
注射模具浇注系统设计.ppt

kp****93

1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共57页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注射模具浇注系统设计.ppt
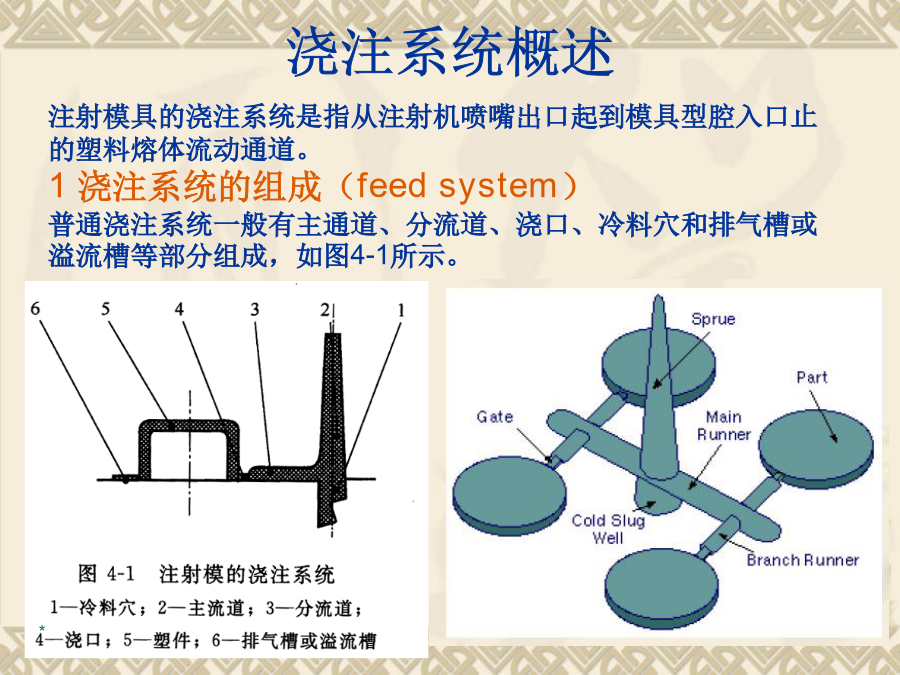
注射模具的浇注系统是指从注射机喷嘴出口起到模具型腔入口止的塑料熔体流动通道。1浇注系统的组成(feedsystem)普通浇注系统一般有主通道、分流道、浇口、冷料穴和排气槽或溢流槽等部分组成,如图4-1所示。(1)主流道(sprue)是连接注射机喷嘴与模具分流道之间的一段圆锥形通道,其作用是将塑料熔体从注射机喷嘴引入模具。(引料入模)(2)分流道(runner)是主流道与浇口之间的料流通道。在多型腔或单型腔多浇口模具中,分流道是将来自主流道的熔体均匀的分配至各型腔或同一型腔的各部位,并对熔体进行分流和转向。

注射模具浇注系统设计专家讲座.pptx
注射模具浇注系统是指从注射机喷嘴出口起到模具型腔入口止塑料熔体流动通道。1浇注系统组成(feedsystem)普通浇注系统普通有主通道、分流道、浇口、冷料穴和排气槽或溢流槽等部分组成,如图4-1所表示。(1)主流道(sprue)是连接注射机喷嘴与模具分流道之间一段圆锥形通道,其作用是将塑料熔体从注射机喷嘴引入模具。(引料入模)(2)分流道(runner)是主流道与浇口之间料流通道。在多型腔或单型腔多浇口模具中,分流道是未来自主流道熔体均匀分配至各型腔或同一型腔各部位,并对熔体进行分流和转向。按模具类型不一

塑料注射模具的浇注系统设计[1].doc
塑料注射模具的浇注系统设计浇注系统设计原则主流道和冷料穴的设计由于主流道要与高温塑料熔体及注射机喷嘴反复接触,所以在注射模中主流道部分常设计成可拆卸更换的主流道衬套。在卧式或立式注射机上使用的注射模中,主流道垂直于模具分型面。为了使塑料凝料能从主流道中顺利拔出,需将主流道设计成圆锥形,具有2°~6°的锥角,内壁有Ra0.8μm以下的表面粗糙度,小端直径常为4~8mm,注意小端直径应大于喷嘴直径约1mm,否则主流道中的凝料无法拔出。在直角式注射机上使用的模具中,因主流道开设在分型面上,故不需要沿道轴线方向拔
第4章 注射模具浇注系统设计.ppt
第4章浇注系统设计注射模具的浇注系统是指从注射机喷嘴出口起到模具型腔入口止的塑料熔体流动通道。1浇注系统的组成(feedsystem)普通浇注系统一般有主通道、分流道、浇口、冷料穴和排气槽或溢流槽等部分组成,如图4-1所示。(1)主流道(sprue)是连接注射机喷嘴与模具分流道之间的一段圆锥形通道,其作用是将塑料熔体从注射机喷嘴引入模具。(引料入模)(2)分流道(runner)是主流道与浇口之间的料流通道。在多型腔或单型腔多浇口模具中,分流道是将来自主流道的熔体均匀的分配至各型腔或同一型腔的各部位,并对熔

基于CAE技术注射模具浇注系统的设计.docx
基于CAE技术注射模具浇注系统的设计随着现代工况的不断推进,注射模具浇注系统的设计成为了一项越来越重要的工作。CAE技术,即计算机辅助工程技术作为一种流行的数字化技术,拥有着自身独特的优秀特性,运用CAE技术进行注射模具浇注系统的设计可以提高模具的加工效率,减少生产成本和缩短模具设计周期,从而提高企业的竞争力。本文通过对CAE技术的简述,注射模具浇注系统的分析及其通过CAE技术设计的优势进行讨论和分析。一、CAE技术简介CAE技术是计算机辅助工程技术的缩写,它是一种基于计算机和数值模拟的技术。它可以模拟复