
波峰焊接工艺技术及质量提升.pdf

qw****27


1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

波峰焊接工艺技术及质量提升.pdf
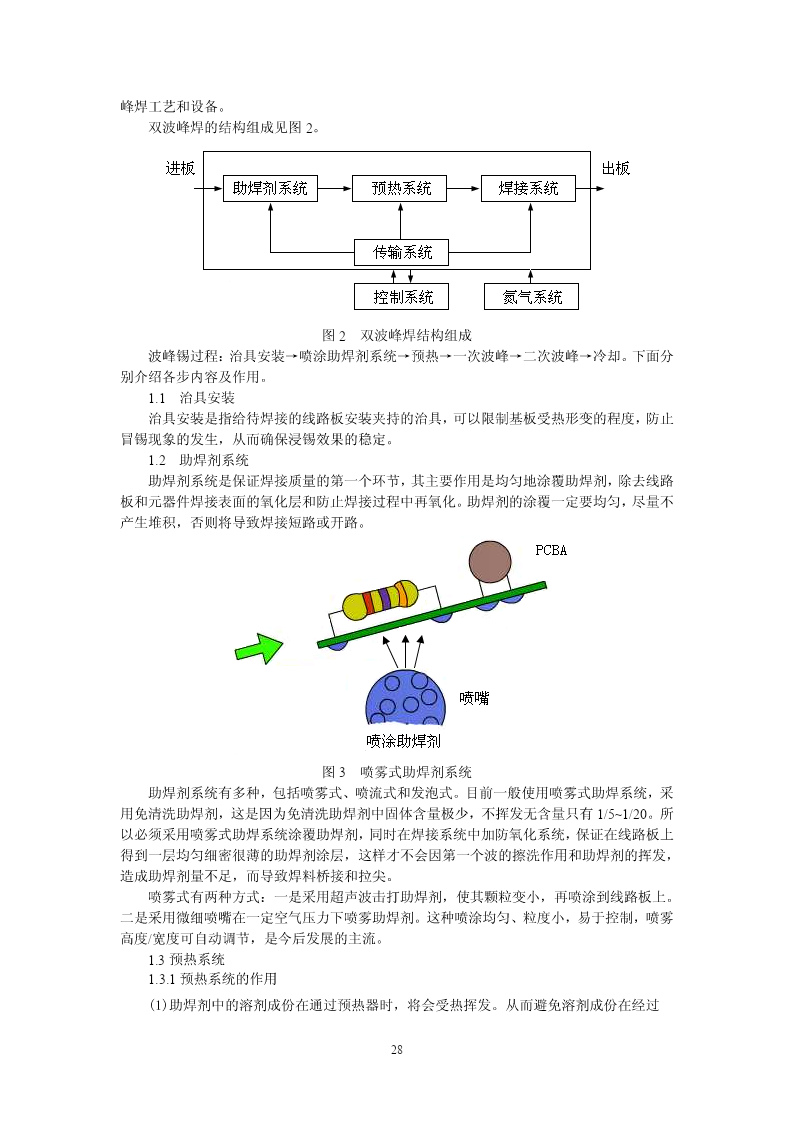
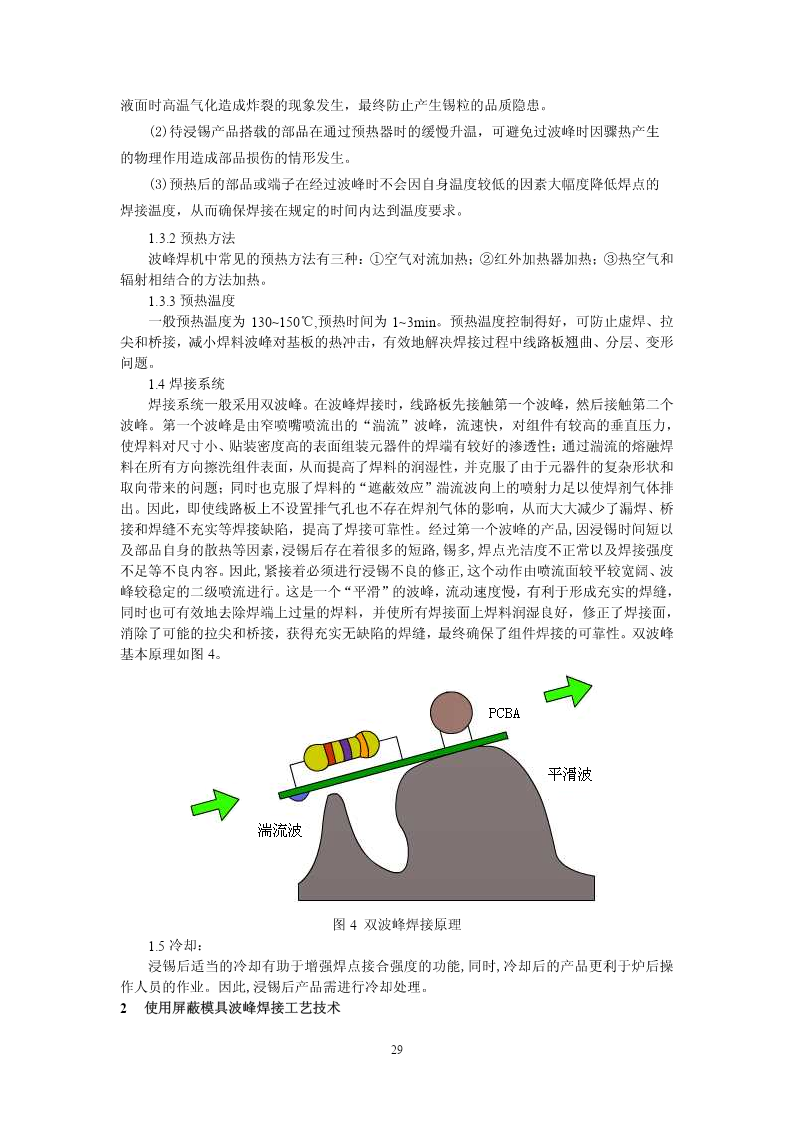
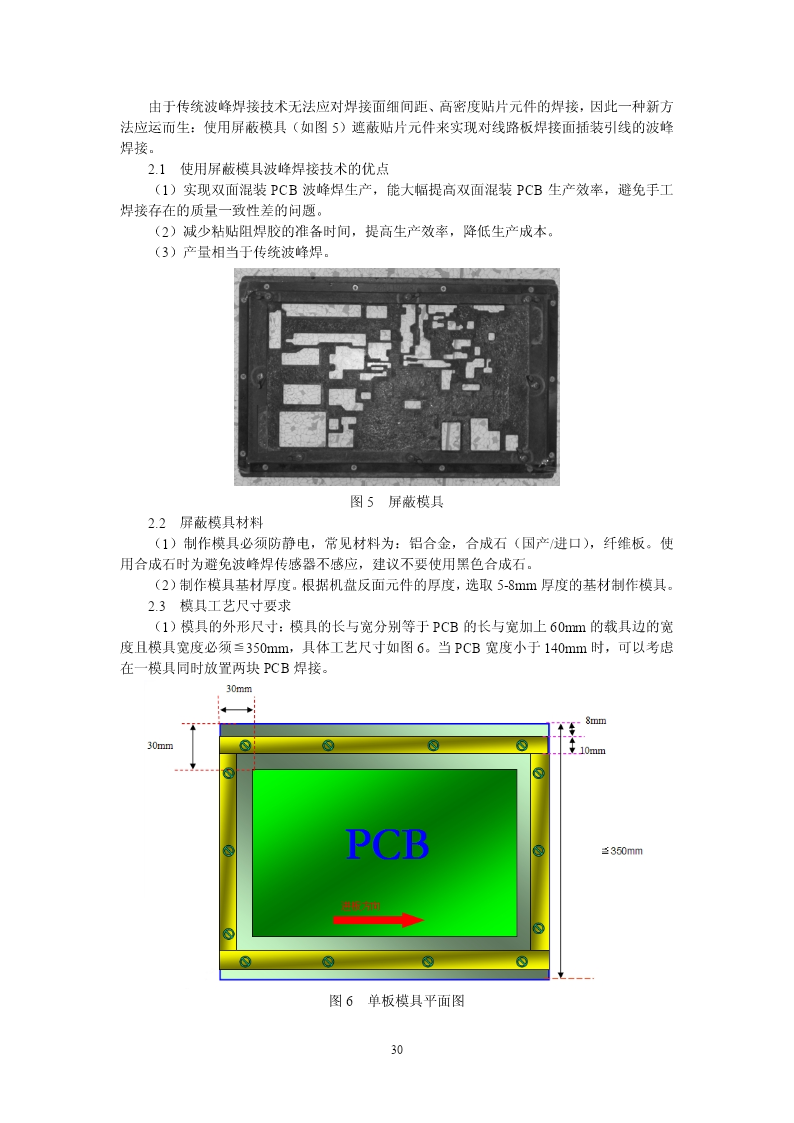
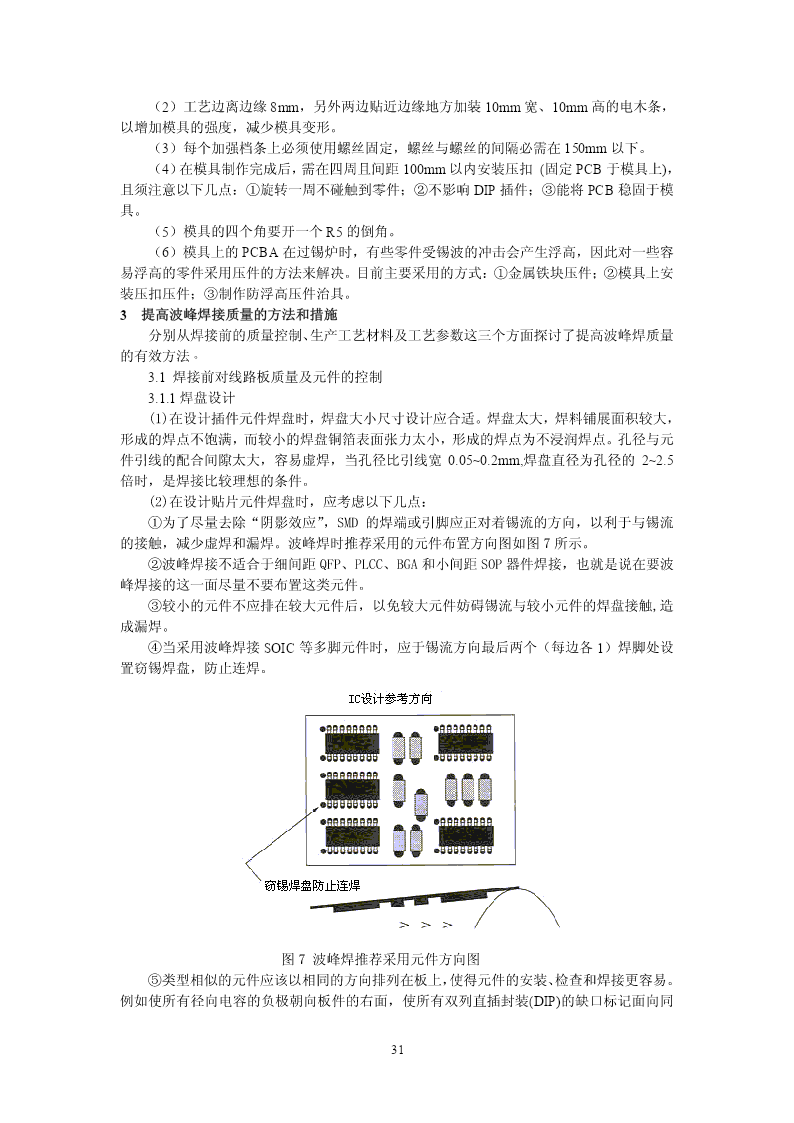
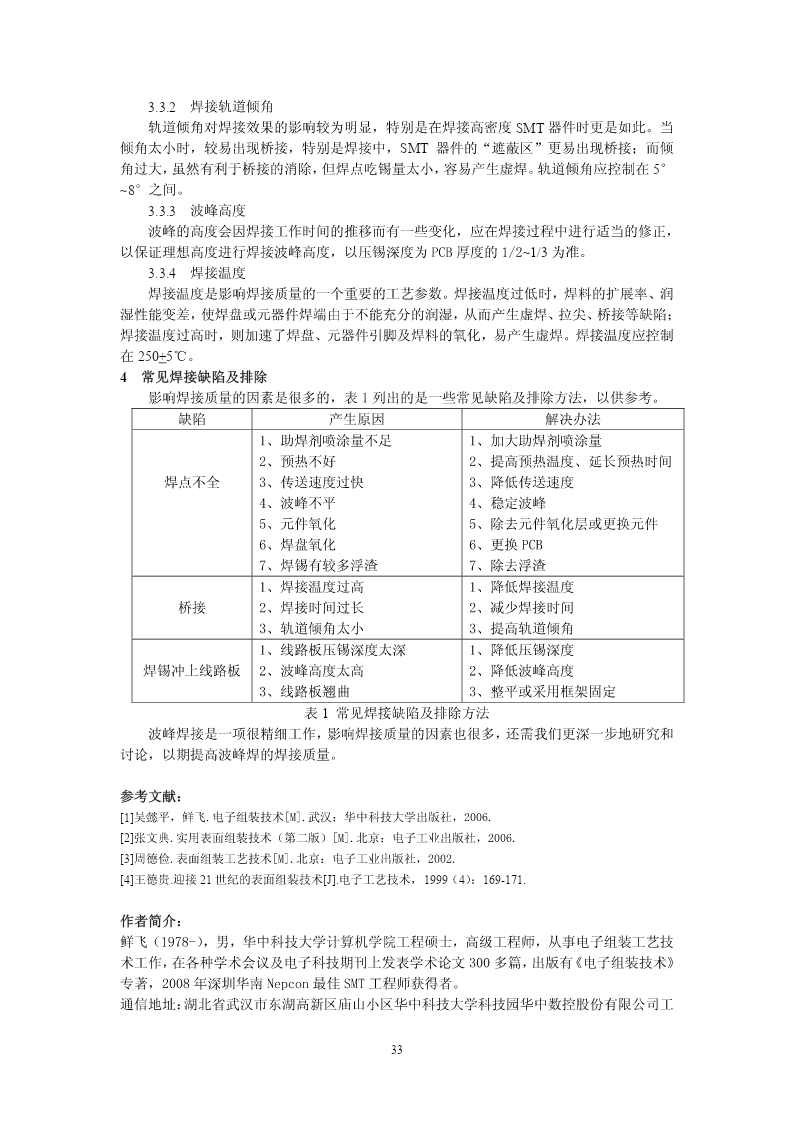
波峰焊接工艺技术及质量提升鲜飞(华中数控股份有限公司,湖北武汉430223)摘要:作为一种传统焊接技术,目前波峰焊依然在电子制造领域发挥着积极作用。本文介绍了波峰焊接技术的原理,以及一种新型波峰焊接技术的特点,与传统波峰焊情况不同,它可以保护表面贴装元件来实现对通孔元件焊接。最后本文分别从焊接前的质量控制、生产工艺材料及工艺参数这三个方面探讨了提高波峰焊质量的有效方法。关键词:波峰焊;印制线路板;助焊剂;焊料;工艺参数StudyonProcessofWaveSolderingXianfei(Fiberho

波峰焊工艺技术.doc
波峰焊工艺技术在大多数不需要小型化的产品上仍然在使用穿孔(TH)或混和技术线路板,比如电视机,家庭音像设备以及即将推出的数字机顶盒等,仍然都在用穿孔元件,因此需要用到波峰焊.从工艺角度上看,波峰焊机器只能提供很少一点最基本的设备运行参数调整.一,生产工艺过程线路板通过传送带进入波峰焊机以后,会经过某个形式的助焊剂涂敷装置,在这里助焊剂利用波峰,发泡或喷射的方法涂敷到线路板上.由于大多讣猎诤附邮北匦胍锏讲⒈3忠桓龌罨露壤幢Vず傅愕耐耆?因此线路板在进入波峰槽前要先经过一个预热区.助焊剂涂敷之后的
波峰焊接工艺技术的研究.pdf
中国集成电路封装ChinalntegratedCircultCIC波峰焊接工艺技术的研究鲜飞(烽火通信科技有限公司,湖北武汉430074)摘要:作为一种传统焊接技术,目前波峰焊依然在电子制造领域发挥着积极作用。本文介绍了波峰焊接技术的原理,以及一种新型波峰焊接技术的特点,与传统波峰焊情况不同,它可以保护表面贴装元件来实现对通孔元件焊接。最后本文分别从焊接前的质量控制、生产工艺材料及工艺参数这三个方面探讨了提高波峰焊质量的有效方法。关键词:波峰焊;印制线路板;助焊剂;焊料;工艺参数StudyonProces

波峰焊接工艺技术研究.docx
波峰焊接工艺技术研究一、引言波峰焊接是一种常见的焊接工艺,它可以实现高速、高精度的焊接,广泛应用于各种领域中。波峰焊接的主要特点是焊接过程中焊枪会快速起伏,形成波峰,使焊接时的熔池得到更好的流动,达到更加完美的焊接效果。本文主要介绍波峰焊接的工艺技术,并探讨其在实际应用中的优缺点以及应注意的问题。二、波峰焊接的工艺流程波峰焊接的工艺流程一般包括以下几个步骤:1.材料准备:根据要求准备焊接材料,清除污垢和氧化物。2.设备调试:调整焊接设备以实现所需的焊接参数。3.熔化:通过电弧或高频震荡熔化焊接材料。4.流
电子组件的波峰焊接工艺技术模板.doc
电子组件波峰焊接工艺在电子组件组装过程中,焊接起到了相当关键作用。它包含到产品性能、可靠性和质量等,甚至影响到其后每一工艺步骤。另外,因为电子组件朝着轻、薄、小方向快速发展,为焊接工艺提出了一系列难题,为此,电子制造业各个厂家围绕SMT焊接工艺展开了猛烈竞争,意在深入提升焊接质量,克服焊接中存在短路、桥接、焊球和漏焊等缺点,从而提升产品质量,满足市场需求。现在,最广泛使用焊接工艺关键有波峰焊接和再流焊接。波峰焊接工艺关键是用于通孔和多种不一样类型元件焊接,是一个关键群焊工艺。尽管波峰焊接工艺已经有多年历史