
螺栓与涂装(油漆及镀锌).ppt

kp****93


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
螺栓与涂装(油漆及镀锌).ppt
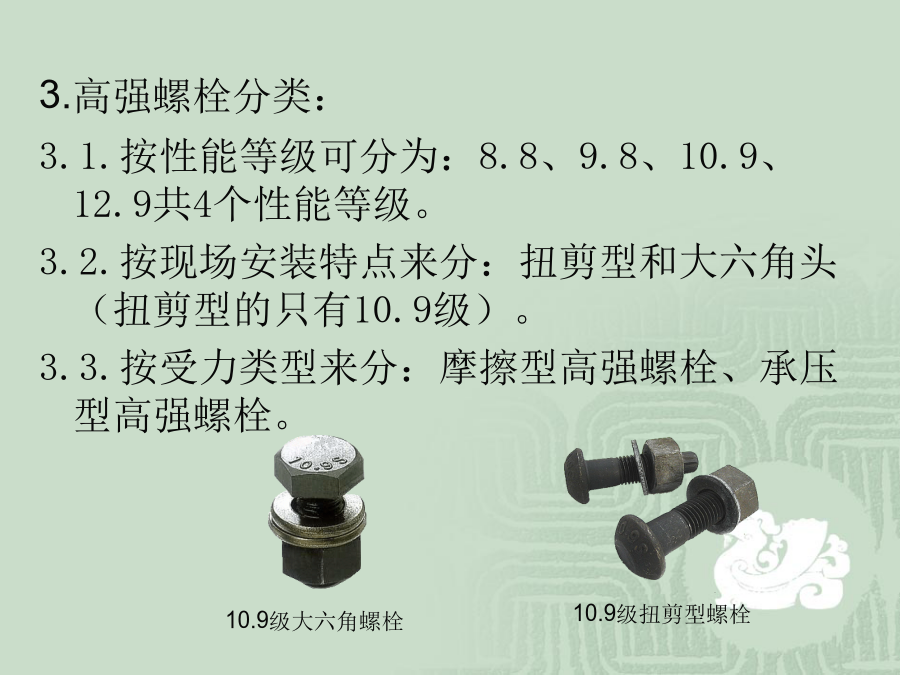
钢结构中螺栓与涂装目录一、螺栓的分类2、普通螺栓按加工精度可分为:2.3.高强度螺栓材质及构造3.高强螺栓分类:3.1.按性能等级可分为:8.8、9.8、10.9、12.9共4个性能等级。3.2.按现场安装特点来分:扭剪型和大六角头(扭剪型的只有10.9级)。3.3.按受力类型来分:摩擦型高强螺栓、承压型高强螺栓。4.使用范围:4.1.摩擦型:几乎适用于所有的连接。4.2.承压型:不得适用于以下各种构件的连接。直接承受动力荷载的构件连接。承受反复荷载的构件连接。冷弯薄壁型钢连接。5.高强度螺栓摩擦型连接和

热浸镀锌与油漆相结合的双重涂装系统施工技术.docx
热浸镀锌与油漆相结合的双重涂装系统施工技术热浸镀锌和油漆的双重涂装系统是一种常用的防腐蚀方法,它通过将热浸镀锌和油漆相结合,形成一层双重保护膜,以提高金属制品的耐腐蚀性能和使用寿命。本文将重点介绍热浸镀锌和油漆相结合的双重涂装系统的施工技术。1.引言随着工业化和城市化进程的加快,金属制品在各个领域的应用越来越广泛,但金属的腐蚀问题也越来越突出。因此,如何有效地防止金属制品腐蚀成为一个重要的问题。热浸镀锌和油漆相结合的双重涂装系统作为一种较为成熟的防腐蚀方法,在工程实践中被广泛应用。2.热浸镀锌工艺热浸镀锌

螺栓热镀锌工艺.pdf
本发明公开了一种螺栓热镀锌工艺,包括以下步骤:清洗,将螺栓置于含有水基清洗剂的水中通过超声波清洗;酸洗,采用复合酸对经过清洗后的螺栓进行酸洗;将经过酸洗的螺栓置于助镀剂当中进行浸泡;所述酸洗的步骤为:A:将螺栓置于浸入至混合酸内,然后将螺栓在混合酸内来回震动至螺栓表面残余氧化层和其他污染物附着;B:将酸洗合格的螺栓置于清水中冲洗,去除螺栓表面残留的复合酸液,螺栓从清水中捞出后停留至少20S本发明通过对螺栓表面进行酸洗,酸洗期间的通过让螺栓来回震动,该过程能有效提螺栓表面与所述复合酸相接触的过程中接触面积,

油漆涂装异常与对策.ppt
一、爆孔针孔一、爆孔针孔二、流挂二、流挂三、失光三、失光四、缩孔缩边四、缩孔缩边五、桔皮五、桔皮六、涂料颗粒/铝粉颗粒六、涂料颗粒/铝粉颗粒七、浮银七、浮银八、露底九、底漆干燥异常九、底漆干燥异常十、换色污染十、换色污染十一、混色

油漆涂装报验系统表格.doc
油漆涂装报验系统表格油漆涂装报验系统表格油漆涂装报验系统表格.金属构件(除锈)油漆涂装隐蔽工程检查验收记录表工程名称:呼伦贝尔驰宏矿业有限公司铅锌冶炼工程02标段-储煤仓及皮带廊报验时间:年月日QB/T序号制作构件质量验收批产品构件名称破碎站墙面檩条图号:检查项目质量规范要求施工单位实际检查结果金属构件涂装隐蔽联检自检专检施工单位监理单位总包(质检)单位1铁锈无铁锈无铁锈验收人员:验收人员:验收人员:2油污表面无油污表面无油污3水(露水)涂装环境适度相对湿度≤85%相对湿度≤85%4焊缝药渣清理干净已清理