
加工各工序产品生产指标标准表.xls

qw****27


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
加工各工序产品生产指标标准表.xls
加工各工序产品生产指标标准表批准:审核:制表:任世民

每天各产品生产指标.xls
2012年五月份每天各产品生产能耗指标名称日期氧产量氮产量氩产量液氧产量液氮产量液氩产量总耗电量单位氧耗117177221764083163120417736751803106181848718026281754099176893101696321117206312179486131737891417600415181062161811421718192021222324252627282930
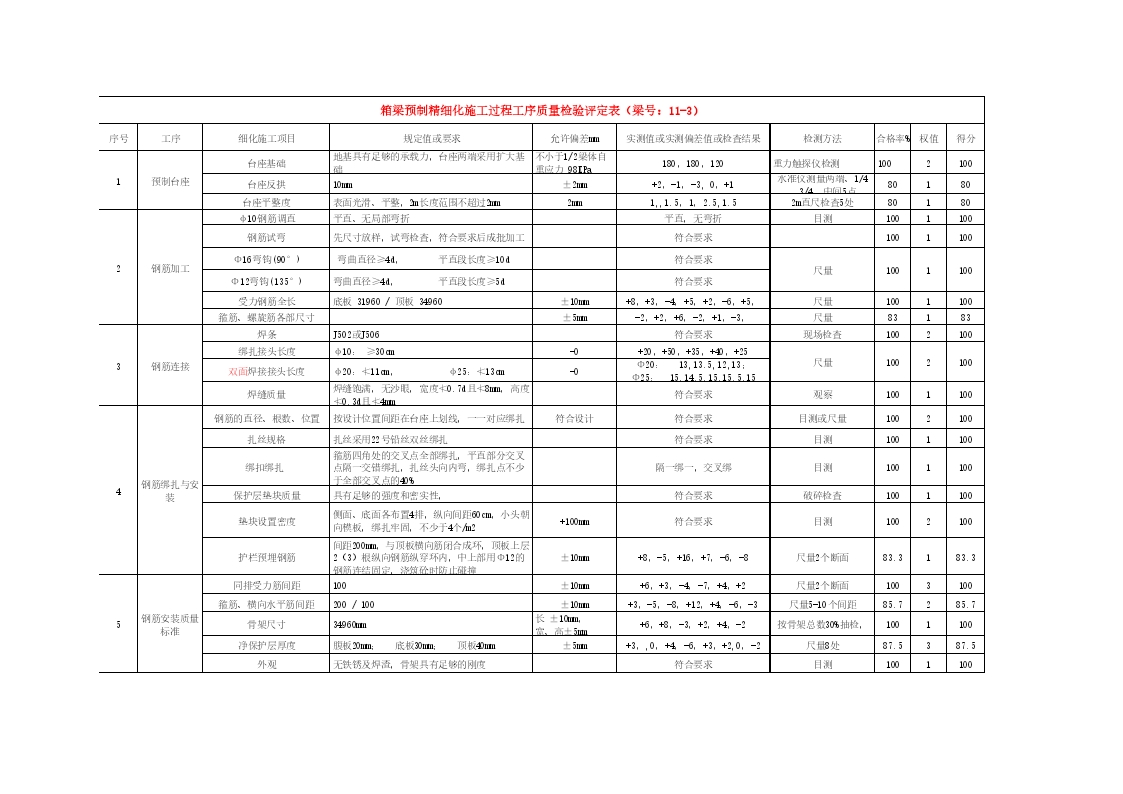
箱梁施工各工序细化标准表.xls
箱梁预制精细化施工过程工序质量检验评定表(梁号:11-3)序号工序细化施工项目规定值或要求允许偏差mm实测值或实测偏差值或检查结果检测方法合格率%权值得分1预制台座台座基础地基具有足够的承载力,台座两端采用扩大基础不小于1/2梁体自重应力98KPa180,180,120重力触探仪检测1002100台座反拱10mm±2mm+2,-1,-3,0,+1水准仪测量两端、1/4、3/4、中间5点80180台座平整度表面光滑、平整,2m长度范围不超过2mm2mm1,,1.5,1,2.5,1.52m直尺检查5处8018
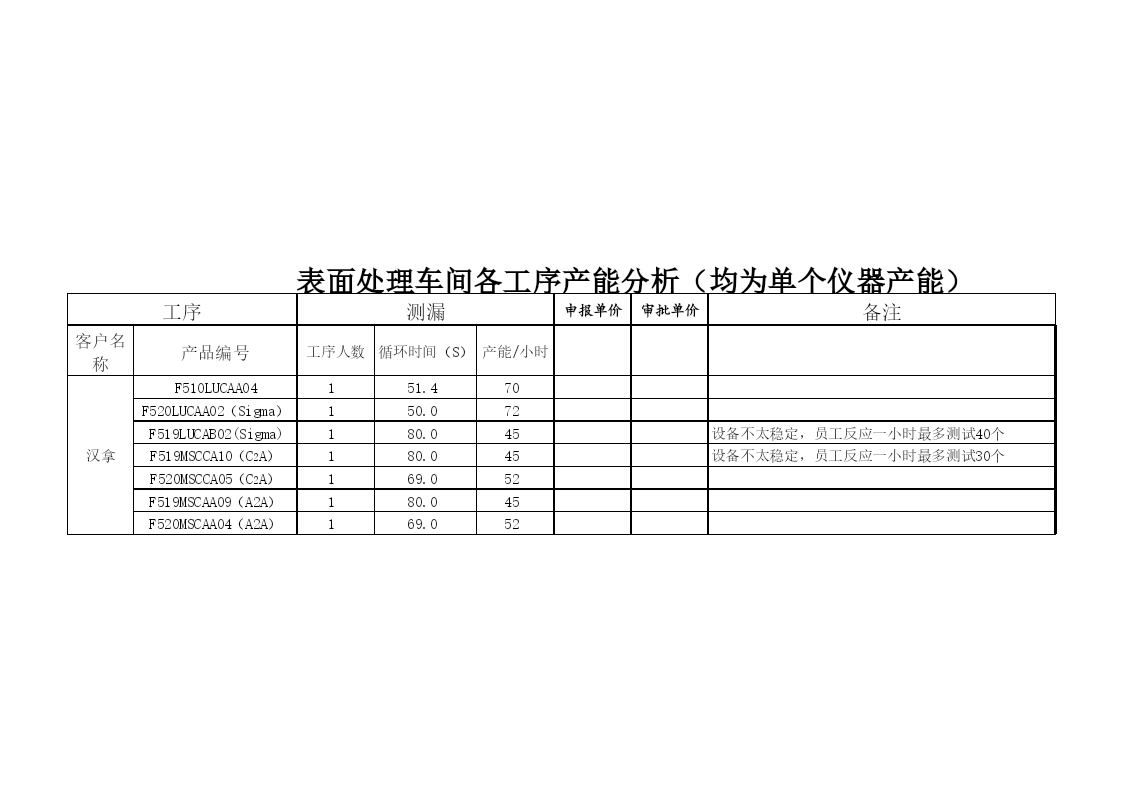
产品各工序产能统计2014715.xls
表面处理车间各工序产能分析(均为单个仪器产能)工序包装清洗测漏申报单价审批单价备注客户名称产品编号工序人数循环时间产能/小时工序人数循环时间产能/小时工序人数循环时间(S)产能/小时汉拿F510LUCAA04151.470F520LUCAA02(Sigma)150.072F519LUCAB02(Sigma)180.045设备不太稳定,员工反应一小时最多测试40个F519MSCCA10(C2A)180.045设备不太稳定,员工反应一小时最多测试30个F520MSCCA05(C2A)169.052F519MS
确定各工序的加工余量.ppt
第五章机械加工工艺规程的制定本章内容第一节概述二、工艺规程的设计步骤1、准备阶段2、工艺分析阶段3、毛坯的选用4、工艺路线拟定5、确定工序所用设备及工装6、确定各工序的加工余量、加工尺寸及其公差7、确定切削用量和时间定额8、确定关键工序的检验方法9、填写工艺文件第二节机械加工路线的制定三、加工阶段的划分粗加工阶段——主要任务是去除加工面多余的材料半精加工阶段——使加工面达到一定的加工精度,为精加工作好准备精加工阶段——使加工面精度和表面粗糙度达到要求光整加工阶段——对于特别精密的零件,安排此阶段,以确保零