
管壳式换热器的胀接工艺.pdf

17****27

1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
管壳式换热器的胀接工艺.pdf
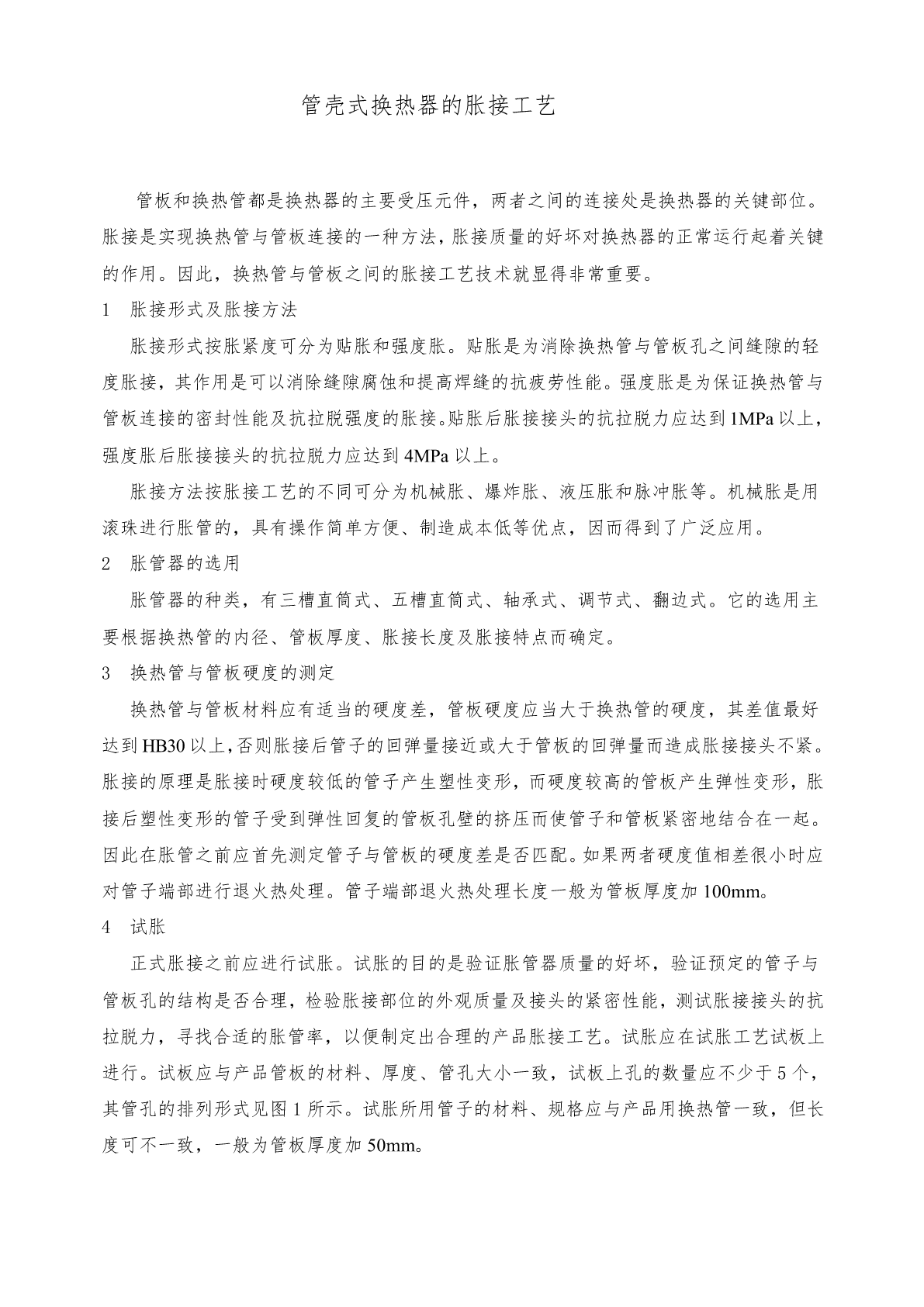
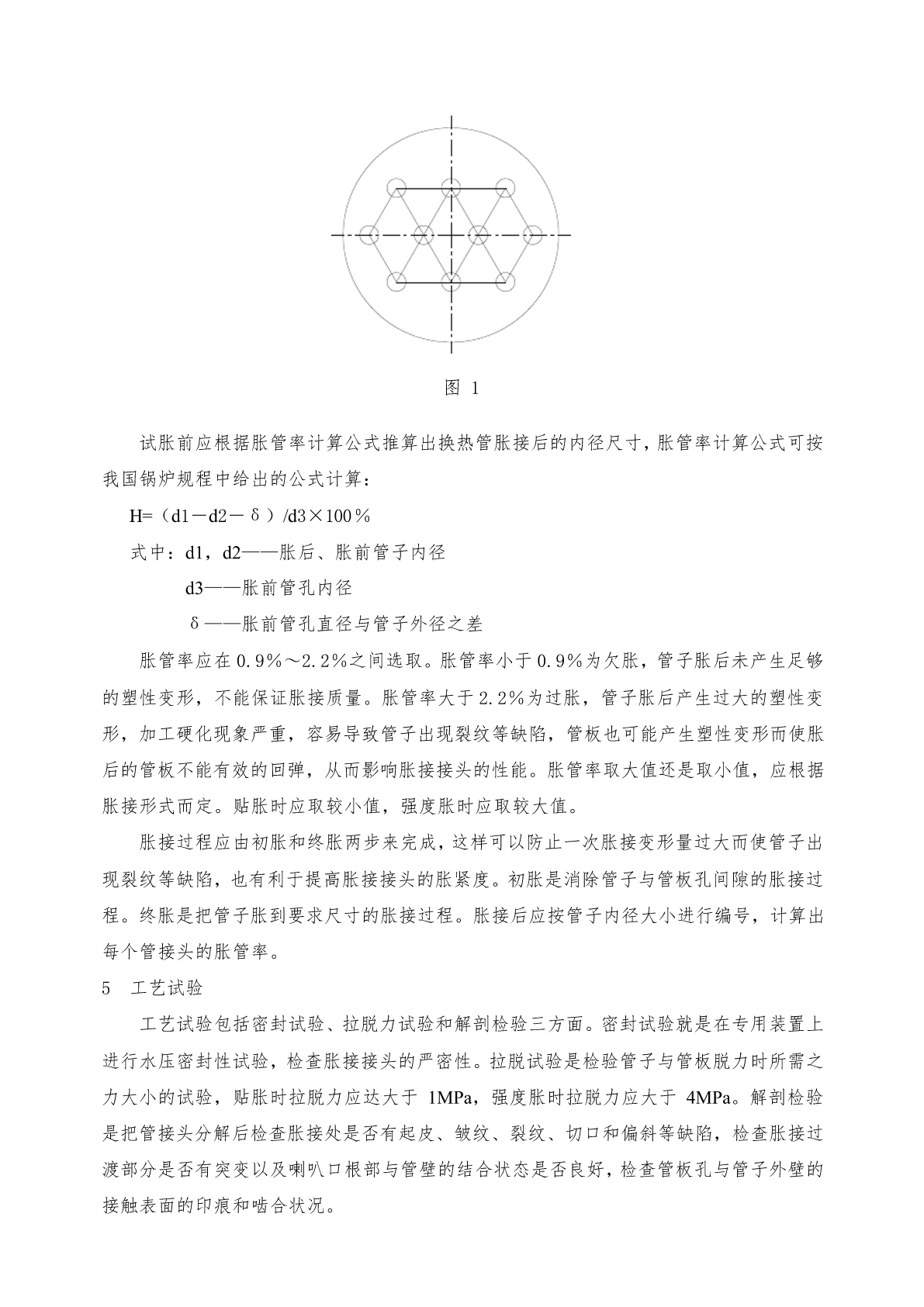
管壳式换热器的胀接工艺管板和换热管都是换热器的主要受压元件,两者之间的连接处是换热器的关键部位。胀接是实现换热管与管板连接的一种方法,胀接质量的好坏对换热器的正常运行起着关键的作用。因此,换热管与管板之间的胀接工艺技术就显得非常重要。1胀接形式及胀接方法胀接形式按胀紧度可分为贴胀和强度胀。贴胀是为消除换热管与管板孔之间缝隙的轻度胀接,其作用是可以消除缝隙腐蚀和提高焊缝的抗疲劳性能。强度胀是为保证换热管与管板连接的密封性能及抗拉脱强度的胀接。贴胀后胀接接头的抗拉脱力应达到1MPa以上,强度胀后胀接接头的抗拉

管壳式换热器中间管板胀接工艺技术.docx
管壳式换热器中间管板胀接工艺技术管壳式换热器中间管板胀接工艺技术管壳式换热器是一种常见的换热设备,其结构主要由壳体、管束和管板等组成。在管板与管束之间的胀接工艺中,中间管板胀接技术是其中一种重要的工艺。一、中间管板胀接的概念中间管板胀接是指将管板与管束组成一个结构时所采用的一种加工工艺。其本质是利用管板与管束的线膨胀系数不同,通过加热使管板发生热膨胀,从而将管束的管子与管板形成紧密的接触,以实现管束与管板之间的联接。二、中间管板胀接的工艺流程1.钻孔:根据设计要求,在管板上钻好管子孔,并对孔口进行倒角处理
换热器通用胀接工艺.pdf
胀管通用工艺规程文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.一、胀接说明1胀接胀接是换热管与管板的主要联接形式之一,它是利用胀管器伸入换热管管头内,挤压管子端部,使管端直径扩大产生塑性变形,同时保持管板处在弹性变形范围内。当取出胀管器后,管板孔弹性变形,管板对管子产生一定的挤紧压力,使管子与管板孔周边紧紧地贴合在一起,达到密封和固定连接的目的。由于管板与管子的胀接消除了弹性板与塑性管头之间的间隙,可有效地防止壳程介质的进入而造成的缝隙腐蚀。当使用温度高于300℃时,材料的蠕变会使挤压残余

管壳式换热器管端液压胀接实验研究及有限元数值分析.docx
管壳式换热器管端液压胀接实验研究及有限元数值分析摘要:管壳式换热器是目前广泛应用的一种热交换设备,其管端与管板的连接方式对于其工作效率和寿命具有重要的影响。本文通过实验和数值分析的方法研究管端液压胀接技术在管壳式换热器中的应用。采用有限元方法模拟了液压胀接过程中的变形和应力,得出了液压胀接技术在管端连接中的优越性,并对其在实际应用中的问题进行了探讨。关键词:管壳式换热器,液压胀接技术,有限元分析,应力变形分析第一章:引言管壳式换热器是一种热交换设备,广泛应用于化工、制药、食品等行业,用于传热、换热和冷却等

管壳式换热器工艺设计.pdf
万方数据f管壳式换热器工艺设计ri{;壮堂︾蓒岘lLL{12华陆工程科技有限责任公司西安换热器在化工生产装置中应用十分广泛是化工操作单元中的重要组成部分。随着工业装置的大型化和高效率化。换热器也趋于大型化。目前在大型化工生产装置中各种换热设备的数量占工艺设备数量的%以上。因此换热器设计对产品质量、能量利用率