
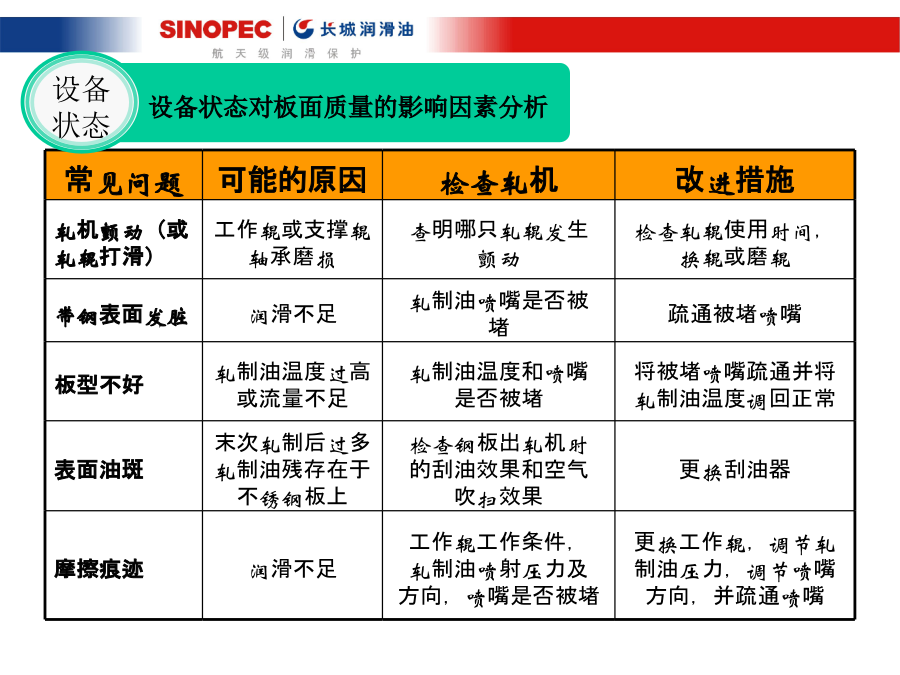
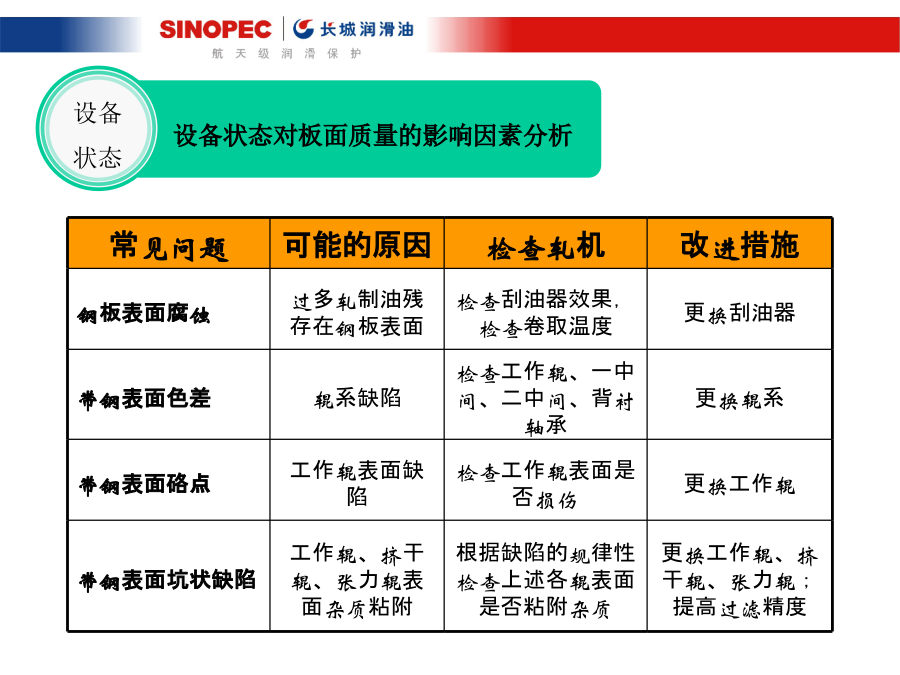
不锈钢轧制过程缺陷分析及对策.ppt

kp****93

1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

不锈钢轧制过程缺陷分析及对策.ppt
润滑轧辊和带钢,减少外摩擦,降低轧辊磨损,降低轧制总压力和能量消耗,增加道次压下率,减少轧制道次,提高轧制速度。对轧制变形区进行充分的冷却。防止轧辊软化和辊形变化,使轧制过程稳定,有利于控制板形,保证轧后带材的精度和表面光洁度。清洗轧制区及带钢表面,避免轧辊和带钢表面产生机械划伤,同时使轧后带材表面附着一层油膜,有利于在以后工序的周转过程中起防锈作用良好的润滑性能。当支撑辊的轴承润滑和工艺润滑采用同一系统时,不锈钢轧制油还应满足轴承润滑的要求;良好的冷却性能。不锈钢属难加工材料,变形摩擦温度高,因此,要求

不锈钢轧制过程缺点剖析及对策.ppt
润滑轧辊和带钢,减少外摩擦,降低轧辊磨损,降低轧制总压力和能量消耗,增加道次压下率,减少轧制道次,提高轧制速度。对轧制变形区进行充分的冷却。防止轧辊软化和辊形变化,使轧制过程稳定,有利于控制板形,保证轧后带材的精度和表面光洁度。清洗轧制区及带钢表面,避免轧辊和带钢表面产生机械划伤,同时使轧后带材表面附着一层油膜,有利于在以后工序的周转过程中起防锈作用良好的润滑性能。当支撑辊的轴承润滑和工艺润滑采用同一系统时,不锈钢轧制油还应满足轴承润滑的要求;良好的冷却性能。不锈钢属难加工材料,变形摩擦温度高,因此,要求

430不锈钢表面异物缺陷分析及改进对策.docx
430不锈钢表面异物缺陷分析及改进对策Title:AnalysisandImprovementMeasuresforSurfaceForeignDefectsin430StainlessSteelAbstract:Surfacedefectsin430stainlesssteelcannegativelyimpactitsquality,performance,andfunctionality.Identifyingthesedefectsandimplementingeffectiveimproveme

钢板轧制过程中张力控制的分析和对策.docx
钢板轧制过程中张力控制的分析和对策钢板轧制过程中的张力控制是保证钢板质量和生产效率的关键因素之一。准确控制轧制过程中的张力可以避免板带塑性变形和表面缺陷,提高产品质量,降低能耗和生产成本。本文将对钢板轧制过程中张力控制的分析和对策进行研究。1.张力对钢板轧制的影响张力是指轧制过程中施加在钢板上的拉力。张力的大小和控制对钢板的塑性变形、表面质量和板带的形状稳定性都有影响。首先,适当的张力可以促进板材的塑性变形,使得钢板能够更好地适应轧机的变形要求。张力过小会引起板带撕裂,张力过大则会导致板带塑性变形困难,影

带钢轧制常见缺陷原因分析.doc
带钢轧制常见缺陷原因分析结疤(M01)图7-1-1图7-1-21.缺陷特征附着在钢带表面,形状不规则翘起的金属薄片称结疤。呈现叶状、羽状、条状、鱼鳞状、舌端状等。结疤分为两种,一种是与钢的本体相连结,并折合到板面上不易脱落;另一种是与钢的本体没有连结,但粘合到板面上,易于脱落,脱落后形成较光滑的凹坑。2.产生原因及危害产生原因:①板坯表面原有的结疤、重皮等缺陷未清理干净,轧后残留在钢带表面上;②板坯表面留有火焰清理后的残渣,经轧制压入钢带表面。危害:导致后序加工使用过程中出现金属剥离或产生孔洞。3.预防及