
注塑工艺及参数设定4.ppt

kp****93


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑工艺及参数设定4.ppt
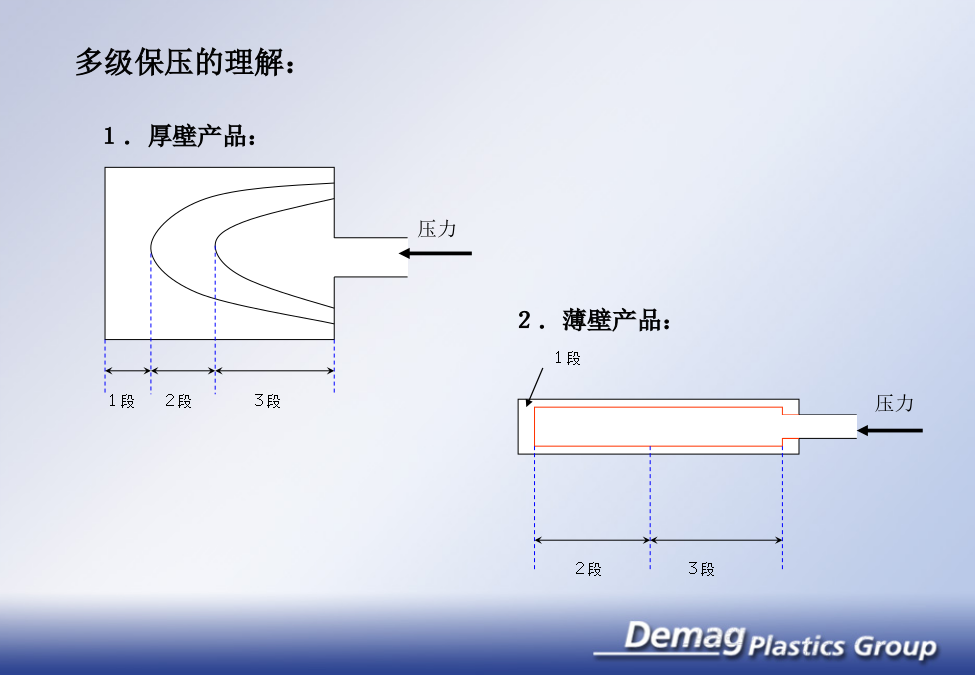
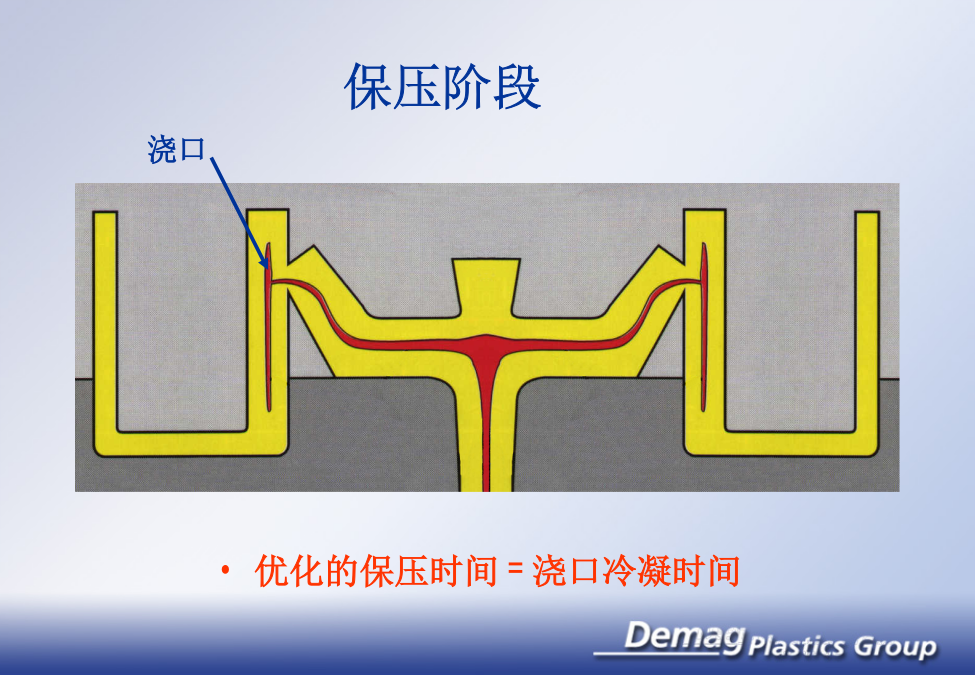
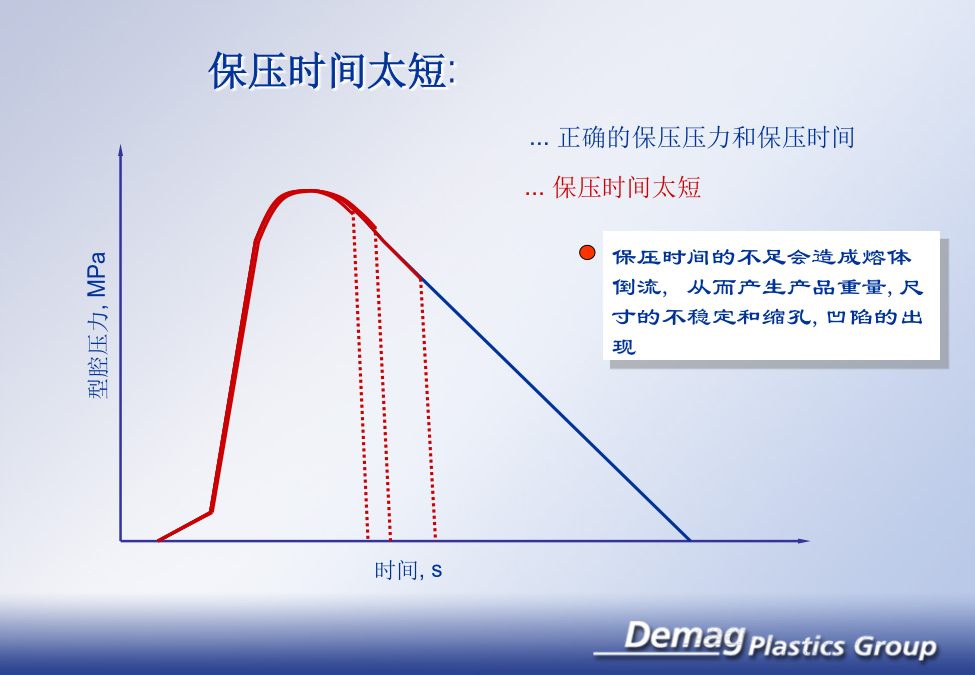
关于多级保压的解释:多级保压的理解:多级保压的应用0注塑工艺及参数设定保压时间保压阶段根据产品模重确定保压时间保压时间太短:锁模力优化0允许最大移动距离[mm]锁模力计算优化的锁模力投影面积的确定:模腔压力传感器直接模腔压力传感器冷却时间冷却时间对成型的影响:冷却时间的估算冷却时间的标准化设定:务实的冷却时间可由试验得出螺杆转速和背压使预塑时间略小于冷却时间螺杆转速设定:不同材料都有最大螺杆转速的限制:原则:推荐使用材料供应商提供的背压.倾向于小的螺杆背压目标:减小熔体塑化时的轴向差异,减少气体,塑使化均

注塑工艺中的注塑工艺参数设定与优化.pdf
注塑工艺中的参数设定与优化深圳市六西格玛管理咨询有限公司中国注塑工程师协会:www.zsgcs.cn我们的注塑工艺从这里开始顾客是上帝轰隆隆!轰隆隆!!生产指今生产时间SEYNO订单下达到工厂生产费用原料机器模具生产工艺深圳市六西格玛管理咨询有限公司中国注塑工程师协会:www.zsgcs.cnwww.szsixsigma.com注塑工艺参数设定的控制点1)塑胶原料?2)注塑模具?3)注塑机?4)成型工艺技术?深圳市六西格玛管理咨询有限公司中国注塑工程师协会:www.zsgcs.cnwww.szsixsig
注塑工艺及参数设定2.ppt
注塑工艺及参数设定螺杆的其他方面分离型螺杆工作原理极短的成型周期下材料塑化不均:螺杆+混炼段混料不均匀造成的色差:操作的两点注意<关于喷嘴>><螺杆拆装及对中性检测>熔体在型腔里的流动熔体流动层流动中的几种现象典型的例子:(2)剪切变稀(3)包风现象工艺参数制定理想的熔体温度和压力:工艺过程设置转压点切换方式如何寻找转压点:结晶性塑料和非结晶性塑料的标准型腔压力曲线:转压太迟注射压力实际所需注射压力注射压力和注射速度的关系P螺杆=p液压*A1/A2=p液压*D1²/D2²=100*90²/30²=900B
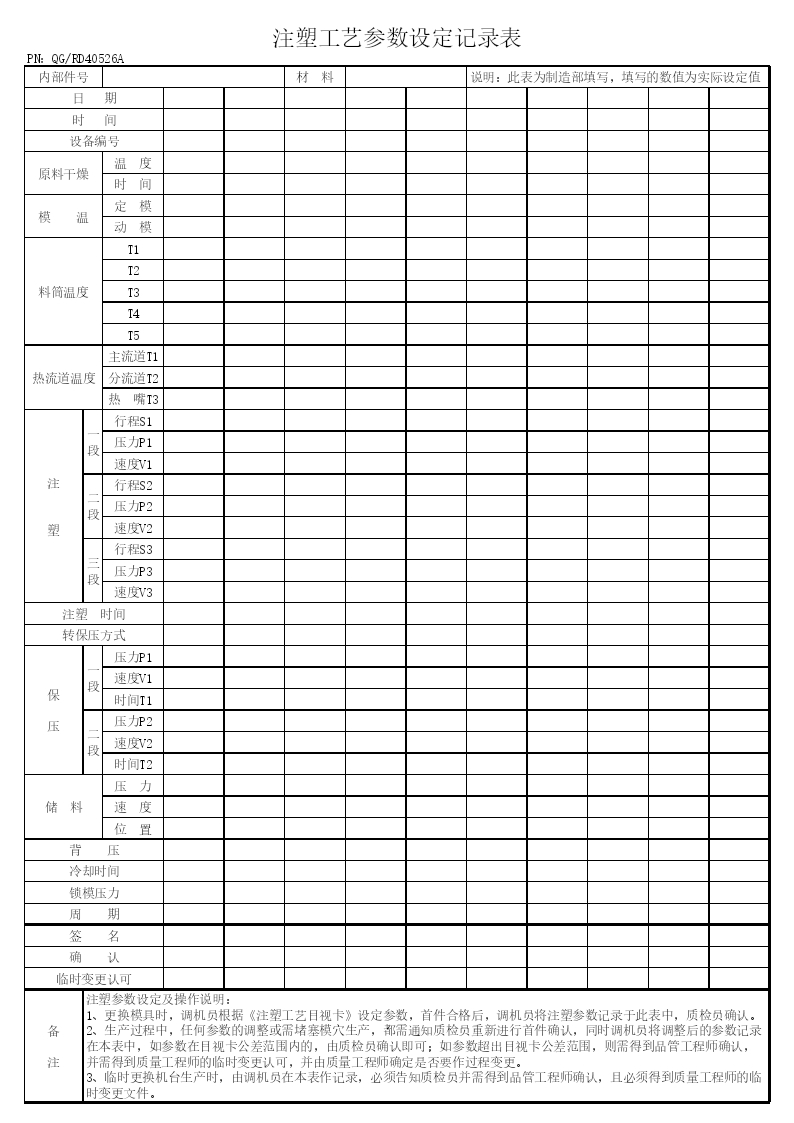
注塑工艺参数设定记录表.xls
注塑工艺参数设定记录表PN:QG/RD40526A内部件号材料说明:此表为制造部填写,填写的数值为实际设定值日期时间设备编号原料干燥温度时间模温定模动模料筒温度T1T2T3T4T5热流道温度主流道T1分流道T2热嘴T3注塑一段行程S1压力P1速度V1二段行程S2压力P2速度V2三段行程S3压力P3速度V3注塑时间转保压方式保压一段压力P1速度V1时间T1二段压力P2速度V2时间T2储料压力速度位置背压冷却时间锁模压力周期签名确认临时变更认可

注塑成型工艺介绍与参数设定.pdf
----刘友辉(TonyLiu)2009注塑成型工艺介绍与参数设定