
振镜式激光焊接设备以及镍片极耳与线路板的焊接方法.pdf

志信****pp


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
振镜式激光焊接设备以及镍片极耳与线路板的焊接方法.pdf
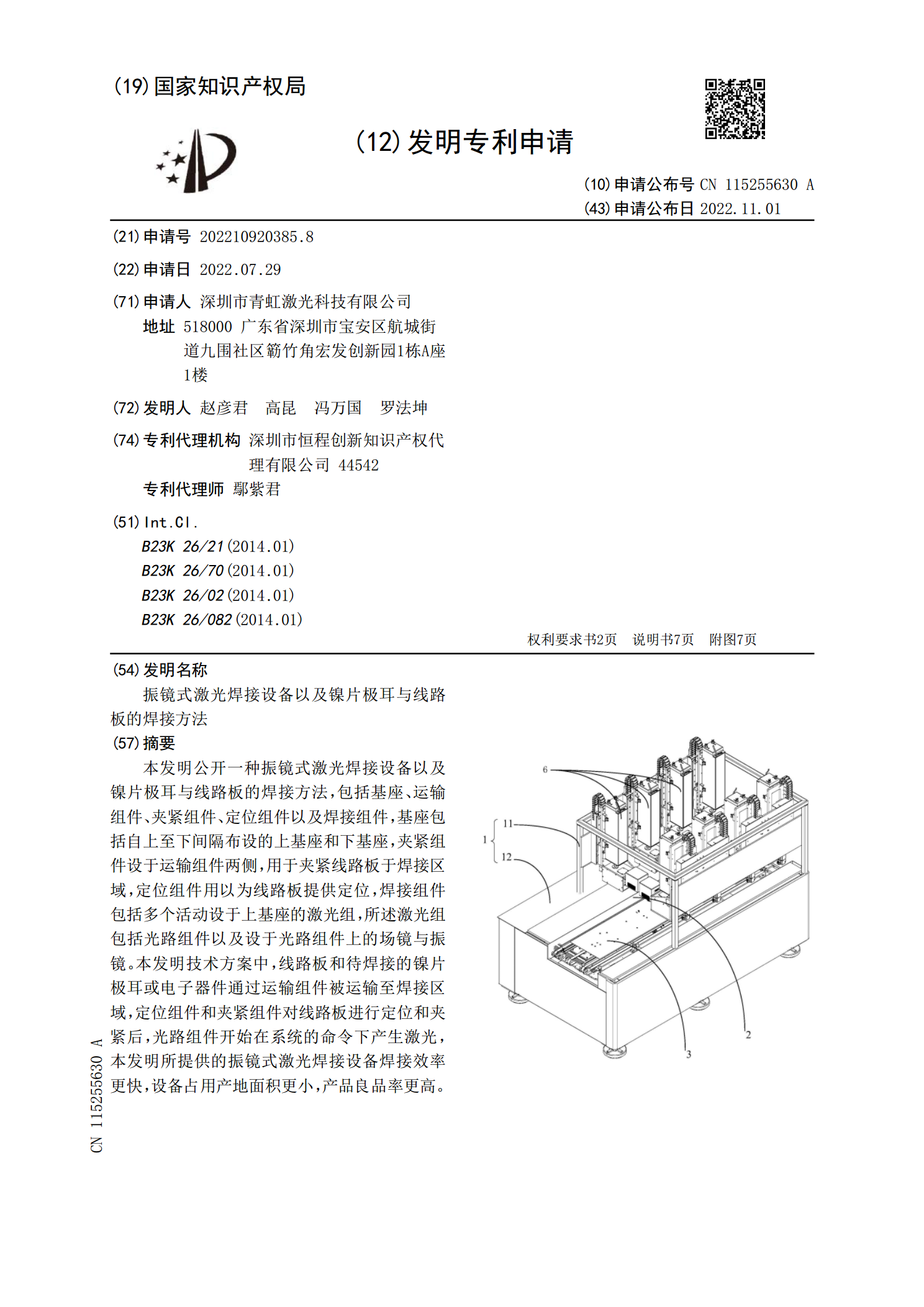
本发明公开一种振镜式激光焊接设备以及镍片极耳与线路板的焊接方法,包括基座、运输组件、夹紧组件、定位组件以及焊接组件,基座包括自上至下间隔布设的上基座和下基座,夹紧组件设于运输组件两侧,用于夹紧线路板于焊接区域,定位组件用以为线路板提供定位,焊接组件包括多个活动设于上基座的激光组,所述激光组包括光路组件以及设于光路组件上的场镜与振镜。本发明技术方案中,线路板和待焊接的镍片极耳或电子器件通过运输组件被运输至焊接区域,定位组件和夹紧组件对线路板进行定位和夹紧后,光路组件开始在系统的命令下产生激光,本发明所提供的
多层极耳激光焊接控制系统及激光焊接设备.pdf
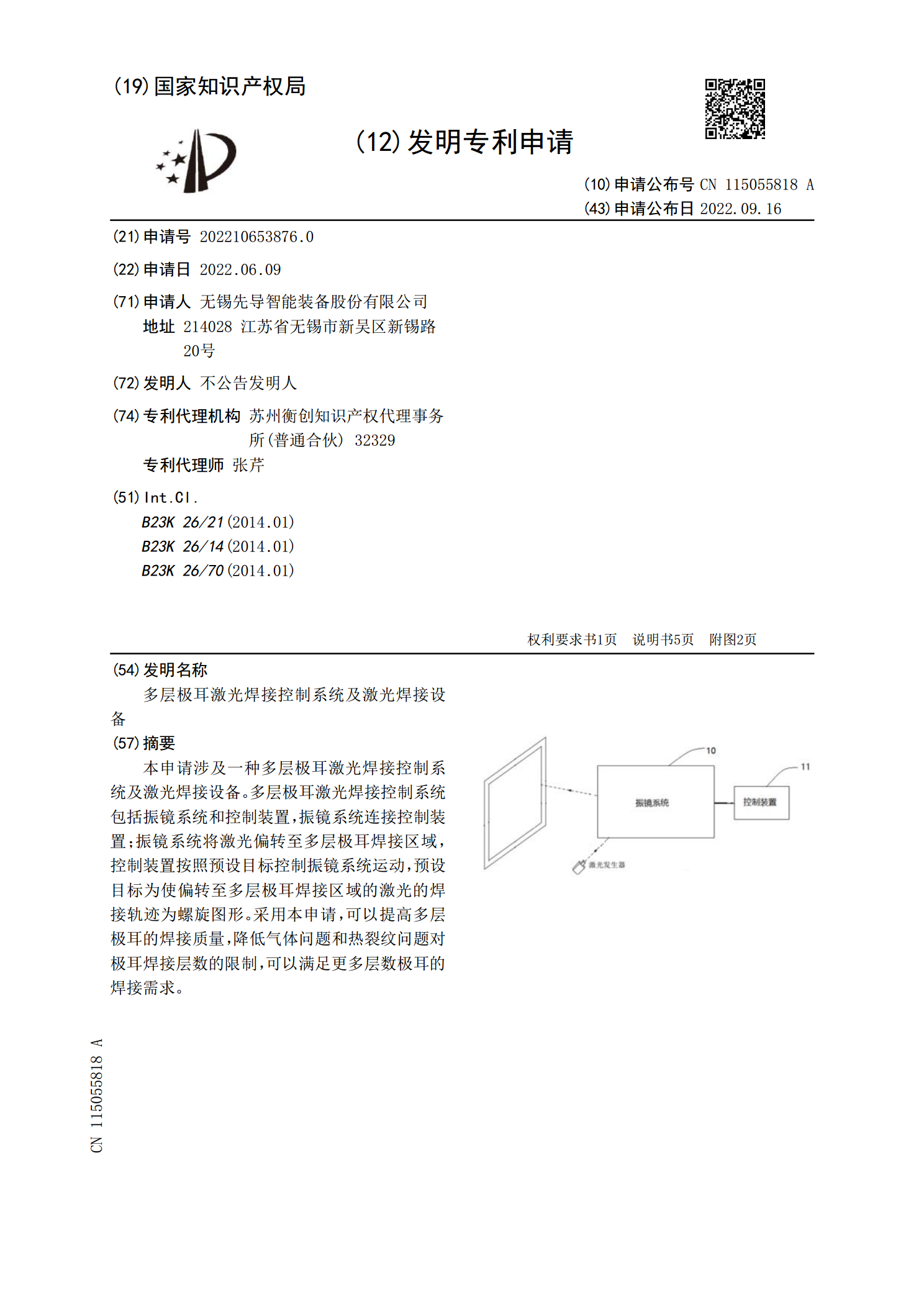
本申请涉及一种多层极耳激光焊接控制系统及激光焊接设备。多层极耳激光焊接控制系统包括振镜系统和控制装置,振镜系统连接控制装置;振镜系统将激光偏转至多层极耳焊接区域,控制装置按照预设目标控制振镜系统运动,预设目标为使偏转至多层极耳焊接区域的激光的焊接轨迹为螺旋图形。采用本申请,可以提高多层极耳的焊接质量,降低气体问题和热裂纹问题对极耳焊接层数的限制,可以满足更多层数极耳的焊接需求。

铝镍复合极耳焊接台及焊接方法.pdf
本发明公开了铝镍复合极耳焊接台,它先将镍带和铝极耳切割成镍片和排式铝极耳后再焊接构成连续的极耳带,如此避免了对镍片与铝极耳的重合区域中的铝极耳进行切除的工序,无需使用精密模切机,大大简化了生产流程,降低了加工成本,同时也杜绝了镍片被切伤或切断的问题,废品率得以大幅度降低。本发明还公开了铝镍复合极耳焊接方法。

基于扫描振镜激光焊接热管散热器鳍片的焊接方法.pdf
本发明公开了一种基于扫描振镜激光焊接热管散热器鳍片的焊接方法,包括以下步骤:S1.将待焊L形鳍片的焊接面进行喷丸处理;S2.将喷丸处理后的L形鳍片与热管散热器导热基板进行点焊预固定;S3.基于L形鳍片的焊接面生成焊接路径,设置激光振镜扫描方式,调节蓝光激光器功率,自L形鳍片焊接面的一侧开始焊接至另一侧结束焊接,在焊接过程中L形鳍片位置保持固定,激光振镜沿运动路径按设定速度移动以完成当前L形鳍片的焊接。本发明提出的基于扫描振镜激光焊接热管散热器鳍片的焊接方法,可解决目前利用回流焊、高频感应加热焊接热管散热器

埋极耳式极片的制备方法.pdf
本发明公开了一种埋极耳式极片的制备方法,包括以下步骤,1)将发泡胶带预贴覆在集流体的预定位置上,2)将浆料涂覆在预贴覆好发泡胶带的集流体上,然后将其送入烘箱烘干,达到预定温度后发泡胶带热解黏并膨胀卷曲,3)去除掉已经卷曲的发泡胶带,得到存在预留空白区的极片;4)将极片进行碾压、剪切,剪切后使得预留空白区处于极片一侧边缘;5)在预留空白区焊极耳。本发明利用发泡胶带覆盖部分区域实现全面涂覆极粉,减少极耳焊接处的空箔,发泡胶带在预定温度下膨胀卷曲和脱落,得以在极片内部焊极耳,使得自由设计极耳位置和尺寸的工艺设想