
滑块设计(模具设计材料).ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
滑块设计(模具设计材料).ppt
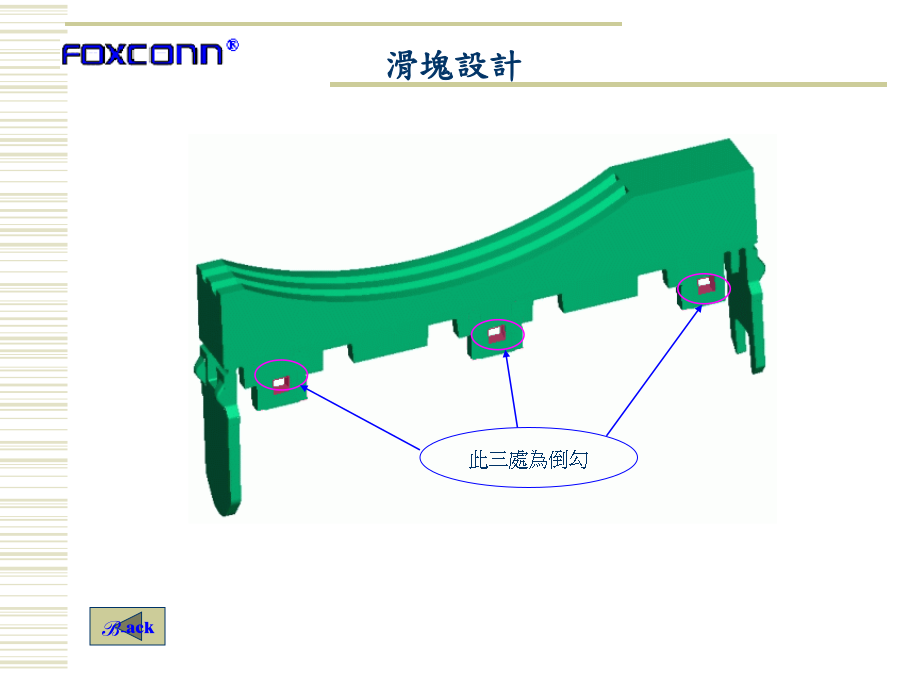
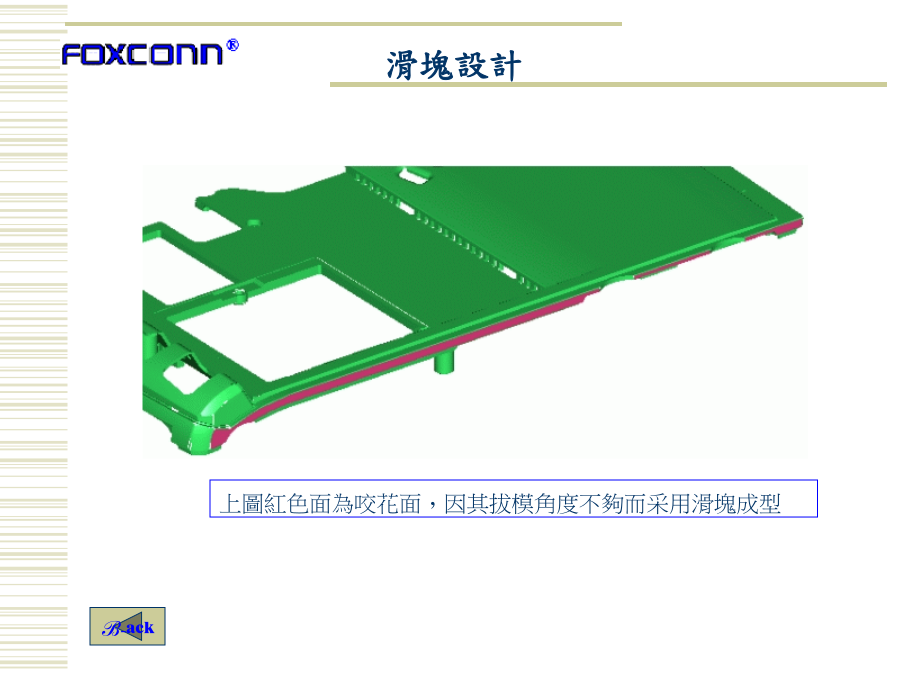
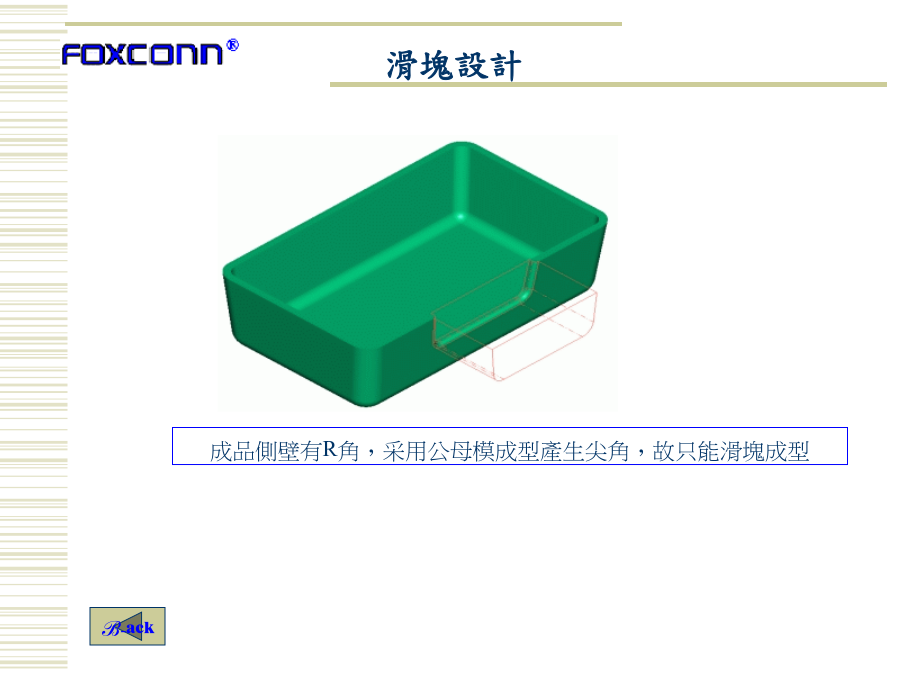
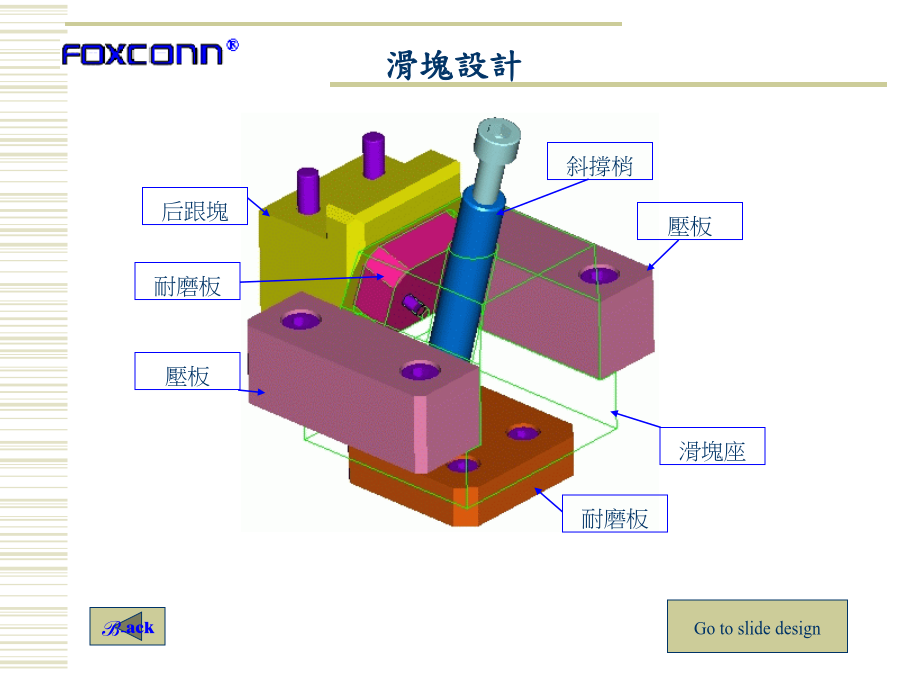
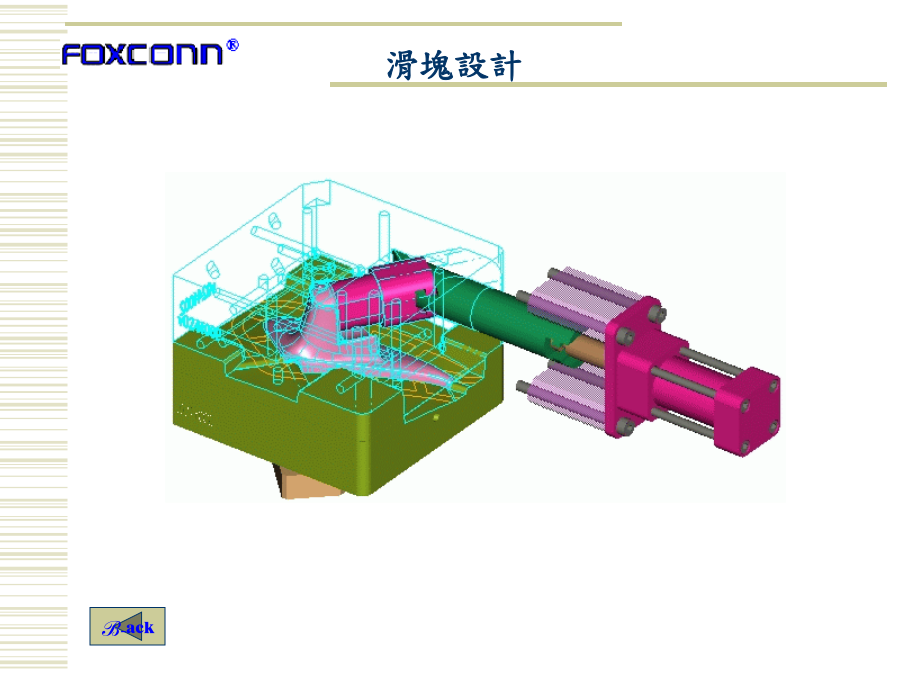
一、塊設計原理滑塊是倒勾處理的一種方式,一般是借助注射機開模力與合模力計進行側向分型、抽芯及復位動作的機構,這種機構經濟性好,動作可靠,實用性強。常用有斜撐梢及撥桿抽芯。1.使用時機:a.成品有倒勾b.成品有咬花但脫模角度不夠c.特殊情況2.種類:a.公模側滑塊b.母模側滑塊c.內滑塊d.爆炸式滑塊3.動力來源:a.公母模開關模時的動力b.外掛式動力來源(油/氣壓缸)此三處為倒勾上圖紅色面為咬花面﹐因其拔模角度不夠而采用滑塊成型成品側壁有R角﹐采用公母模成型產生尖角﹐故只能滑塊成型后跟塊壓板B-ackB-

圆弧滑块注塑模具设计论文.docx
圆弧滑块注塑模具设计论文1塑件结构分析某汽车零件扇齿材料为玻璃纤维增强聚酰胺66平均收缩率为0.5%。该零件同时具有扇形斜齿轮和直齿轮为了减少产品变形内部设计了加强筋此外产品在3个方向有内凹结构。斜齿轮的成型与推出以及侧抽芯机构是该模具设计的难点。2模具设计要点2.1模块总体结构该模具为假三板模结构需要3次分型其中动模板和定模板之间的C-C分型面为主分型面它的作用是取出产品和浇注系统凝料。动模座板和动模板之间为A-A分型面它是为动模滑块
圆弧滑块注塑模具设计论文.docx
圆弧滑块注塑模具设计论文1塑件结构分析某汽车零件扇齿材料为玻璃纤维增强聚酰胺66平均收缩率为0.5%。该零件同时具有扇形斜齿轮和直齿轮为了减少产品变形内部设计了加强筋此外产品在3个方向有内凹结构。斜齿轮的成型与推出以及侧抽芯机构是该模具设计的难点。2模具设计要点2.1模块总体结构该模具为假三板模结构需要3次分型其中动模板和定模板之间的C-C分型面为主分型面它的作用是取出产品和浇注系统凝料。动模座板和动模板之间为A-A分型面它是为动模滑块

模具设计中各种滑块设计注意事项-03.docx
2‧母模爆炸式滑块(1).爆炸式滑块适用场合一般成型在母模侧且对滑块成型面积较大尤其是滑块在母模侧很深的情况下使用。(下图为爆炸式滑块典型实例:)斜面此面为倒勾面此角落有倒勾(2).炸式滑块简图如下:开模状态(3).行程计算:如下图中S=L*sinβ(β为T槽角度;L为沿T槽方向行程;S为滑块水平运动距离)H=L*cosβ(H为滑块纯垂直运动距离)(4).爆炸式滑块设计要求及注意事项:如右图中所示:a.底部耐磨板要做斜面减少滑块与斜面公模板间磨损一般取1.5˚~3˚装配位置须在滑块重心3/4

模具设计中各种滑块设计注意事项样本.doc
2‧母模爆炸式滑块(1).爆炸式滑块合用场合普通成型在母模侧且对滑块成型面积较大,特别是滑块在母模侧很深状况下使用。(下图为爆炸式滑块典型实例:)斜面此面为倒勾面此角落有倒勾(2).炸式滑块简图如下:开模状态(3).行程计算:如下图中S=L*sinβ(β为T槽角度;L为沿T槽方向行程;S为滑块水平运动距离)H=L*cosβ(H为滑块纯垂直运动距离)(4).爆炸式滑块设计规定及注意事项:如右图中所示:a.底部耐磨板要做斜面,减少滑块与斜面公模板间磨损,普通取1.5˚~3˚,装配位置须在滑块重心3/4处。b.