
冲压工艺及模具设计经典教材-冲压工艺及模具设计-第8章.ppt

as****16

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压工艺及模具设计经典教材-冲压工艺及模具设计-第3章.ppt
第3章冲裁工艺设计3.1.1冲裁变形原理a为圆角带,又称塌角3.1.2冲裁间隙图3.6冲裁时冲裁力作用于模具刃口处3.1.3冲裁件的质量分析3.2冲裁工艺设计3.2.3冲裁力计算2.卸料力、推件力和顶件力的计算3.冲裁工艺力的计算3.2.4模具压力中心的确定3.2.5冲裁模刃口尺寸计算3.3冲裁模具设计和设备选择图3.19凸模长度的确定2.凹模设计3.凸凹模4.镶拼式凸模与凹模3.3.3定位零件(a)d=2mm~12mm(b)d≤10mm(c)d=4mm~12mm(d)d=12mm~50mm图3.28导正
冲压工艺及模具设计经典教材-冲压工艺及模具设计-第8章.ppt
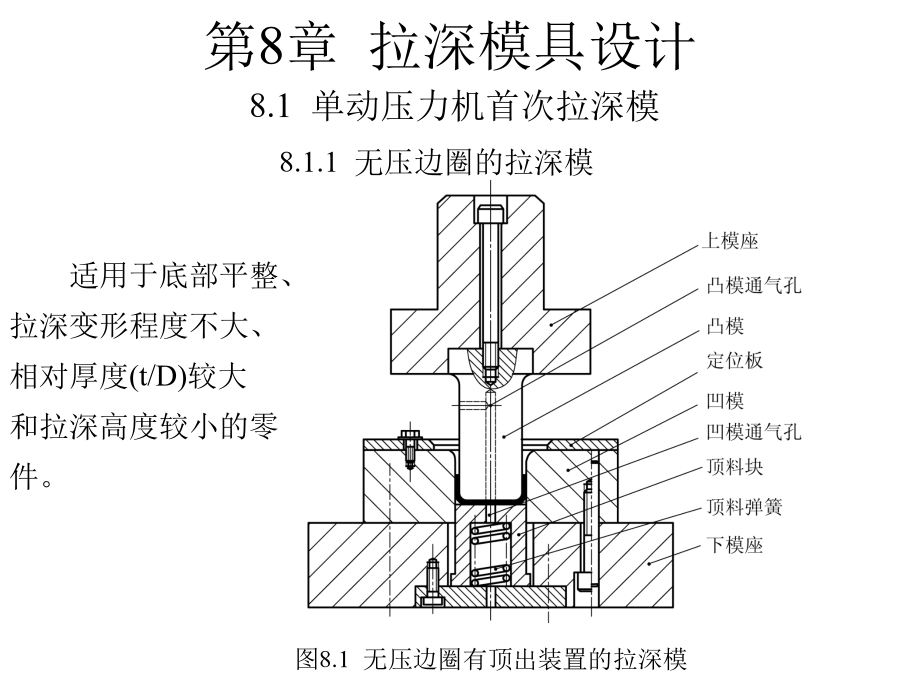
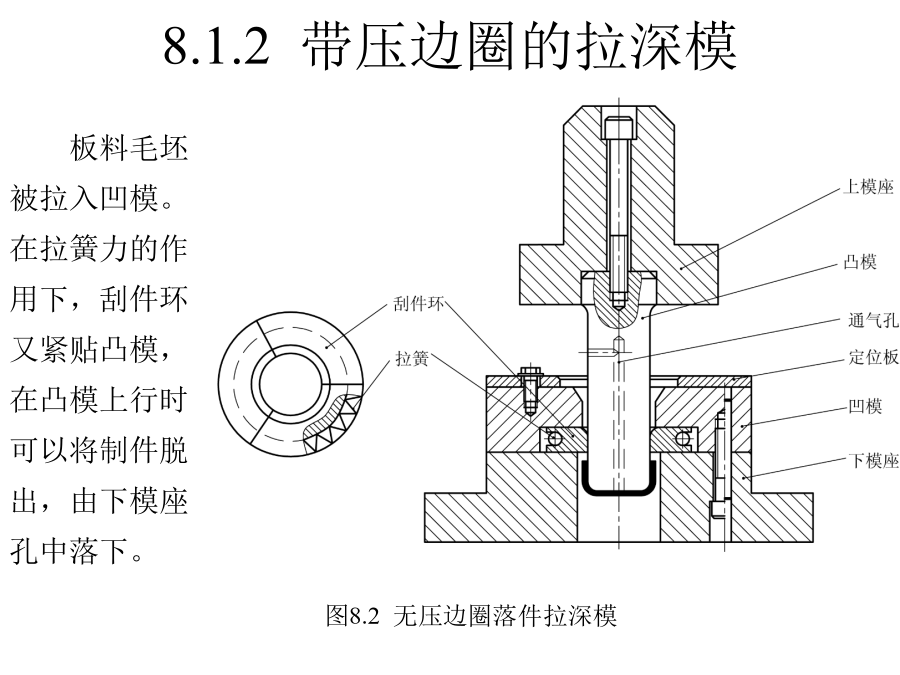
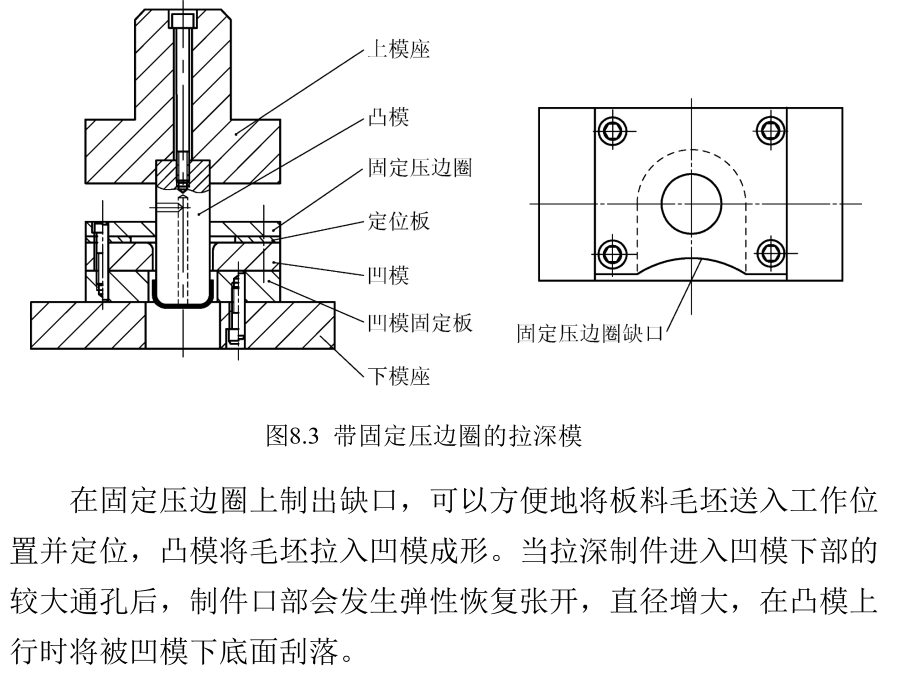
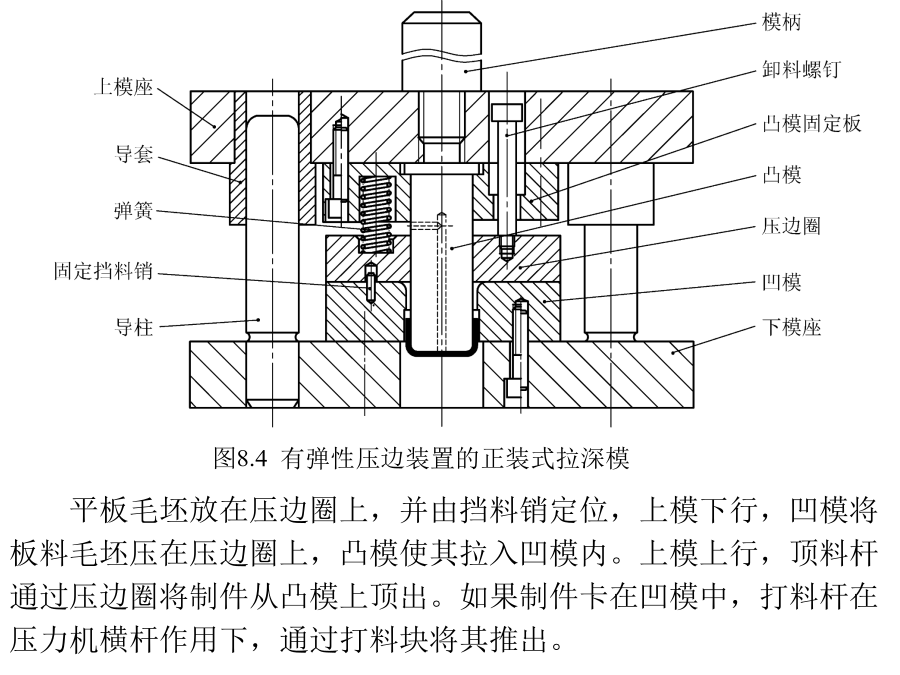
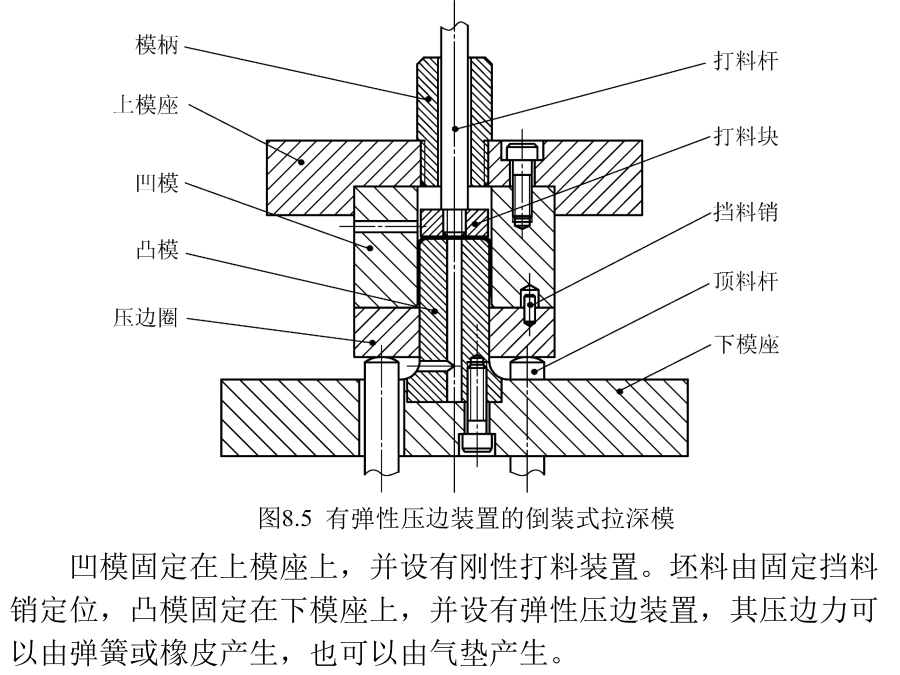
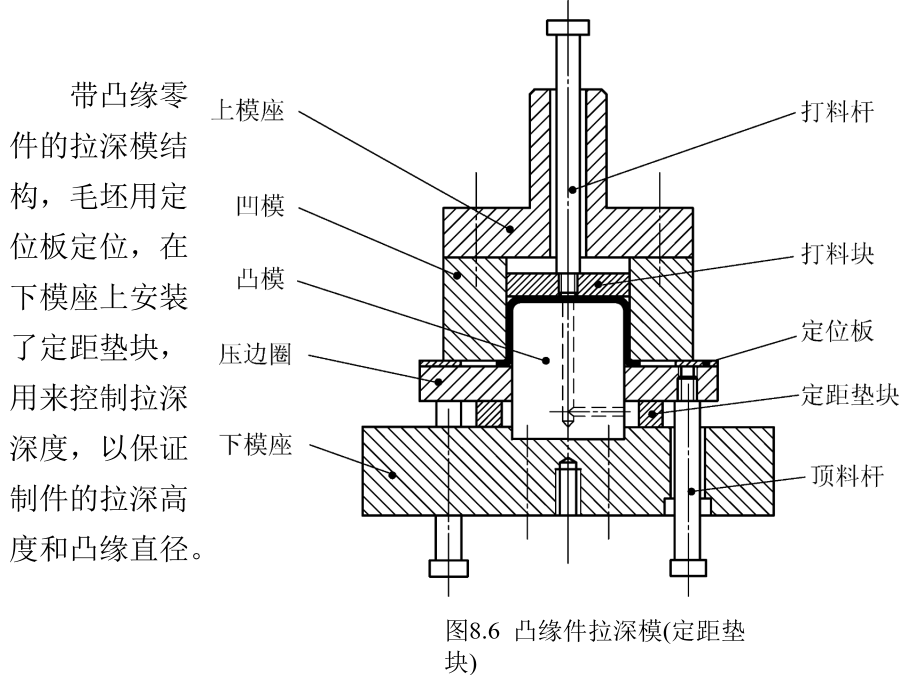
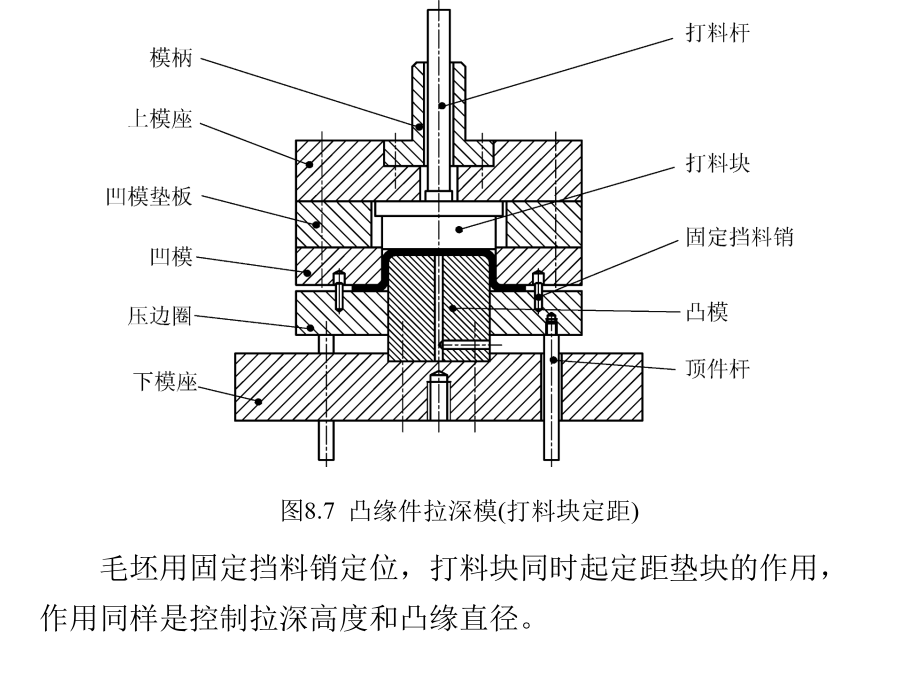
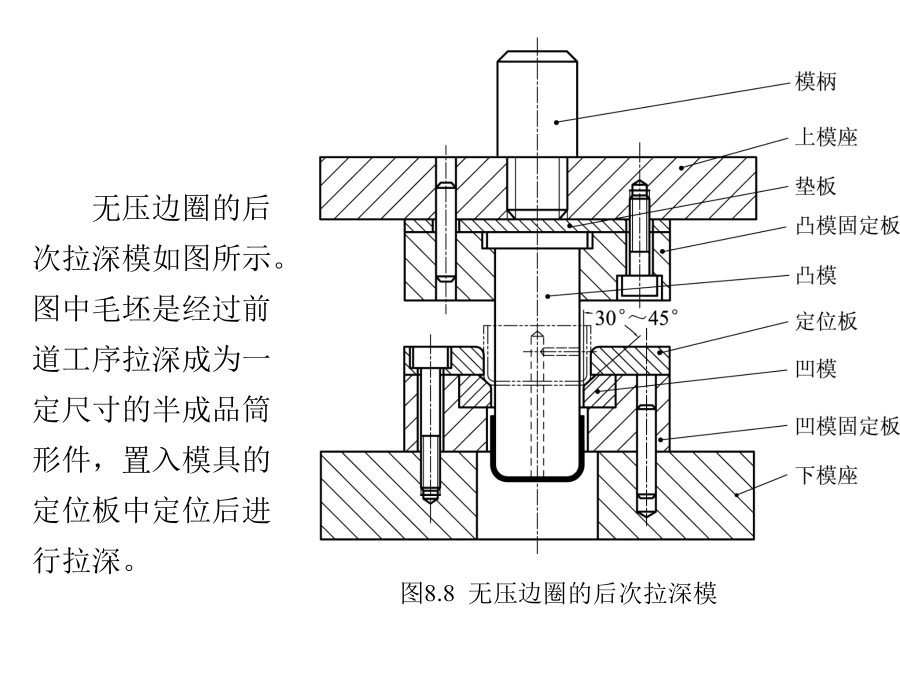
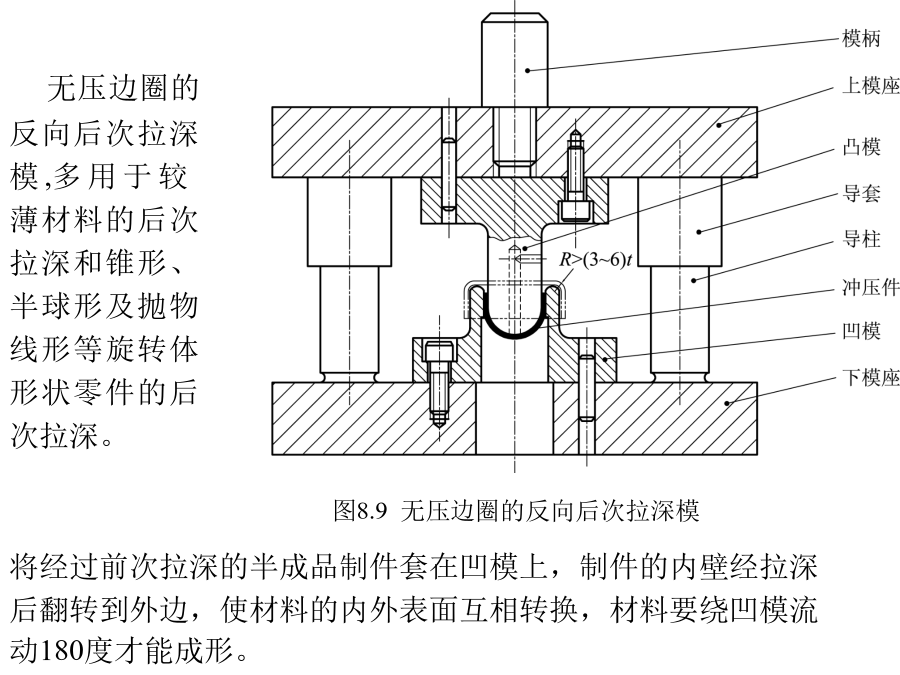
第8章拉深模具设计8.1.2带压边圈的拉深模图8.3带固定压边圈的拉深模图8.4有弹性压边装置的正装式拉深模图8.5有弹性压边装置的倒装式拉深模图8.6凸缘件拉深模(定距垫块)图8.7凸缘件拉深模(打料块定距)8.2单动压力机后次拉深模图8.8无压边圈的后次拉深模无压边圈的反向后次拉深模,多用于较薄材料的后次拉深和锥形、半球形及抛物线形等旋转体形状零件的后次拉深。图8.10有压边圈的反向后次拉深模模具工作过程为:将前次拉深的半成品制件套在定位压边圈上,模具下部的压边装置通过卸料螺钉将压边力传递到定位压边圈

冲压工艺及模具设计经典教材-冲压工艺及模具设计-第7章.ppt
第7章拉深工艺设计7.1.1拉深的变形过程拉深中板料的转移7.1.2拉深过程中板料的应力应变状态图7.6分析制件各部分的应力、应变状态图7.7应力沿半径按对数曲线分布7.2拉深件的质量分析防止起皱的措施7.2.2拉裂出现最大值的位置2.影响筒形件拉裂的主要因素7.4圆筒形件的拉深多次拉深变形情况2.影响极限拉深系数mmin的主要因素3.极限拉深系数的确定用压边圈首次拉伸时的m1为0.5~0.6;后次拉深mn为0.75~0.85,且m2<m3<m4,…,<m。不用压边圈的拉深系数大于用压边圈的拉深系数。7.

冲压工艺与冲压模具设计.pptx
6.1.1覆盖件的结构特征(如图6.1.1)分类:按功能和部位分类可分为外部覆盖件、内部覆盖件和骨架件(结构件)三类。外部覆盖件和骨架类覆盖件的外观质量有特殊要求内部覆盖件的形状往往更复杂。按成形性质分:深拉深成形(油箱)、胀形拉深成形(翼子板)、浅拉深成形(外门板)、弯曲成形(支架、立柱)、弯曲成形(消音器隔板)。6.1.1覆盖件的结构特征(如图6.1.1)特征:和一般冲压件相比覆盖件具有材料薄、形状复杂、多为空间曲面

冲压工艺与模具设计冲压工艺过程设计.docx
第6章冲压工艺过程设计冲压工艺过程是冲压件各加工工序的总和。加工工序不仅包括冲压件所用到的冲压加工基本工序,而且包括基本工序之前的准备工序、基本工序之间的辅助工序和基本工序之后的后续工序。工艺过程设计的任务就是根据生产条件,对这些工序的先后次序做出合理安排(协调组合),其基本要求是技术上可行、经济上合算,还要考虑操作方便与安全。冲压工艺过程的优劣,决定了冲压件的质量和成本,所以,冲压工艺过程设计是一项十分重要的工作。6.1冲压工艺过程设计步骤冲压工艺过程设计涉及的内容很多很广,所以应分步进行,其步骤现已大