
钢丝绳芯输送带硫化流程.pdf

17****27

1/9
2/9

3/9

4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢丝绳芯输送带硫化流程.pdf
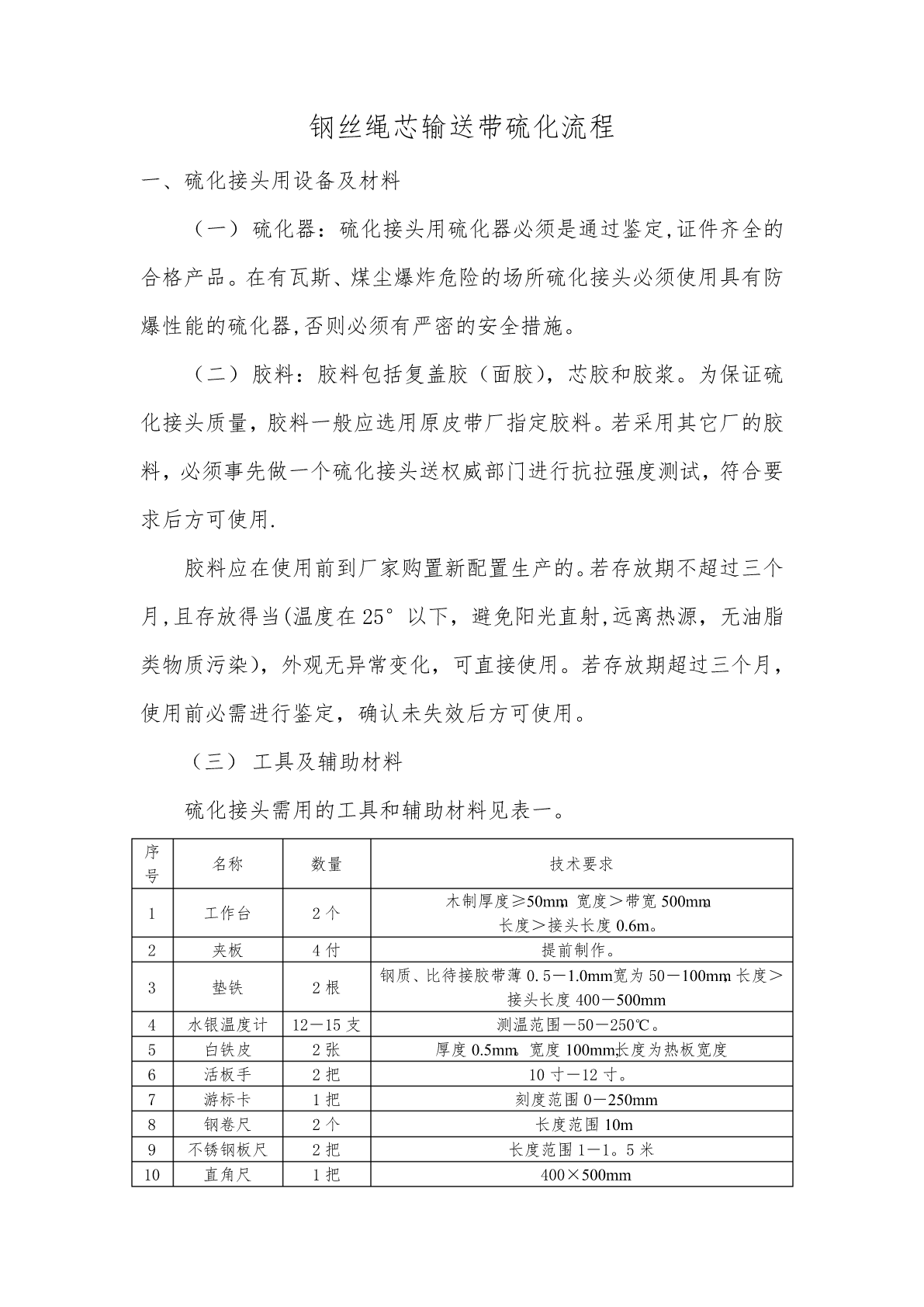
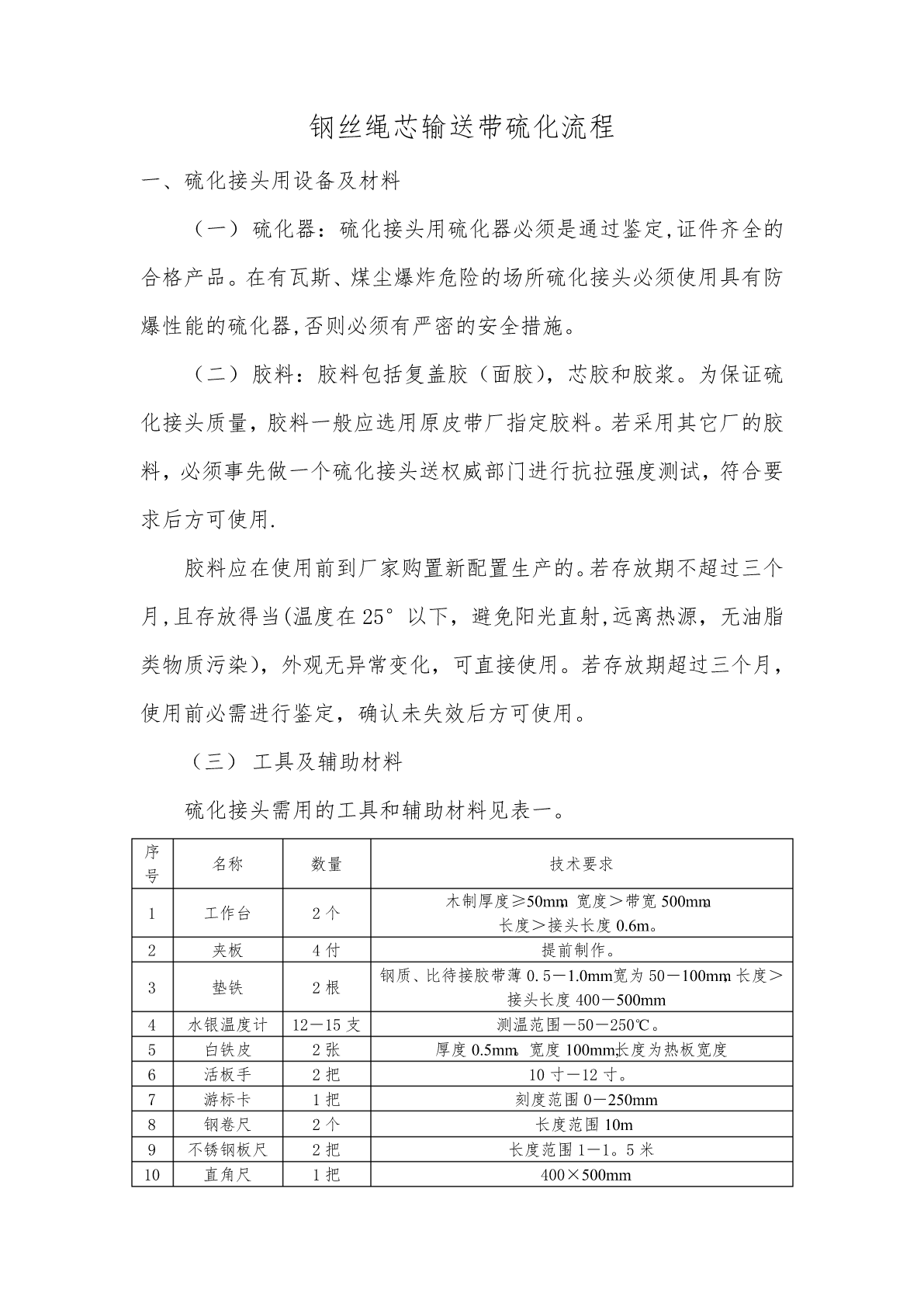
钢丝绳芯输送带硫化流程一、硫化接头用设备及材料(一)硫化器:硫化接头用硫化器必须是通过鉴定,证件齐全的合格产品。在有瓦斯、煤尘爆炸危险的场所硫化接头必须使用具有防爆性能的硫化器,否则必须有严密的安全措施。(二)胶料:胶料包括复盖胶(面胶),芯胶和胶浆。为保证硫化接头质量,胶料一般应选用原皮带厂指定胶料。若采用其它厂的胶料,必须事先做一个硫化接头送权威部门进行抗拉强度测试,符合要求后方可使用.胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无

钢丝绳芯输送带硫化流程.docx
钢丝绳芯输送带硫化流程一、硫化接头用设备及材料硫化器:硫化接头用硫化器必须是通过鉴定,证件齐全的合格产品。在有瓦斯、煤尘爆炸危险的场所硫化接头必须使用具有防爆性能的硫化器,否则必须有严密的安全措施。胶料:胶料包括复盖胶(面胶),芯胶和胶浆。为保证硫化接头质量,胶料一般应选用原皮带厂指定胶料。若采用其它厂的胶料,必须事先做一个硫化接头送权威部门进行抗拉强度测试,符合要求后方可使用。胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无油脂类物质污

钢丝绳芯输送带硫化流程分析.docx
钢丝绳芯输送带硫化流程一、硫化接头用设备及材料硫化器:硫化接头用硫化器必须是通过鉴定,证件齐全的合格产品。在有瓦斯、煤尘爆炸危险的场所硫化接头必须使用具有防爆性能的硫化器,否则必须有严密的安全措施。胶料:胶料包括复盖胶(面胶),芯胶和胶浆。为保证硫化接头质量,胶料一般应选用原皮带厂指定胶料。若采用其它厂的胶料,必须事先做一个硫化接头送权威部门进行抗拉强度测试,符合要求后方可使用。胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无油脂类物质污

钢丝绳芯输送带硫化接头.doc
山东康迪泰克工程橡胶有限公司钢丝绳输送带接头硫化操作规程前言钢丝绳输送带就是一种现代化运输工具,具有连续化与高效化得显著优点.所以输送带为现代物流系统广泛采用,大量用于钢铁、煤炭、建材、化工、机械、港口、矿山、货场等。输送带得接头就是胶带使用过程中一个十分重要得环节,它决定着胶带能否正常运转,关系到用户得经济效益与生命财产安全。我公司为了更好得服务于广大客户,根据钢丝绳输送带胶接得实际情况,并借鉴了德国DIN22131标准及Goodyearde标准,特制定了钢丝绳输送带现场胶接规程与胶接技术。ﻩ钢丝绳接头

钢丝绳芯输送带硫化接头标准.docx
关于印发《平煤股份公司钢丝绳芯输送带硫化接头标准(试行)》的通知各原煤生产单位,机关有关部门:为规范公司钢丝绳芯输送带硫化接头工艺流程,提高硫化接头质量,防止断带事故发生,公司组织制定了《平煤股份公司钢丝绳芯输送带硫化接头标准(试行)》,现印发给你们,望遵照执行。执行中若发现问题,请及时向公司汇报。二00九年五月二十六日平煤股份公司钢丝绳芯输送带硫化接头标准﹝试行﹞一、为规范公司钢丝绳芯输送带(以下简称高强皮带)硫化接头工艺,提高硫化接头质量,减少断带事故发生,特制定本标准。二、硫化接头用设备及材料硫化器