
段修作业规范5 13型车钩缓冲装置检修3.pdf

17****27

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

段修作业规范5 13型车钩缓冲装置检修3.pdf
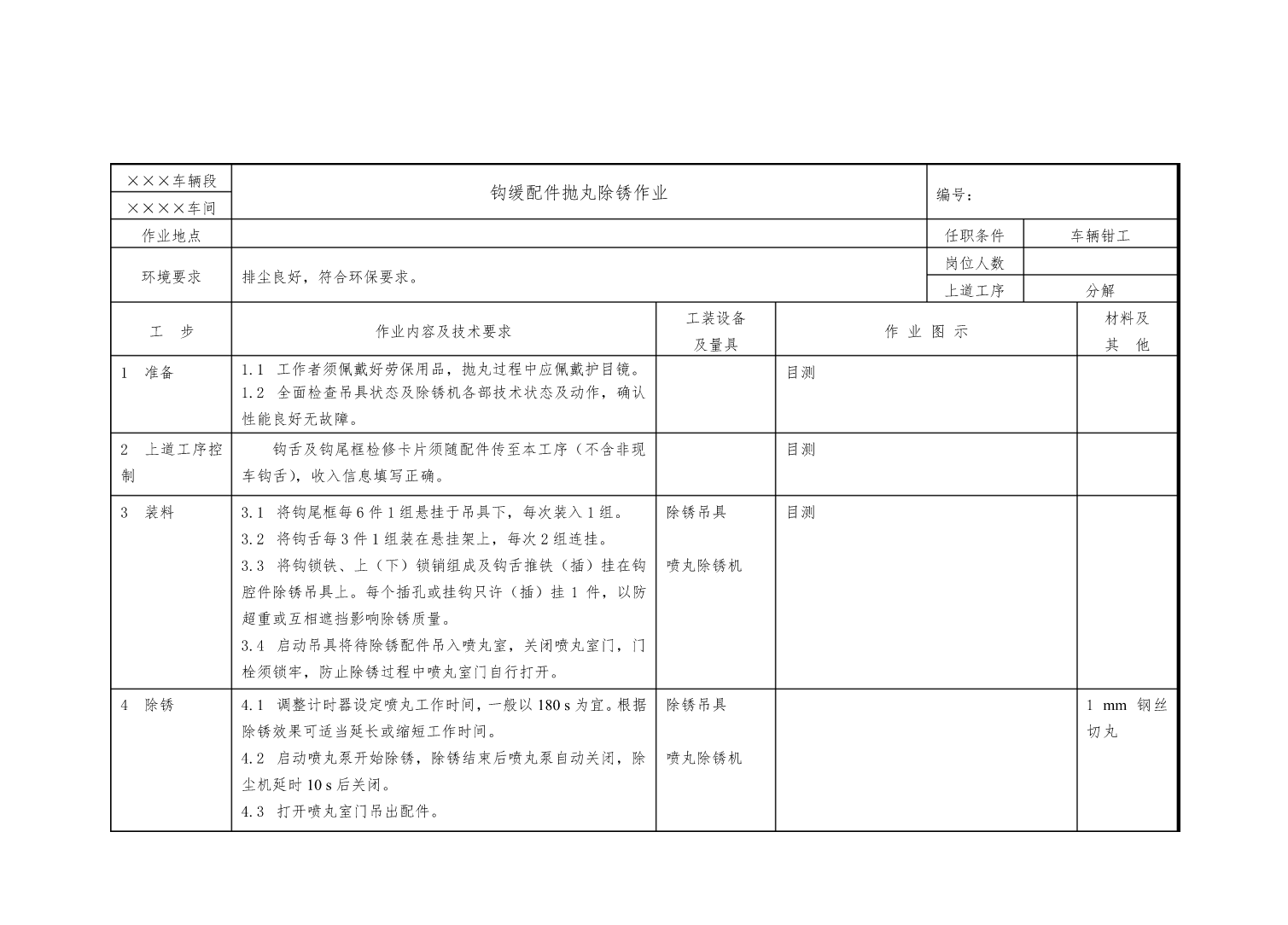
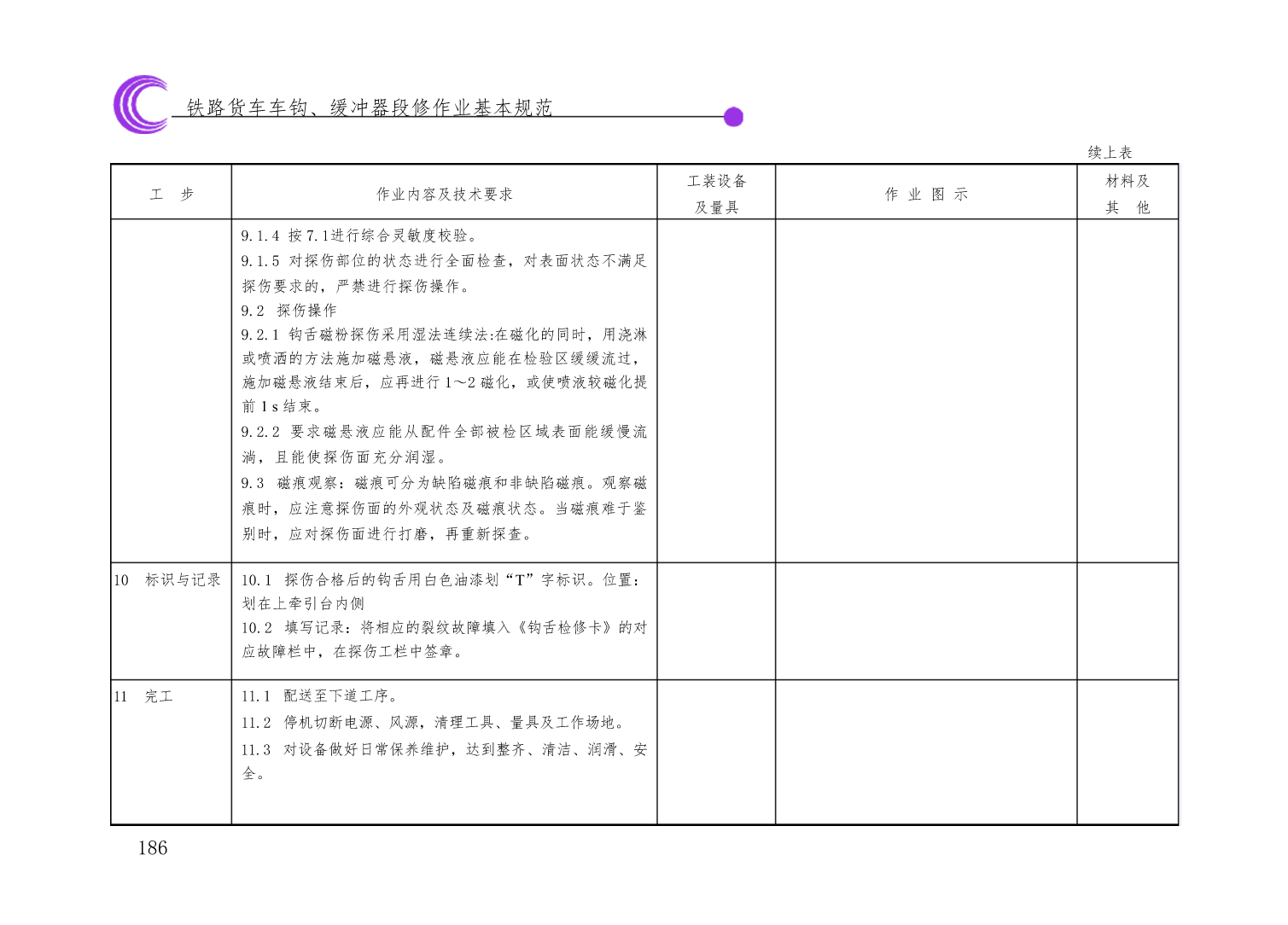
×××车辆段钩缓配件抛丸除锈作业编号:××××车间作业地点任职条件车辆钳工岗位人数环境要求排尘良好,符合环保要求。上道工序分解工装设备材料及工步作业内容及技术要求作业图示及量具其他1准备1.1工作者须佩戴好劳保用品,抛丸过程中应佩戴护目镜。目测1.2全面检查吊具状态及除锈机各部技术状态及动作,确认性能良好无故障。2上道工序控钩舌及钩尾框检修卡片须随配件传至本工序(不含非现目测制车钩舌),收入信息填写正确。3装料3.1将钩尾框每6件1组悬挂于吊具下,每次装入1组。除锈吊具目测3.2将钩舌每3件1组装在悬挂架
TB_T_2048-2016_机车车辆车钩缓冲装置计量器具13型车钩检修量具.pdf
学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com
大型养路机械车钩缓冲装置检修规则试行.doc
大型养路机械车钩缓冲装置检修规则(试行)1总则1.1车钩缓冲装置是大型养路机械A类主要部件,为保证其检修质量,特制定本规则。1.2本规则适用于D08-32型自动抄平起拨道捣固车、SRM80型全断面道碴清筛机、WD-320型动力稳定车和SPZ-200型双向道床配碴整形车所使用的13号、6G型车钩和MX-1、MT2/3型缓冲装置(以下简称车钩缓冲装置),其它大型养路机械的车钩缓冲装置可参照执行。1.3车钩缓冲装置的检修工作贯彻“预防为主,质量第一”的方针,实行日常维护和定期检修相结合的检修制度。1.4本规则未

大型养路机械车钩缓冲装置检修规则试行.docx
大型养路机械车钩缓冲装置检修规则(试行)1总则1.1车钩缓冲装置是大型养路机械A类主要部件,为保证其检修质量,特制定本规则。1.2本规则适用于D08-32型自动抄平起拨道捣固车、SRM80型全断面道碴清筛机、WD-320型动力稳定车和SPZ-200型双向道床配碴整形车所使用的13号、6G型车钩和MX-1、MT2/3型缓冲装置(以下简称车钩缓冲装置),其它大型养路机械的车钩缓冲装置可参照执行。1.3车钩缓冲装置的检修工作贯彻“预防为主,质量第一”的方针,实行日常维护和定期检修相结合的检修制度。1.4本规则未

大型养路机械车钩缓冲装置检修规则试行.doc
大型养路机械车钩缓冲装置检修规则(试行)1总则1.1车钩缓冲装置是大型养路机械A类主要部件,为保证其检修质量,特制定本规则。1.2本规则适用于D08-32型自动抄平起拨道捣固车、SRM80型全断面道碴清筛机、WD-320型动力稳定车和SPZ-200型双向道床配碴整形车所使用的13号、6G型车钩和MX-1、MT2/3型缓冲装置(以下简称车钩缓冲装置),其它大型养路机械的车钩缓冲装置可参照执行。1.3车钩缓冲装置的检修工作贯彻“预防为主,质量第一”的方针,实行日常维护和定期检修相结合的检修制度。1.4本规则未