
普通电火花机加工用工具电极材料的选择.doc

as****16


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

普通电火花机加工用工具电极材料的选择.doc
普通电火花机加工用工具电极材料的选择1)Cu、Cu基合金及Cu基复合材料纯Cu(电解铜,俗称紫铜)也是一种常用的电极材料,尤其是加工有色金属材料时,常用电解铜作为工具电极材料。Cu的熔点较低,电极损耗率较大,因此需要引入另一种高熔点材料来降低电极损耗率。Cu-W合金兼有Cu的高导热性和W的高熔点、低热胀系数和耐电火花机侵蚀能力强的特点,使其成为一种高性能的工具电极材料。Cu-W电极主要用于加工模具钢和WC工件,其中的Cu、W含量比一般为25:75。但由于Cu-W电极的价格比普通的Cu或石墨电极高,因此目前

电火花微孔加工中工具电极振动研究.docx
电火花微孔加工中工具电极振动研究1.引言电火花微孔加工作为一种先进的非传统加工技术,在现代制造业中有着广泛的应用。其加工精度高、加工效率大、加工形状复杂等特点,使得其在汽车、航空航天、电子信息等领域有着广泛的应用。电火花微孔加工中,工具电极振动对加工精度、加工效率等方面均有着重要的影响。因此,研究工具电极振动规律,对于提升电火花微孔加工的质量和效率具有重要的意义。本文将从电火花微孔加工工具电极振动的成因、工具电极振动特征、影响因素、控制方法等方面进行论述,以期为电火花微孔加工的研究提供参考。2.工具电极振
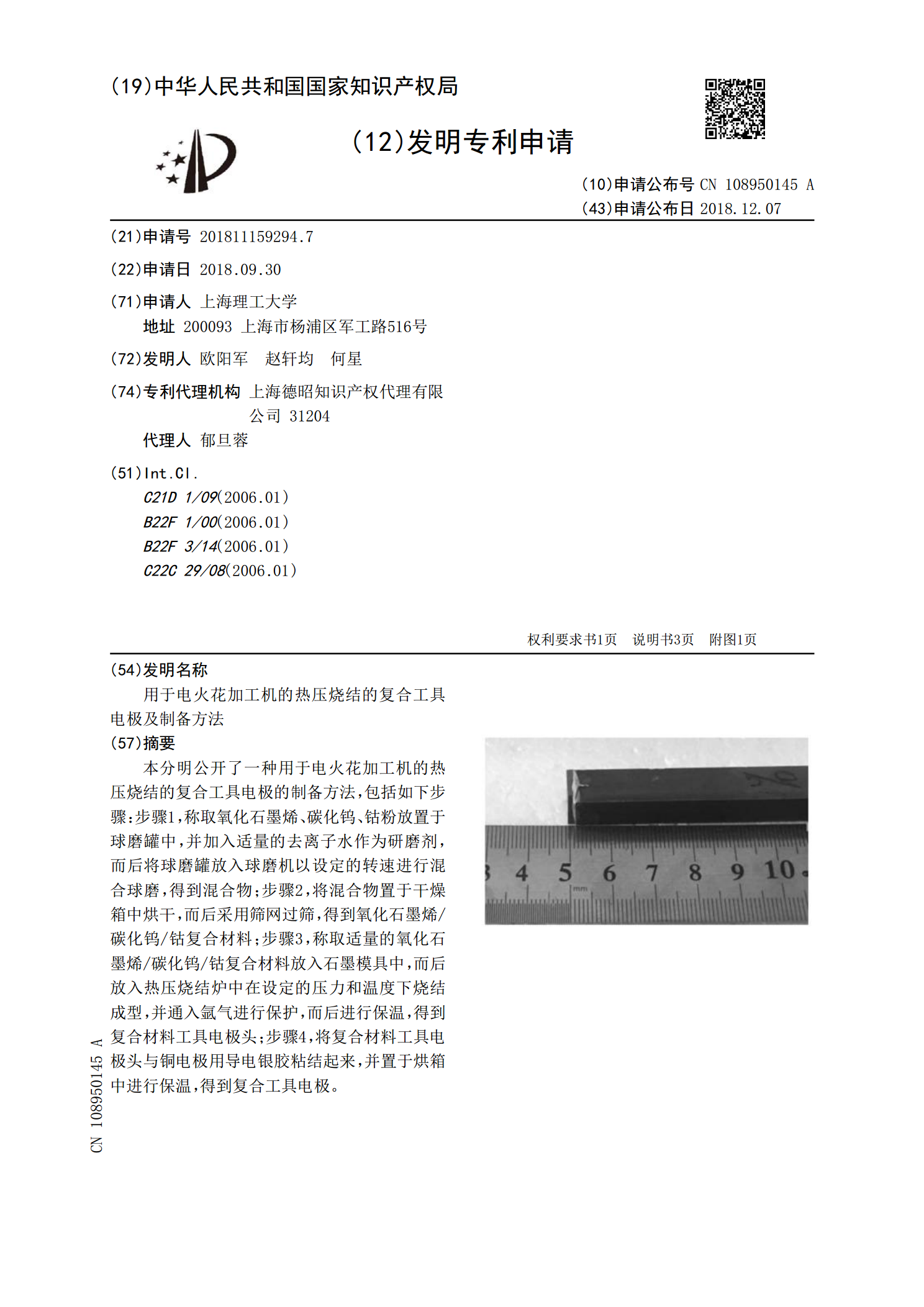
用于电火花加工机的热压烧结的复合工具电极及制备方法.pdf
本分明公开了一种用于电火花加工机的热压烧结的复合工具电极的制备方法,包括如下步骤:步骤1,称取氧化石墨烯、碳化钨、钴粉放置于球磨罐中,并加入适量的去离子水作为研磨剂,而后将球磨罐放入球磨机以设定的转速进行混合球磨,得到混合物;步骤2,将混合物置于干燥箱中烘干,而后采用筛网过筛,得到氧化石墨烯/碳化钨/钴复合材料;步骤3,称取适量的氧化石墨烯/碳化钨/钴复合材料放入石墨模具中,而后放入热压烧结炉中在设定的压力和温度下烧结成型,并通入氩气进行保护,而后进行保温,得到复合材料工具电极头;步骤4,将复合材料工具电
一种用于高温合金电火花加工的工具电极.pdf
本发明提供一种用于高温合金电火花加工的工具电极,该电极是由高纯度的银粉、铜粉和钨粉通过静压成型、高温烧结和熔渗或熔浸工艺精制而成的复合金属材料经机械加工制成的电极,按重量份,其中银含量为2.5%~5.7%,铜含量为12.5%~18.8%,杂质含量≤0.2%,其余组分为钨。既解决铜、石墨电极根本不能用于GH4169高温合金电火花加工的问题,又解决目前利用钨铜合金电极加工GH4169高温合金工件时普遍存在的电蚀速度极低的问题,实现高温合金电火花的高速高效加工。属于高温合金加工技术领域。

电火花微孔加工中工具电极振动研究的任务书.docx
电火花微孔加工中工具电极振动研究的任务书任务书题目:电火花微孔加工中工具电极振动研究任务背景:随着微加工技术的不断发展,电火花微孔加工作为一种有效的微孔加工技术,被广泛应用于微电子器件领域。在微孔加工过程中,工具电极振动是影响加工质量和加工效率的一个重要因素。因此,研究电火花微孔加工中工具电极振动及其对加工质量和加工效率的影响,对于提高加工精度和效率具有重要意义。任务目标:本次研究旨在通过实验和仿真的方式,对电火花微孔加工中工具电极的振动进行研究,探讨振动对加工质量和加工效率的影响,为优化电火花微孔加工提