
浅谈涂装车身油点控制方法.pdf

17****27


1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅谈涂装车身油点控制方法.pdf
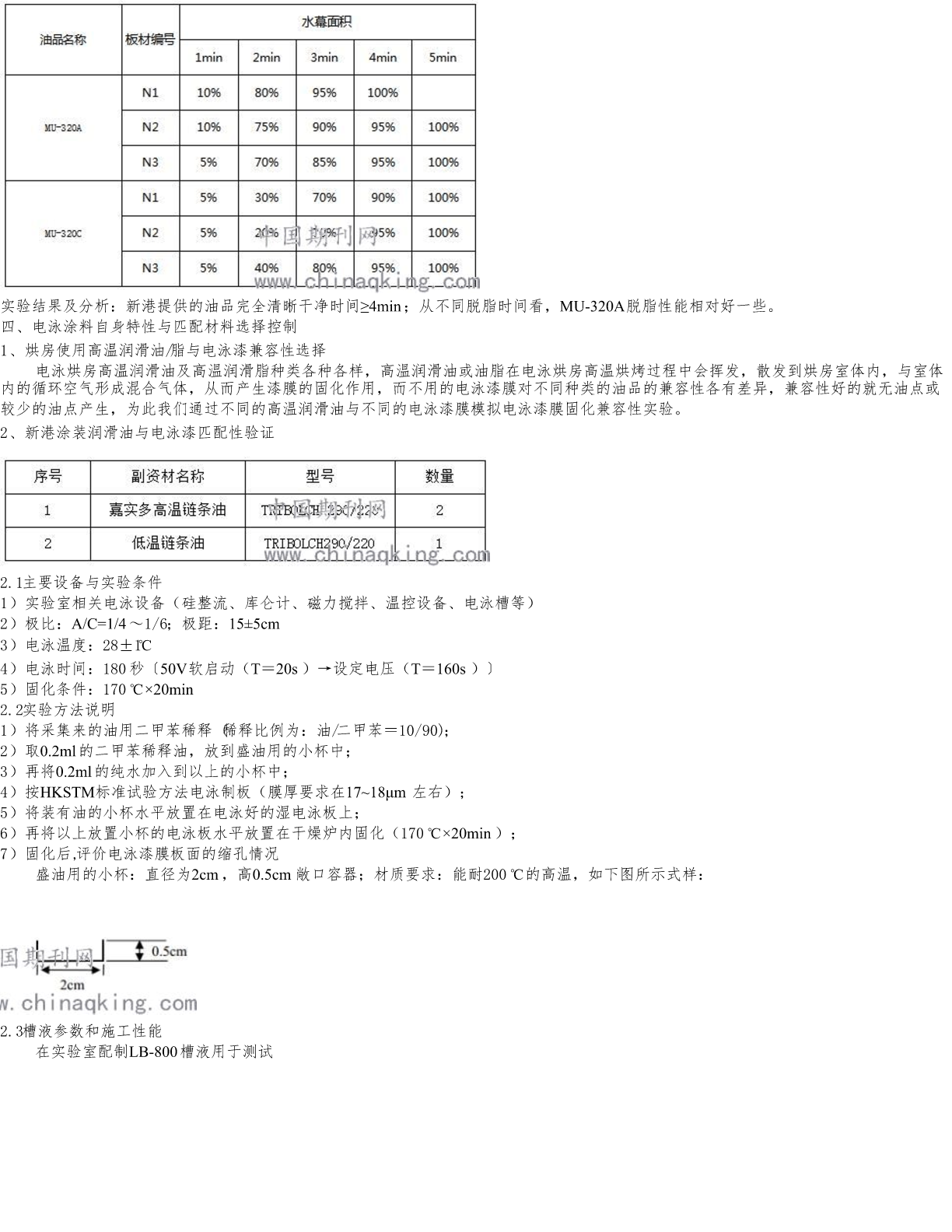
浅谈涂装车身油点控制方法发表时间:2019-08-26T13:56:49.917Z来源:《城镇建设》2019年11期作者:王雁飞张磊[导读]主要针对轻卡涂装电泳烘干工艺过程底漆缩孔问题进行深入分析,并且提出直接、有效的解决方案。安徽江淮汽车股份有限公司安徽合肥231200摘要:主要针对轻卡涂装电泳烘干工艺过程底漆缩孔问题进行深入分析,并且提出直接、有效的解决方案。关键词:涂装电泳油点一、引言新港涂装前处理涂装第一道工序,前处理车身质量直接影响着涂装产品质量、生产效率及制造成本,而前处理质量缺陷主要包括油点

车身油点的控制及修补方法.docx
车身油点的控制及修补方法车身油点的控制及修补方法车身油点是指在行驶过程中发生的油品泄漏或油箱液位燃烧不规律所造成的车身表面上难以清除的油污。这种油污不仅影响汽车的美观,还会加速车身金属的腐蚀速度。因此,了解车身油点的控制及修补方法是非常重要的。一、车身油点的控制方法1.车辆日常保养车辆在日常保养过程中,可以采取一些措施控制车身油点的产生。首先,要定期检查油箱以及油管的密封情况,发现油箱密封不良或者油管老化漏油及时更换,避免油品泄漏。其次,要注意车辆的正常行驶,并注意及时更换油品,保持引擎内部的清洁。这些措

浅谈涂装前处理除油方法及控制.docx
浅谈涂装前处理除油方法及控制涂装前处理是涂装过程中非常关键的一步,其目的是除去表面的污垢、油脂和旧涂层,以保证涂装膜与基材的良好结合。除油方法及控制对于涂装质量和涂装后的耐久性都有着重要影响。本文将从除油的目的、常用的除油方法、除油控制方面展开讨论。首先,除油的主要目的是消除基材表面的杂质和油脂,以保证涂装膜的附着力。在涂装前,杂质和油脂会影响到涂装膜与基材之间的黏附力,导致涂装膜易脱落或起泡。此外,油脂的存在也会减弱涂料的浸透性,影响到涂装膜的平整度和光泽度。因此,除油处理是确保涂层品质的重要步骤。常用

浅谈车身色差控制方法.docx
浅谈车身色差控制方法车身色差是指同一车身表面区域颜色不一致的现象,常见的表现形式为局部色差、整车色差。局部色差是指车身表面一部分颜色与另一部分颜色不一致,整车色差是指整车颜色偏离标准颜色,不符合设计要求。车身色差的产生原因有许多,如不同材料、不同涂装工艺等。色差不仅影响了车辆的外观质量,而且也会严重影响车辆各项性能指标,因此,必须采取有效的方法控制车身色差。一、车身色差控制方法1.涂装材料选择涂装材料对车身色差的控制至关重要。在涂料选择上,应该选择颜色稳定性好、均匀、持久的材料。涂装材料的适应性能也是关键

浅谈汽车涂装双色车身喷涂工艺.docx
浅谈汽车涂装双色车身喷涂工艺随着科技的不断发展,汽车的款式及种类也越来越多样化。为了满足消费者日益增长的需求,汽车制造商越来越注重汽车的外观设计,车身的涂装工艺也变得越来越重要。越来越多的汽车选择了双色车身喷涂工艺,让我们来浅谈一下这种技术的工艺流程和优缺点。一、双色车身喷涂的工艺流程1.准备工作:在进行双色车身喷涂之前需要进行各种准备工作,比如准确测量车身表面、进行清洗和抛光处理等,确保表面光洁,能够更好地吸附并保持颜色。2.定位:在喷涂前,需要对车身进行定位,确定双色线条的位置和宽度,同时对车身进行遮