
新型的保温材料--挤塑聚苯乙烯保温板的制备.pdf

qw****27


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

新型的保温材料--挤塑聚苯乙烯保温板的制备.pdf
第20卷第ll期甘肃科技Vol.20No.ll2004年ll月GansScienceandTeclnOIOgyNol.2004新型的保温材料———挤塑聚苯乙烯保温板的制备黄清(兰州塑料工业总公司,甘肃兰州730000)摘要:以PS及其他助剂为原料,通过加热混合注入发泡剂,用自制、改制设备制备了高性能的绝热保温板材(XPS板)。论述了生产XPS板所需辅料的功能,改制、自制发泡用单螺杆挤出机的设计要求,生产工艺流程、工艺温度、工艺条件对发泡质量的影响、生产过程中的注意事项,以及XPS板的性质较为全面地揭示了X

挤塑聚苯乙烯保温板检验报告.doc
v1.0可编辑可修改v1.0可编辑可修改v1.0可编辑可修改检验报告TESTRRPORT报告编号:JC—A样品名称:绝热用挤塑聚苯乙烯保温板委托单位:四川东盛建筑有限责任公司检验类别:委托检验签发日期:2010年3月3日重庆市新建建筑节能检测有限公司检验报告(TestReport)样品名称绝热用挤塑聚苯乙烯保温板规格型号1200x600x30(mm)x200委托单位四川东盛建筑有限责任公司工程名称遂宁市安居区人民医院生产单位重庆美力宁保温材料有限公司工程部位--

挤塑聚苯乙烯保温板检验报告.pdf
检验报告TESTRRPORT报告编号:JC—样品名称:绝热用挤塑聚苯乙烯保温板委托单位:四川东盛建筑有限责任公司检验类别:委托检验签发日期:2010年3月3日重庆市新建建筑节能检测有限公司检验报告(TestReport)样品名规格型绝热用挤塑聚苯乙烯保温板1200x600x30(mm)x200称号委托单工程名四川东盛建筑有限责任公司遂宁市安居区人民医院位称生产单重庆美力宁保温材料有工程部--------位限公司位样品数2平方米见证人陈静量代表数--------见证编08—0209量号送样日送样人彭久高付志
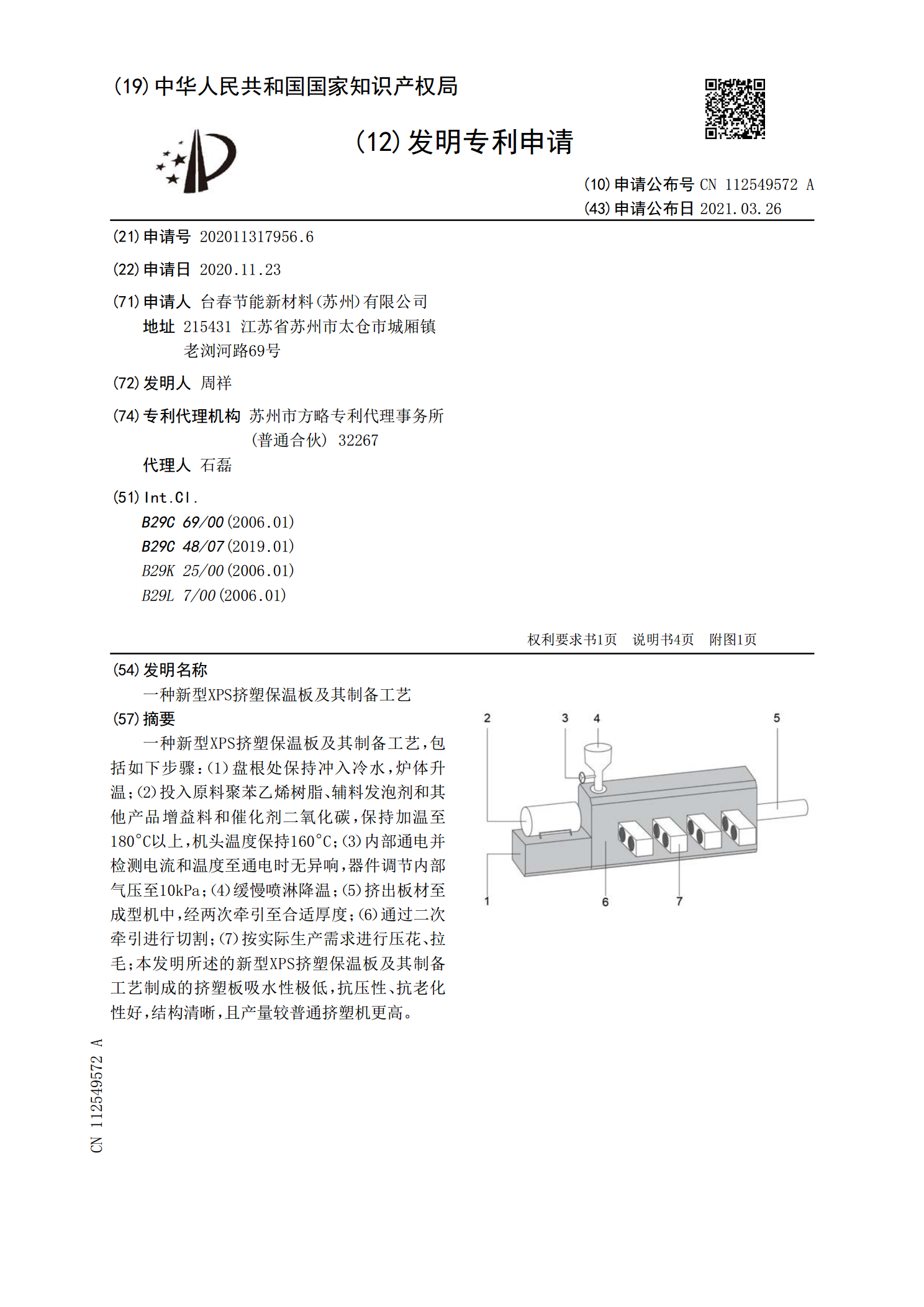
一种新型XPS挤塑保温板及其制备工艺.pdf
一种新型XPS挤塑保温板及其制备工艺,包括如下步骤:(1)盘根处保持冲入冷水,炉体升温;(2)投入原料聚苯乙烯树脂、辅料发泡剂和其他产品增益料和催化剂二氧化碳,保持加温至180°C以上,机头温度保持160°C;(3)内部通电并检测电流和温度至通电时无异响,器件调节内部气压至10kPa;(4)缓慢喷淋降温;(5)挤出板材至成型机中,经两次牵引至合适厚度;(6)通过二次牵引进行切割;(7)按实际生产需求进行压花、拉毛;本发明所述的新型XPS挤塑保温板及其制备工艺制成的挤塑板吸水性极低,抗压性、抗老化性好,结构
改善挤塑聚苯乙烯保温板粘接强度的探讨.docx
改善挤塑聚苯乙烯保温板粘接强度的探讨【摘要】本文通过对目前外墙保温施工中使用挤塑聚苯乙烯保温板存在问题的分析提出了在工厂化生产过程中对挤塑聚苯乙烯保温板进行强行的表面处理以提高挤塑聚苯乙烯保温板与聚合物粘接砂浆的粘接强度从而保证外墙保温的工程质量提高耐久性。【关键词】外墙外保温;挤塑聚苯乙烯保温板;表面处理1.引言中国是一个能源消耗大国每年全国能耗约占全世界总能耗的1/3而全国总能耗中有1/3是建筑能耗。由于受建筑材料、施工技术、生产方式等方面