
铸造工艺设计.ppt

as****16

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铸造工艺设计.ppt
铸造高级工培训一、铸件成型工艺基础二、铸造工艺设计及劳动生产率三、浇冒口系统四、其他铸造设备五、高级工造型操作技能六、设备的维护保养铸造工艺设计铸造工艺设计铸件成形工艺分析内容:选择铸件浇注位置和分型面确定工艺参数(起摸斜度、收缩量等)型芯与芯头设计浇注系统设计与计算冒口与冷铁设计与计算一、铸造工艺设计的依据1、生产任务和技术要求(1)审查零件图(2)零件的技术要求(3)生产类型及生产期限2、车间生产条件(1)设备状况
铸造工艺设计.ppt
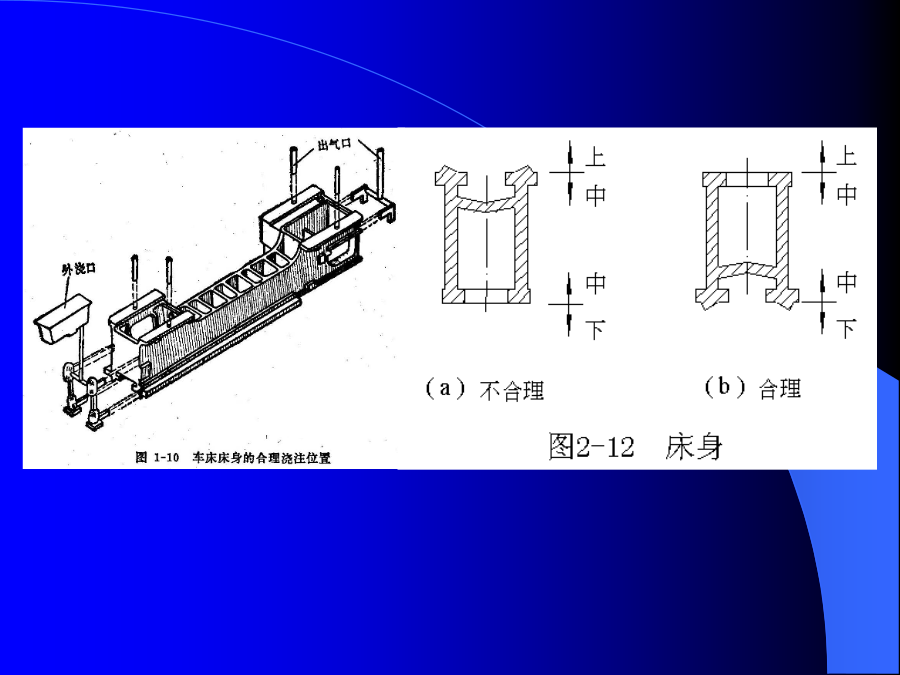
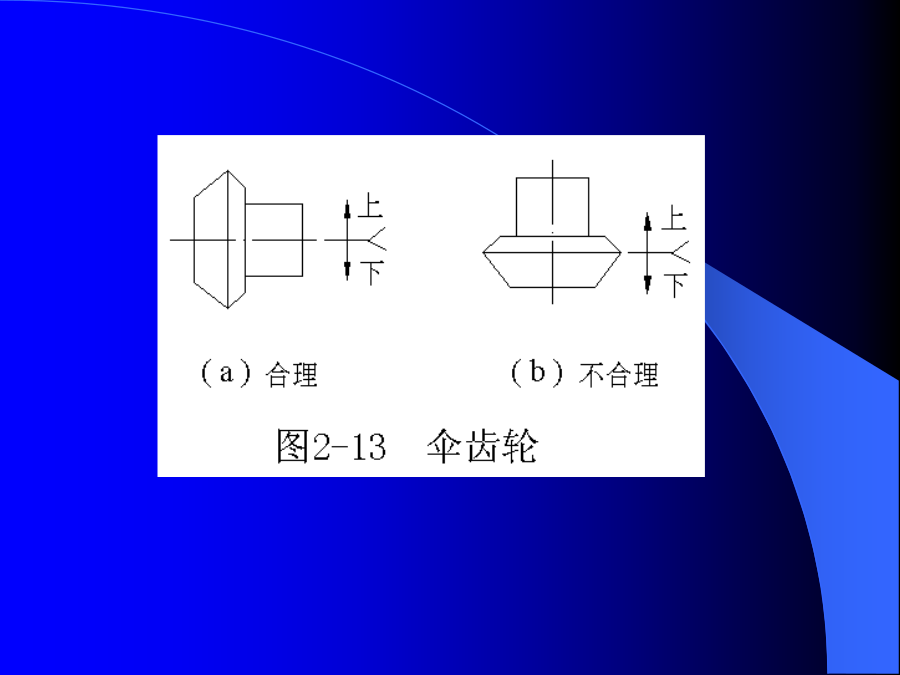
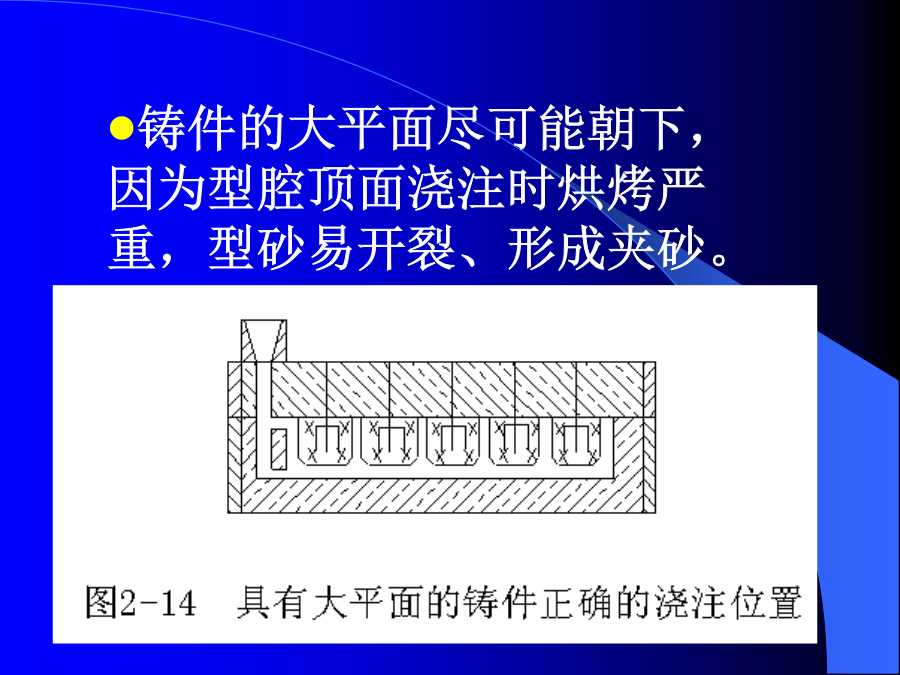
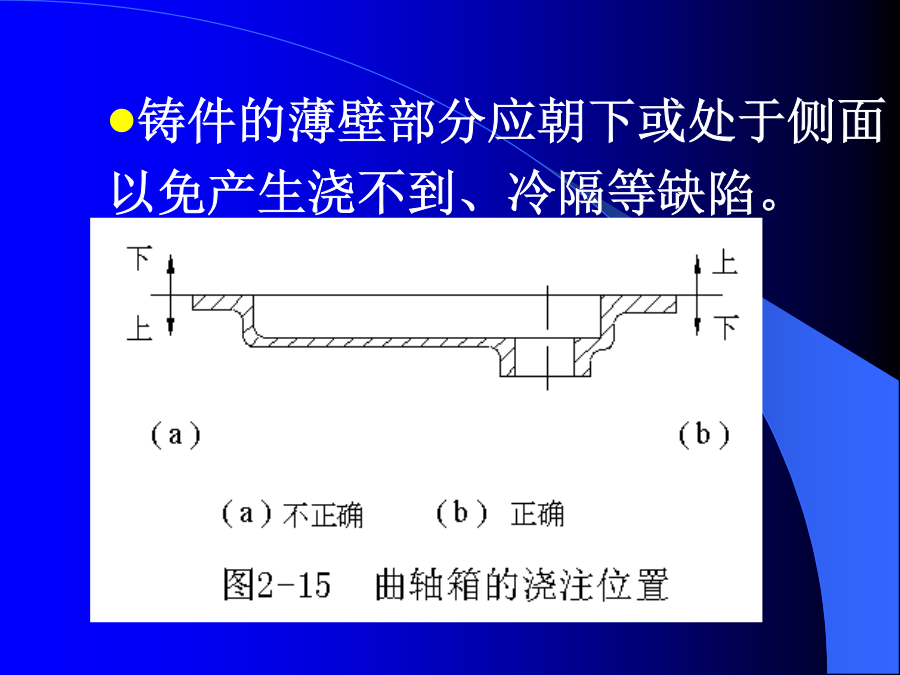
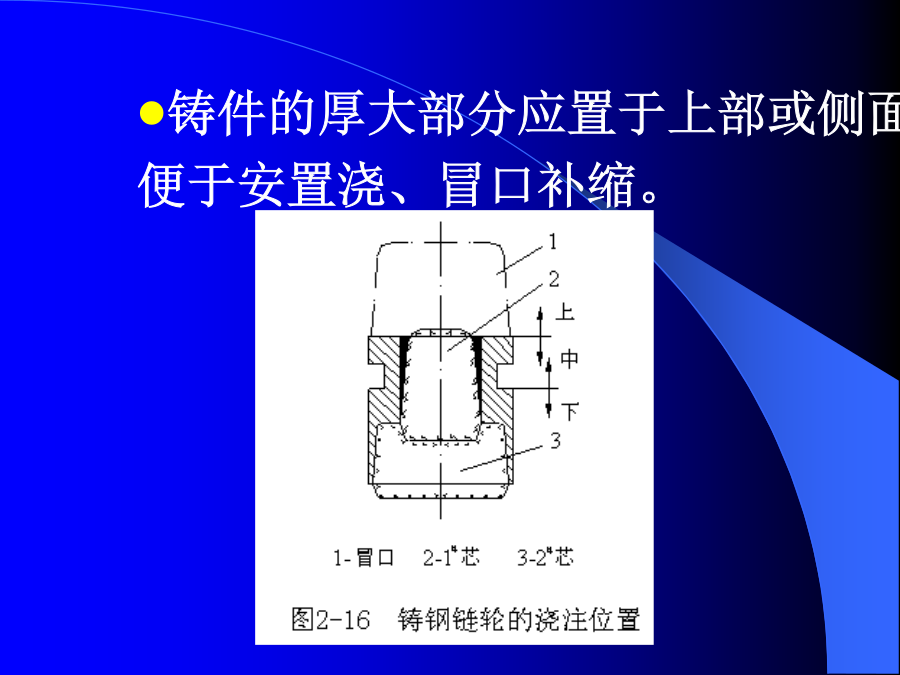
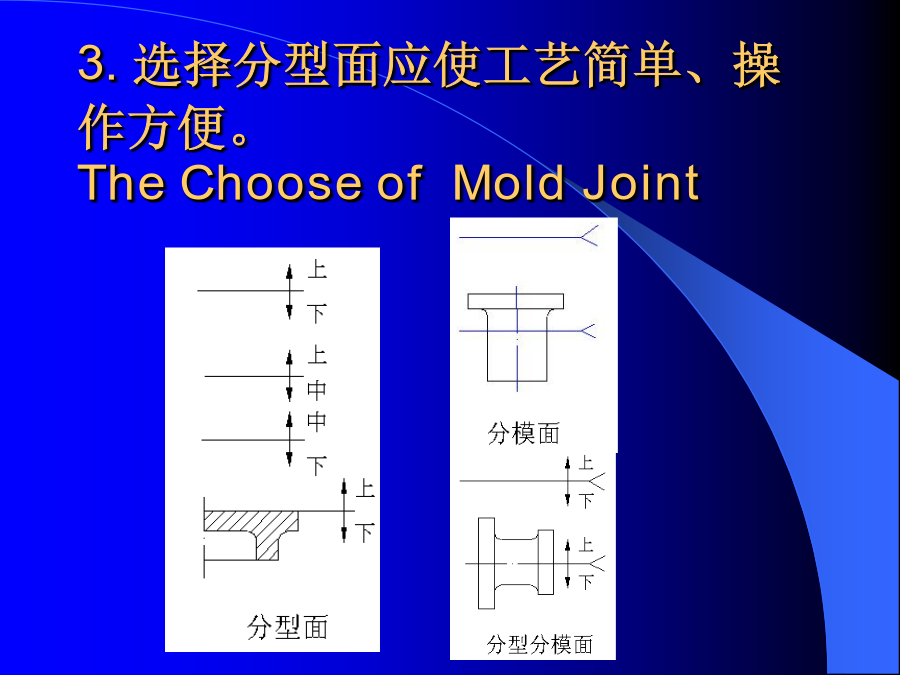
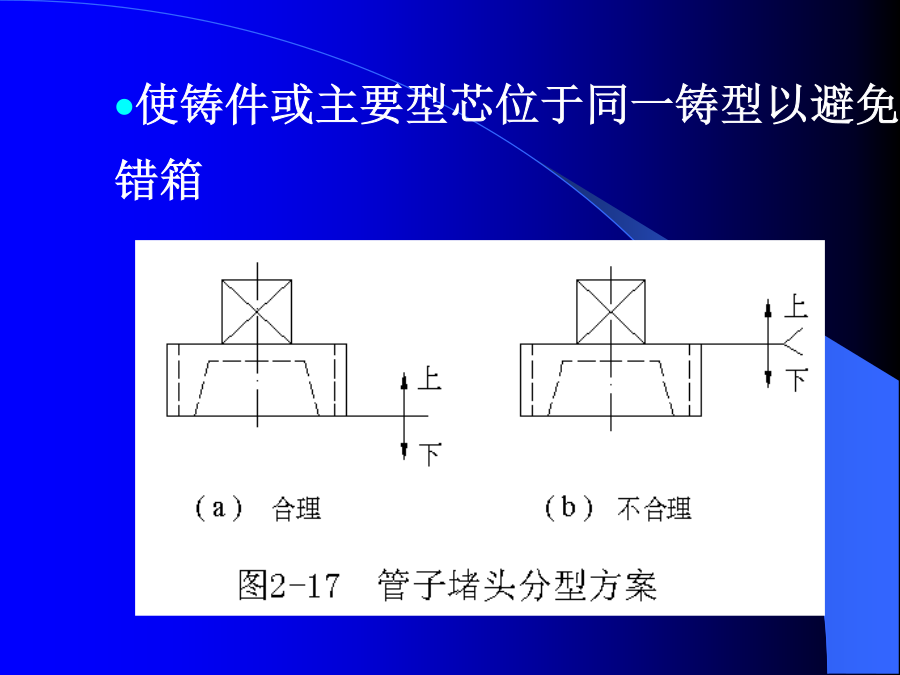
1-2铸造工艺设计FoundryTechnology2.确定浇注位置TheChooseofPouringPosition铸件的大平面尽可能朝下,因为型腔顶面浇注时烘烤严重,型砂易开裂、形成夹砂。铸件的薄壁部分应朝下或处于侧面以免产生浇不到、冷隔等缺陷。铸件的厚大部分应置于上部或侧面便于安置浇、冒口补缩。3.选择分型面应使工艺简单、操作方便。TheChooseofMoldJoint四少两便少用砂芯少用活块便于清理便于合箱使铸件或主要型芯位于同一铸型以避免错箱分型面少,少用三箱;尽量减少型芯的数量。少挖砂,

铸造工艺设计.ppt
2.确定浇注位置TheChooseofPouringPosition铸件的大平面尽可能朝下,因为型腔顶面浇注时烘烤严重,型砂易开裂、形成夹砂。铸件的薄壁部分应朝下或处于侧面以免产生浇不到、冷隔等缺陷。铸件的厚大部分应置于上部或侧面便于安置浇、冒口补缩。3.选择分型面应使工艺简单、操作方便。TheChooseofMoldJoint四少两便少用砂芯少用活块便于清理便于合箱使铸件或主要型芯位于同一铸型以避免错箱分型面少,少用三箱;尽量减少型芯的数量。少挖砂,分型面平直4.确定主要铸造工艺参数TheDetermi

铸造工艺课程设计-长方支座铸造工艺设计.doc
湖南科技大学课程设计报告课程设计名称:长方支座铸造工艺设计学生姓名:学院:机电工程学院专业及班级:材料成型及控制工程1班学号:指导教师:2016年7月5日铸造工艺课程设计任务书一、任务与要求1.完成产品零件图一张。(2D,3D图)2.铸件铸造工艺图一张。(2D,3D图)3.完成芯盒装配图一张。(2D,3D图)4.完成铸型装配图一张。(2D,3D图)5.上述四张图纸均用A3纸打印,编写设计说明书一份(15~30页),并将任务书及任务图放置首页。二、设计内容及时间分配(2周)1.绘制产品零件

铸造工艺课程设计-长方支座铸造工艺设计.doc
湖南科技大学课程设计报告课程设计名称:长方支座铸造工艺设计学生姓名:学院:机电工程学院专业及班级:材料成型及控制工程1班学号:指导教师:2016年7月5日铸造工艺课程设计任务书一、任务与要求1.完成产品零件图一张。(2D,3D图)2.铸件铸造工艺图一张。(2D,3D图)3.完成芯盒装配图一张。(2D,3D图)4.完成铸型装配图一张。(2D,3D图)5.上述四张图纸均用A3纸打印,编写设计说明书一份(15~30页),并将任务书及任务图放置首页。二、设计内容及时间分配(2周)1.绘制产品零件