
铸造简介及砂型铸造.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共58页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铸造简介及砂型铸造.ppt
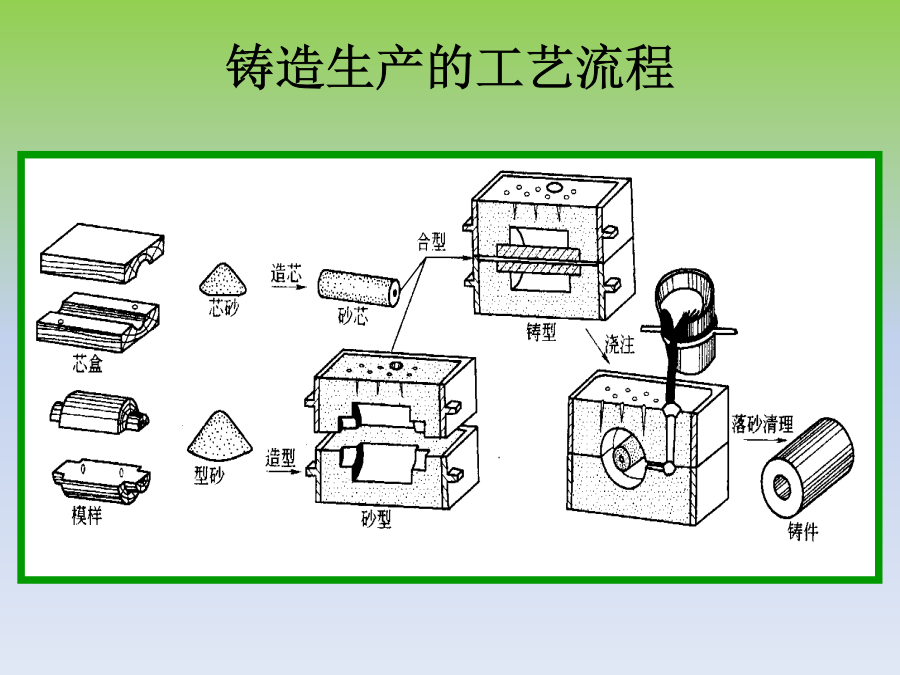
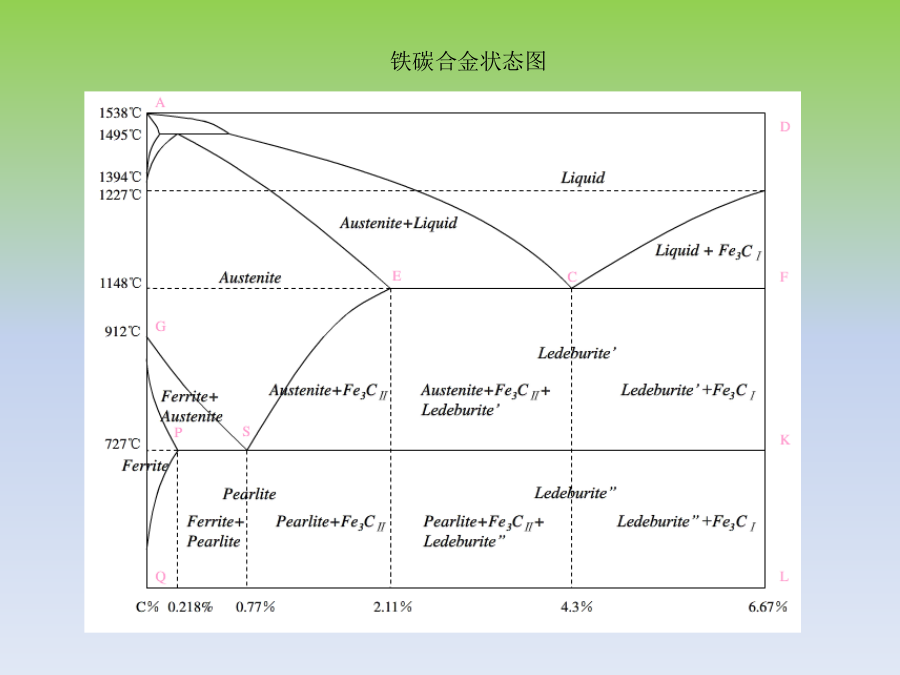
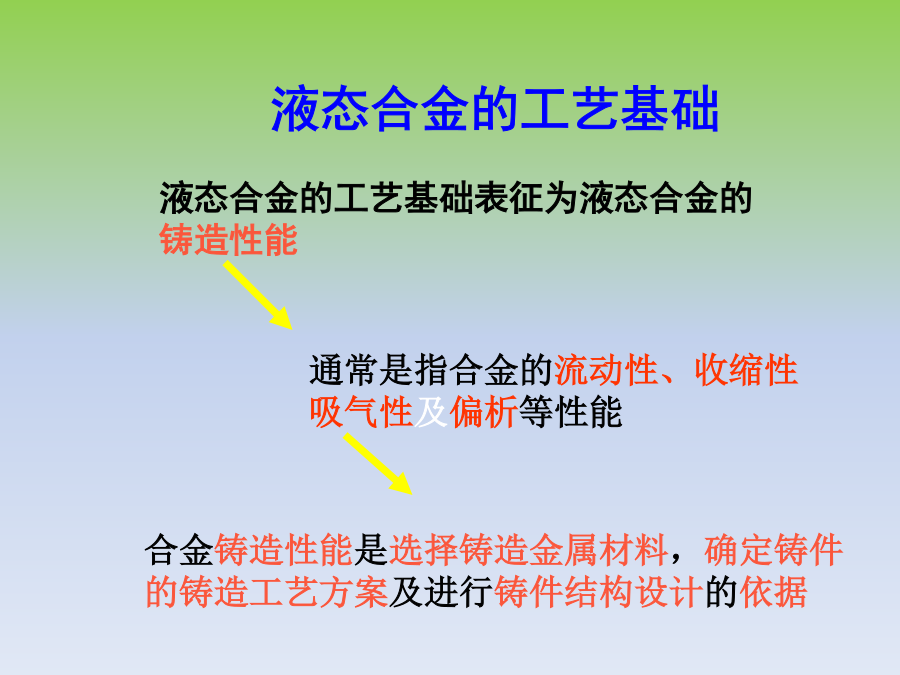
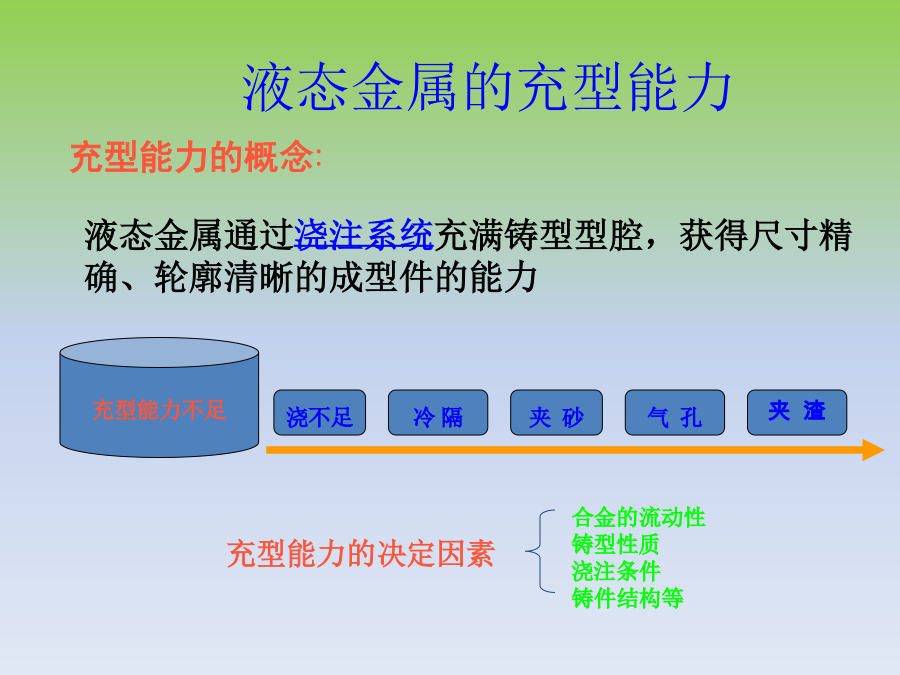
铸造UrformenausdemflüssigenZustand生产工艺技术的选择原则KriterienfürdieVerfahrensauswahl铸造生产的工艺流程VerfahrensablaufbeimSandformguss铁碳合金状态图铸钢的特性MerkmalevonStahlguss铸铁的特性MerkmalevonGusseisen各类铸铁的特性EigenschaftvonverschiedenenGusseisen液态合金的工艺基础液态金属的充型能力VorteiledesGießens浇注的
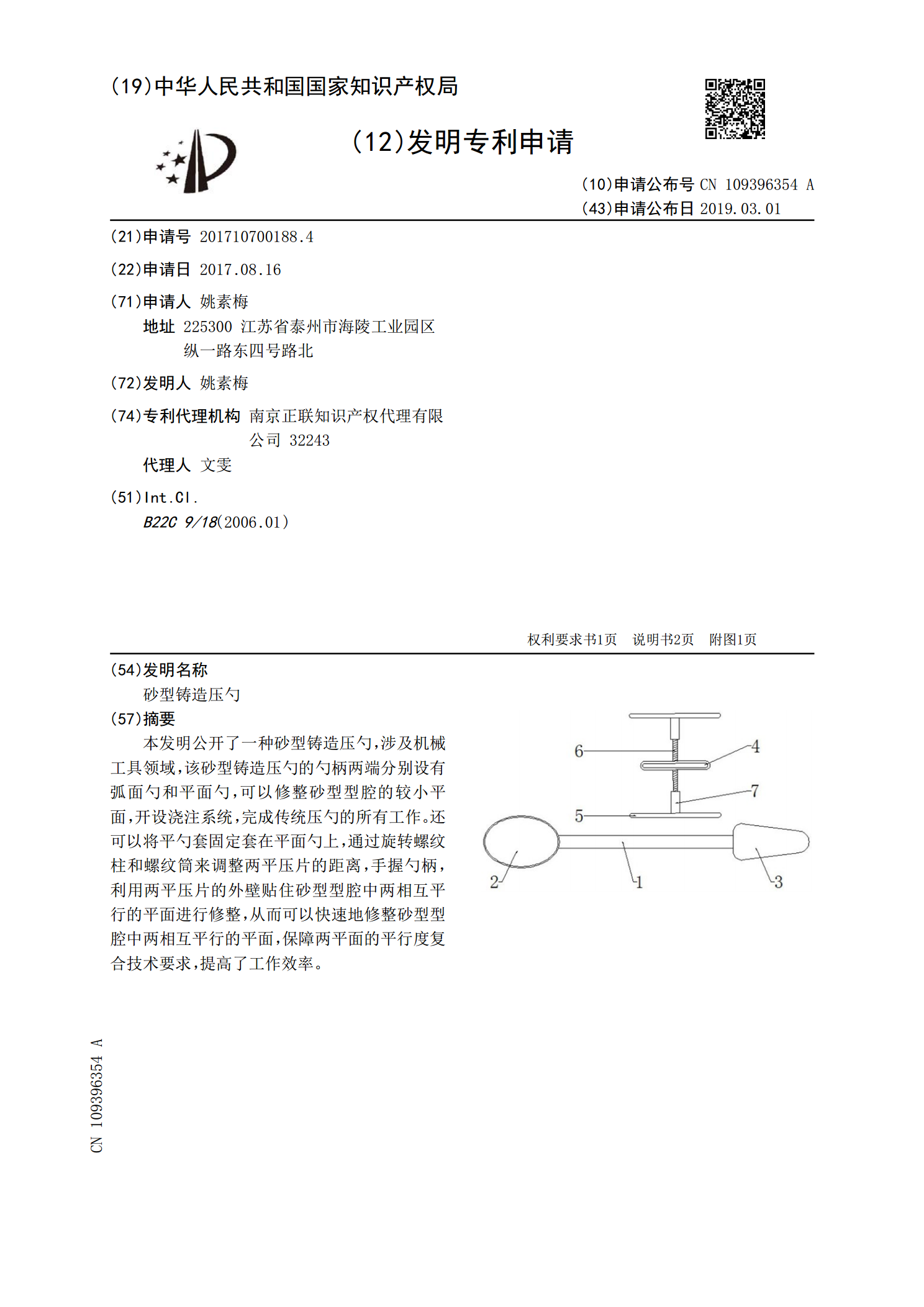
砂型铸造压勺.pdf
本发明公开了一种砂型铸造压勺,涉及机械工具领域,该砂型铸造压勺的勺柄两端分别设有弧面勺和平面勺,可以修整砂型型腔的较小平面,开设浇注系统,完成传统压勺的所有工作。还可以将平勺套固定套在平面勺上,通过旋转螺纹柱和螺纹筒来调整两平压片的距离,手握勺柄,利用两平压片的外壁贴住砂型型腔中两相互平行的平面进行修整,从而可以快速地修整砂型型腔中两相互平行的平面,保障两平面的平行度复合技术要求,提高了工作效率。

砂型铸造工艺设计.ppt
第四章砂型铸造工艺教学目的1.了解砂型铸造工艺设计有关知识。2.掌握浇注位置、分型面选择;铸造工艺参数确定;型芯设计;浇冒系统等有关知识。3.学会绘制简单铸件的铸造工艺图。教学重点1.浇注位置、分型面选择。2.铸造工艺参数确定。教学难点:型芯及浇冒系统设计计划学时:1学时概述一、铸造工艺设计的概念根据零件图及其相关要求编制出一个铸件生产工艺过程的技术文件就是铸造工艺设计。这些技术文件必须结合工厂的具体条件是在总结先进经验的基础上以图
《砂型铸造工艺设计》.ppt
材料成形技术基础砂型铸造工艺设计第一节铸造工艺方案的确定整理课件整理课件整理课件一、浇注位置的选择二、分型面的选择整理课件4.为便于造型、下芯、合箱及检验铸件壁厚,应尽量使型腔及主要型芯位于下箱。三、型芯形状、数量及分块第二节、工艺参数的确定☆使用表4-3,应遵守以下几条规定:表4-4铸件的最小铸出孔直径2.起模斜度起模斜度在工艺图上的标注:用角度α或宽度a(mm)表示。☆用机械加工方法加工模具时,用角度标注;☆用手工加工模具时,用宽度标注。☆起模斜度的大小应根据模样的高度、表面粗糙度以及造型方法来确定,

砂型铸造工艺设计.ppt
第四章砂型铸造工艺教学目的1.了解砂型铸造工艺设计有关知识。2.掌握浇注位置、分型面选择;铸造工艺参数确定;型芯设计;浇冒系统等有关知识。3.学会绘制简单铸件的铸造工艺图。教学重点1.浇注位置、分型面选择。2.铸造工艺参数确定。教学难点:型芯及浇冒系统设计计划学时:1学时概述一、铸造工艺设计的概念根据零件图及其相关要求,编制出一个铸件生产工艺过程的技术文件就是铸造工艺设计。这些技术文件必须结合工厂的具体条件,是在总结先进经验的基础上,以图形、文字和表格的形式对铸件的生产工艺过程加以科学地规定。它是生产的直