
螺栓热镀锌工艺.pdf

醉香****mm


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺栓热镀锌工艺.pdf
本发明公开了一种螺栓热镀锌工艺,包括以下步骤:清洗,将螺栓置于含有水基清洗剂的水中通过超声波清洗;酸洗,采用复合酸对经过清洗后的螺栓进行酸洗;将经过酸洗的螺栓置于助镀剂当中进行浸泡;所述酸洗的步骤为:A:将螺栓置于浸入至混合酸内,然后将螺栓在混合酸内来回震动至螺栓表面残余氧化层和其他污染物附着;B:将酸洗合格的螺栓置于清水中冲洗,去除螺栓表面残留的复合酸液,螺栓从清水中捞出后停留至少20S本发明通过对螺栓表面进行酸洗,酸洗期间的通过让螺栓来回震动,该过程能有效提螺栓表面与所述复合酸相接触的过程中接触面积,

螺栓热镀锌后离心设备.pdf
本发明公开了一种螺栓热镀锌后离心设备,包括电机、与该电机的输出轴固连的离合器,所述离合器输出轴与螺栓承载框可分离式连接。本发明在电机和螺栓承载框之间增设离合器,可根据盖的开闭切换离合器的停启,即在盖关闭时离合器结合,电机的动力输出经离合器传递给螺栓承载框,在离心作用下去除螺栓表面残留的锌水;在盖打开时离合器分离,电机的动力输出传递不到螺栓承载框,螺栓承载框不旋转,可自壳体内拿出,从而离心设备的电机不需要启停切换,控制方便,螺栓表面光滑、无锌粒堆积,产品质量高,利于热镀锌螺栓的高效生产。

螺栓热镀锌后品检台.pdf
本发明公开了一种螺栓热镀锌后品检台,包括机架、分设于机架两端的主动辊和从动辊、以及卷绕于主、从动辊上的传送带,所述传送带为网状结构。本发明的传送带为网状结构,经冷却后的螺栓可以靠自身温度蒸发水分,无水分残留,品检后即可进行包装,提高生产效率。
连续热镀锌高温预热镀锌工艺.pdf
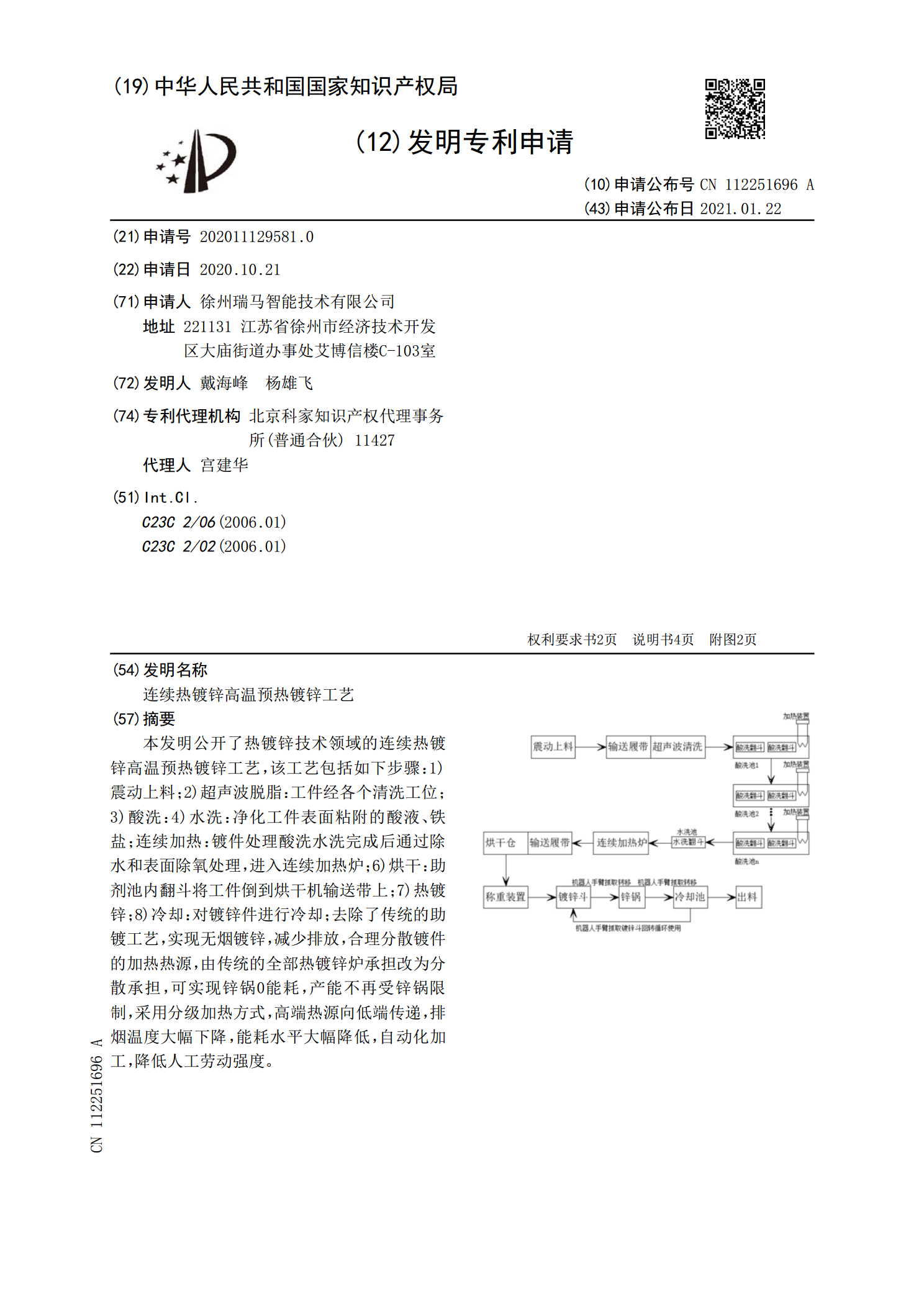
本发明公开了热镀锌技术领域的连续热镀锌高温预热镀锌工艺,该工艺包括如下步骤:1)震动上料;2)超声波脱脂:工件经各个清洗工位;3)酸洗:4)水洗:净化工件表面粘附的酸液、铁盐;连续加热:镀件处理酸洗水洗完成后通过除水和表面除氧处理,进入连续加热炉;6)烘干:助剂池内翻斗将工件倒到烘干机输送带上;7)热镀锌;8)冷却:对镀锌件进行冷却;去除了传统的助镀工艺,实现无烟镀锌,减少排放,合理分散镀件的加热热源,由传统的全部热镀锌炉承担改为分散承担,可实现锌锅0能耗,产能不再受锌锅限制,采用分级加热方式,高端热源向

热镀锌工艺要求.doc
热镀锌原理及工艺说明1引言热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。近年来随高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。2热镀锌层防护性能通常电镀锌层厚度5~15μm,而热镀锌层一般在35μm以上,甚至高达200μm。热镀锌覆盖能力好,镀层致密,无有机物夹杂。众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称白锈)受到破坏又会