
FANUC 0i系统.ppt

kp****93


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FANUC 0i系统.ppt
FANUC0i系统FANUC0i系统主CPU板的构成框图BEIJING-FANUC0系统的CNC单元为大板结构。基本配置有主板、存储器板、I/O板、伺服轴控制板和电源。各板插在主板上,与CPU的总线相连。(1)主板主CPU在该板上。主CPU用于系统主控,原来用80386,从1998年起改用80486/DX2。此外,显示的CRT控制也在该板上。(2)存储器板该板上有:①系统的控制软件ROM(共5片)。BEIJING-FANUC0系统可控制车床(0-T系统)、铣床(镗床,钻床)及加工中心(0-M系统)、磨床(
FANUC 0i 系统参数.pdf
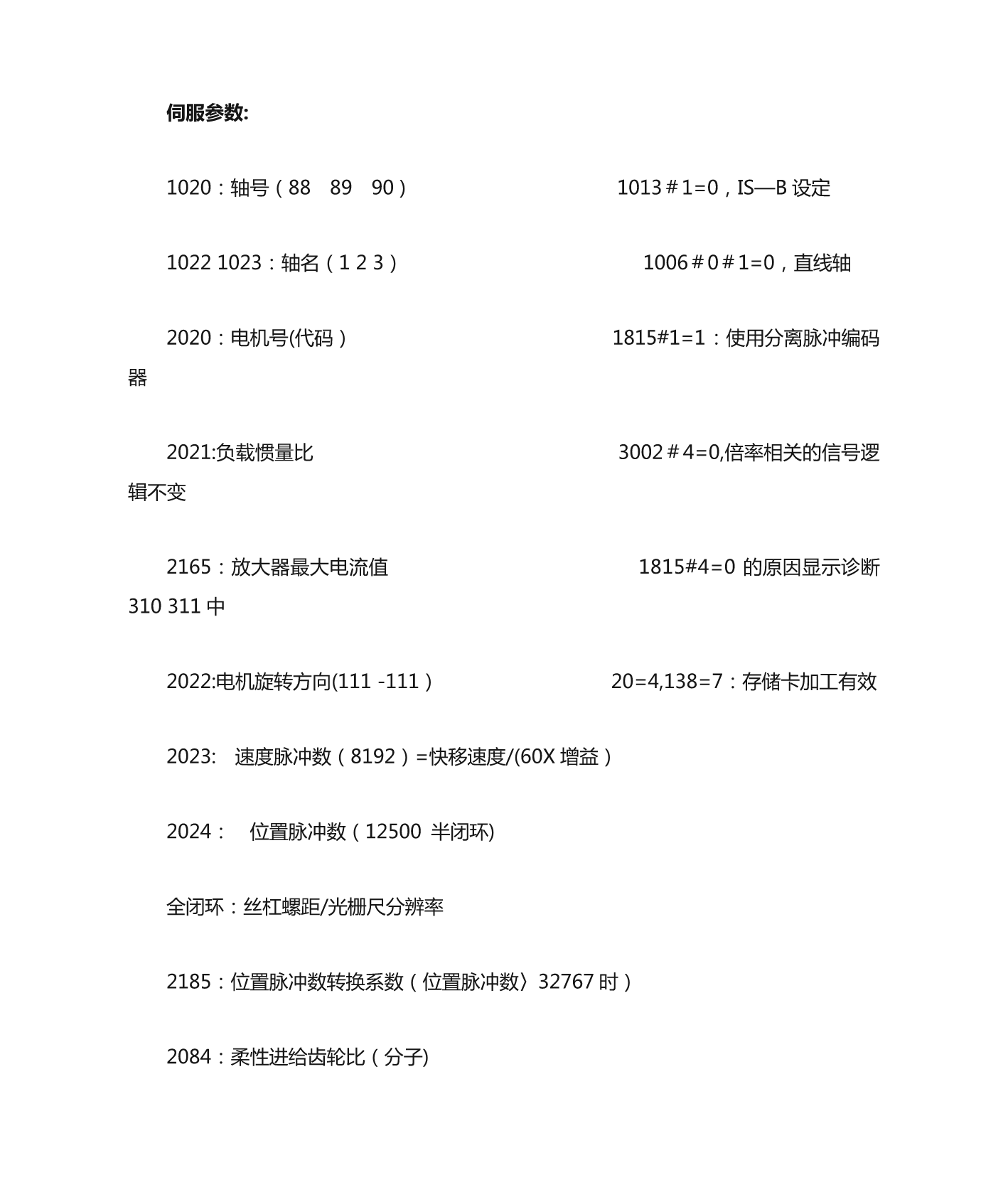
伺服参数:1020:轴号(888990)1013#1=0,IS—B设定10221023:轴名(123)1006#0#1=0,直线轴2020:电机号(代码)1815#1=1:使用分离脉冲编码器2021:负载惯量比3002#4=0,倍率相关的信号逻辑不变2165:放大器最大电流值1815#4=0的原因显示诊断310311中2022:电机旋转方向(111-111)20=4,138=7:存储卡加工有效2023:速度脉冲数(8192)=快移速度/(60X增益)2024:位置脉冲数(12500半闭环)全闭环:丝杠螺距

FANUC 0i 系统参数.pdf
伺服参数:1020:轴号(888990)1013#1=0,IS—B设定10221023:轴名(123)1006#0#1=0,直线轴2020:电机号(代码)1815#1=1:使用分离脉冲编码器2021:负载惯量比3002#4=0,倍率相关的信号逻辑不变2165:放大器最大电流值1815#4=0的原因显示诊断310311中2022:电机旋转方向(111-111)20=4,138=7:存储卡加工有效2023:速度脉冲数(8192)=快移速度/(60X增益)2024:位置脉冲数(12500半闭环)全闭环:丝杠螺距

FANUC 0I系统的连接与调试.doc
FANUC系统的连接与调试第一节硬件连接简要介绍了0IC/0IMateC的系统与各外部设备(输入电源、放大器,I/O等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC加工等)。目前FANUC出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC和车床用的0iTC/0i-Mate-TC,各系统一般配置如下:注意:对于0iMat

FANUC 0i系统功能简介.doc
西安工程技术(技师)学院陕西省明德职业中等学校理论课教案2010至2011学年第一学期第16周授课班级:08数加初大专1班课程名称数控机床编程与操作课次内容名称审批签字FANUC0i系统介绍年月日授课方法讲授法授课时数2教学目的和要求掌握FANUC0i系统数车的常用功能及程序结构。教学重点FANUC0i系统数车的G功能、M功能、T功能、S功能及F功能及程序结构。教学难点FANUC0i系统数车的G功能、M功能、T功能、S功能及F功能的运用。复习提问课外作业题号自拟题教学过程新课导入→新课讲授→练习→小结→布