm2;额定电压不应低于450V/750V。2.1.3角钢、圆钢:横担、支架使用的角钢规格不应小于50×50×5,拉环