
螺旋桨螺距的测量方法.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

螺旋桨螺距的测量方法.doc
螺旋桨螺距的测量方法龙叶新造螺旋桨由于铸造误差,其毛坯件的螺距往往与图纸要求有一定误差,因此必须进行螺距测量以检验其是否合格。误差不大的可经加工后消除,误差较大经加工后虽可消除,但却叶片厚度减薄。为防止厚度较薄这一不良后果,对某些用铸铜、钢板制造的螺旋桨可以先进行校正,误差太大而有无法校正的则应重铸。螺距测量的原理是:“沿着叶片压力面半径R处的螺旋线上取一线段PQ,其相应的角度为a,测出P、Q口两点在螺旋桨轴线方向h的高度h,通过换算即可求得该位置上的螺距。”测量螺距的方法很多,有用螺距测最仪侧量螺距、螺

螺旋桨螺距测量.ppt
第五章船舶修理第一节船舶修理的种类与要求一、修船的类别船舶修理分为船舶预防检修和船舶厂修两大类别。船舶预防检修是主要依靠船员自修解决船舶设备技术缺陷的一种修船方式。船舶厂修类别:中国船舶工业公司规定,舰船的定期计划修理分为坞修、小修、中修和大修四类.交通部有关修船规定则分为航修、小修、检修三种。1.航修船舶在营运期中,发生局部过度磨损或一般性事故,影响航行而船员难以自修,必须由船厂或航修站协助修复的工程项目。航修可以不编计划,临时列出修复项目的工程单即可。2.小修小修是按主机运转小时计算,且结合年度检验的
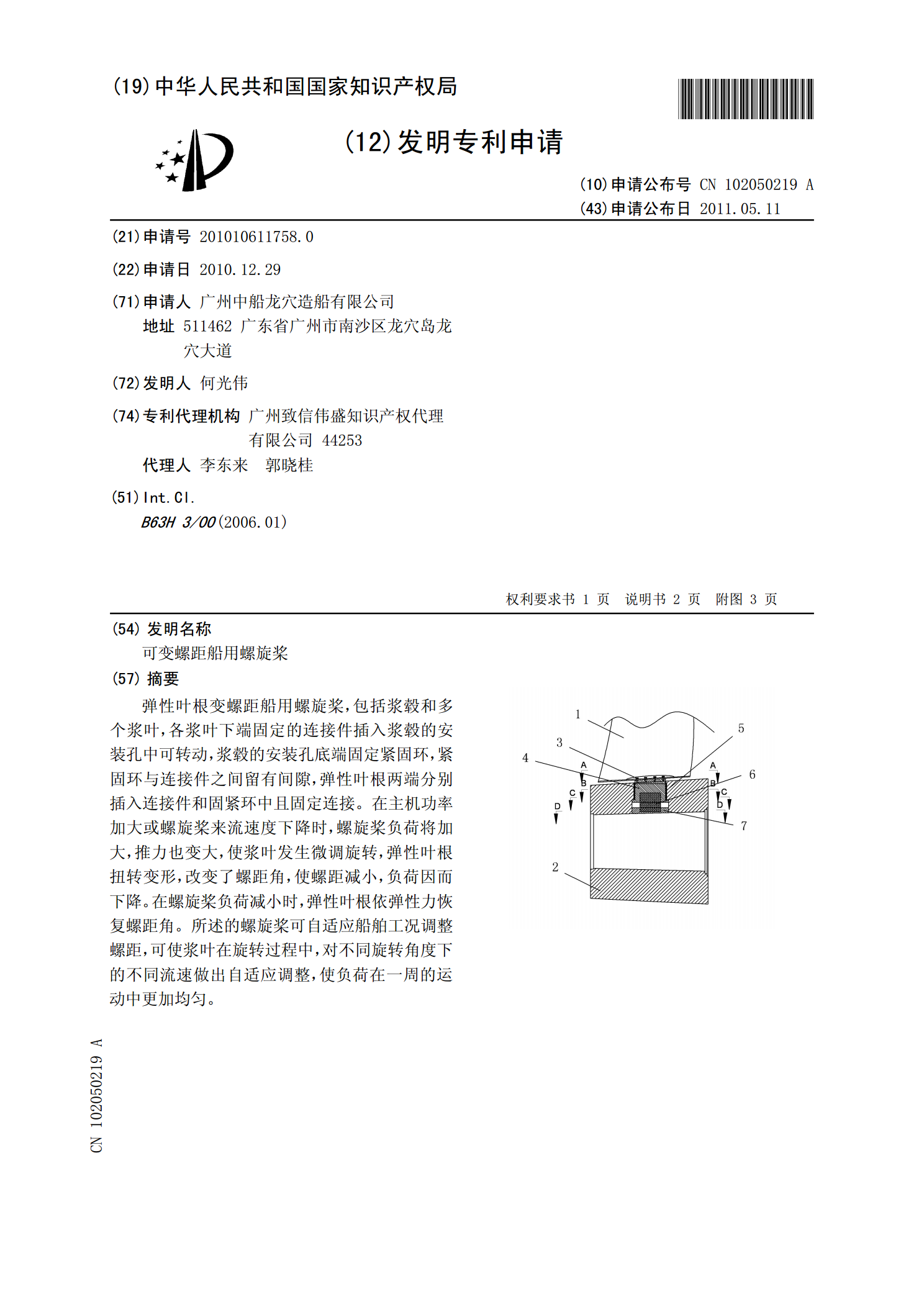
可变螺距船用螺旋桨.pdf
弹性叶根变螺距船用螺旋桨,包括浆毂和多个浆叶,各浆叶下端固定的连接件插入浆毂的安装孔中可转动,浆毂的安装孔底端固定紧固环,紧固环与连接件之间留有间隙,弹性叶根两端分别插入连接件和固紧环中且固定连接。在主机功率加大或螺旋桨来流速度下降时,螺旋桨负荷将加大,推力也变大,使浆叶发生微调旋转,弹性叶根扭转变形,改变了螺距角,使螺距减小,负荷因而下降。在螺旋桨负荷减小时,弹性叶根依弹性力恢复螺距角。所述的螺旋桨可自适应船舶工况调整螺距,可使浆叶在旋转过程中,对不同旋转角度下的不同流速做出自适应调整,使负荷在一周的运

一种可调螺距螺旋桨实验装置.pdf
本发明公开一种用于实验教学的船舶推进装置中的可调螺距螺旋桨实验装置,主传动机构的主传动轴为空心轴,前端连接桨毂,其后端固套第二直齿轮,第二直齿轮同时啮合连接负载电机的第一直齿轮和连接驱动电机的第三直齿轮,桨毂和桨榖端盖的内部设置螺距调节机构,在主传动轴内部的螺距调节机构的步进电机同轴连接第一传动轴,第一传动轴上固定设置第一伞齿轮,第一伞齿轮同时啮合于第一传动轴的圆周方向上呈120°布置的三个第二伞齿轮,每个第二伞齿轮均固套一个第二传动轴下端,每个第二传动轴均垂直第一传动轴,每个第二传动轴上端均连接一只桨叶
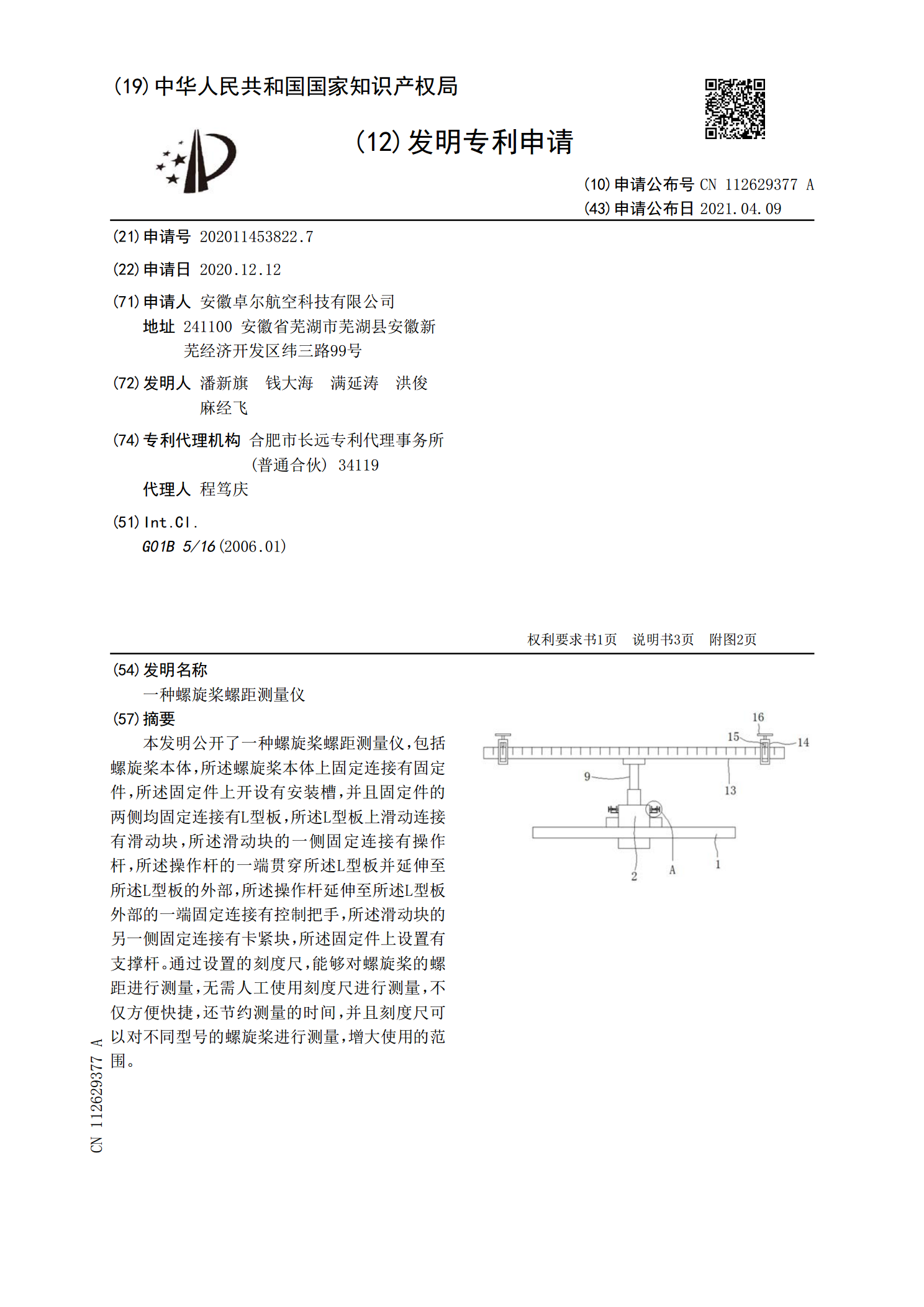
一种螺旋桨螺距测量仪.pdf
本发明公开了一种螺旋桨螺距测量仪,包括螺旋桨本体,所述螺旋桨本体上固定连接有固定件,所述固定件上开设有安装槽,并且固定件的两侧均固定连接有L型板,所述L型板上滑动连接有滑动块,所述滑动块的一侧固定连接有操作杆,所述操作杆的一端贯穿所述L型板并延伸至所述L型板的外部,所述操作杆延伸至所述L型板外部的一端固定连接有控制把手,所述滑动块的另一侧固定连接有卡紧块,所述固定件上设置有支撑杆。通过设置的刻度尺,能够对螺旋桨的螺距进行测量,无需人工使用刻度尺进行测量,不仅方便快捷,还节约测量的时间,并且刻度尺可以对不同