
V法铸造概述.pdf

17****27

1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

V法铸造概述.docx
V法铸造简介工艺特点:真空密封造型(V法造型)与传统砂型铸造方法有很大的不同,是一种物理造型法,它将真空技术与砂型铸造结合,用不加水份和粘结剂的原砂造型,靠塑料薄膜将砂型的型腔面和背面密封起来,借助真空泵抽气产生负压,造成砂型内、外压差使型砂紧固成型,经下芯、合箱、浇注,待铸件凝固,解除负压或停止抽气,型砂便随之溃散而获得铸件。V法造型的工艺过程如下所示:1.制造带有抽气箱和抽气孔模板。2.将烘烤呈塑性状态的塑料薄膜覆盖在型板上、真空泵抽气使薄膜密贴在型板上成型。如图:3.将带有过滤抽气管的砂箱放在已覆好
V法铸造概述.pdf
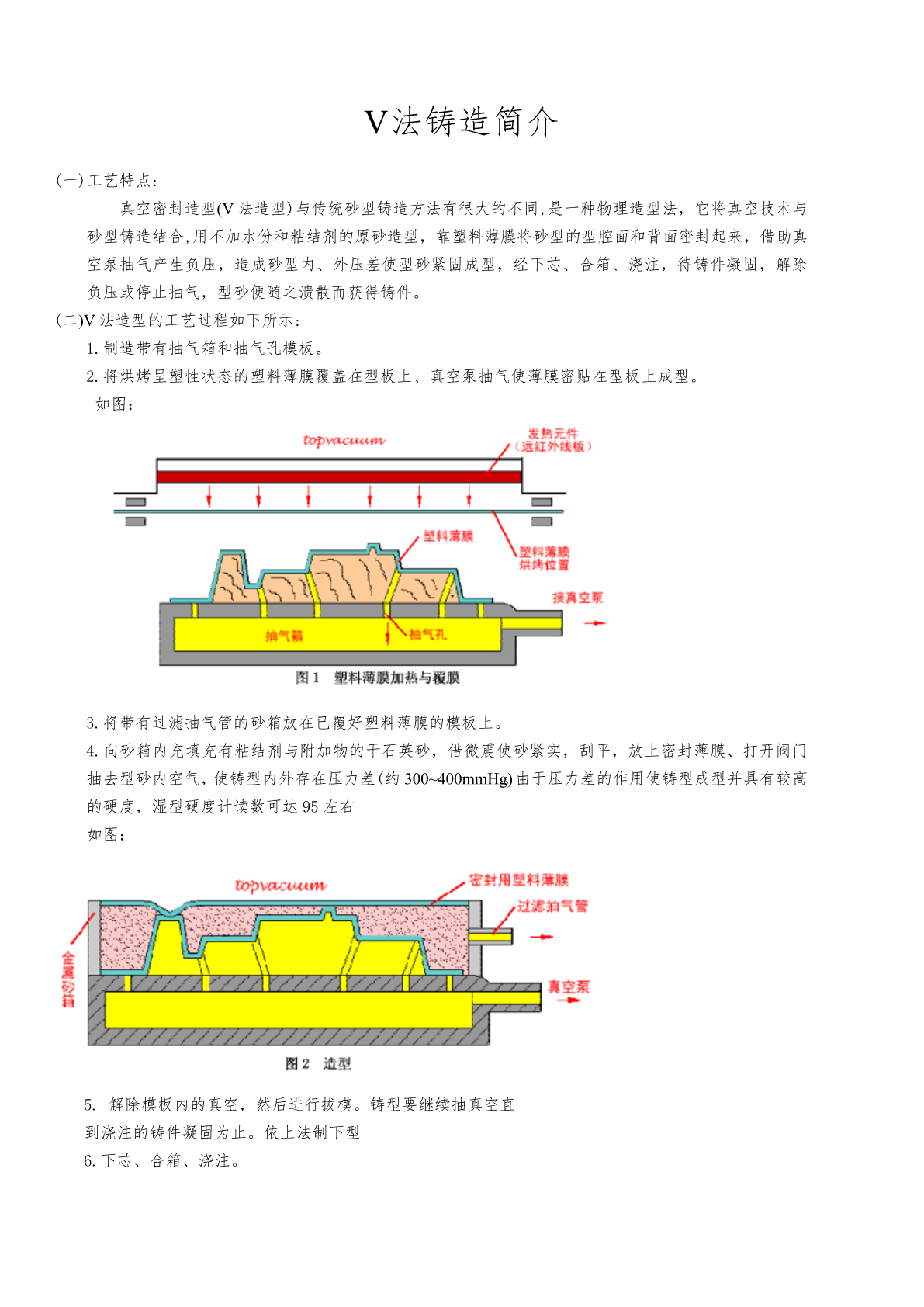
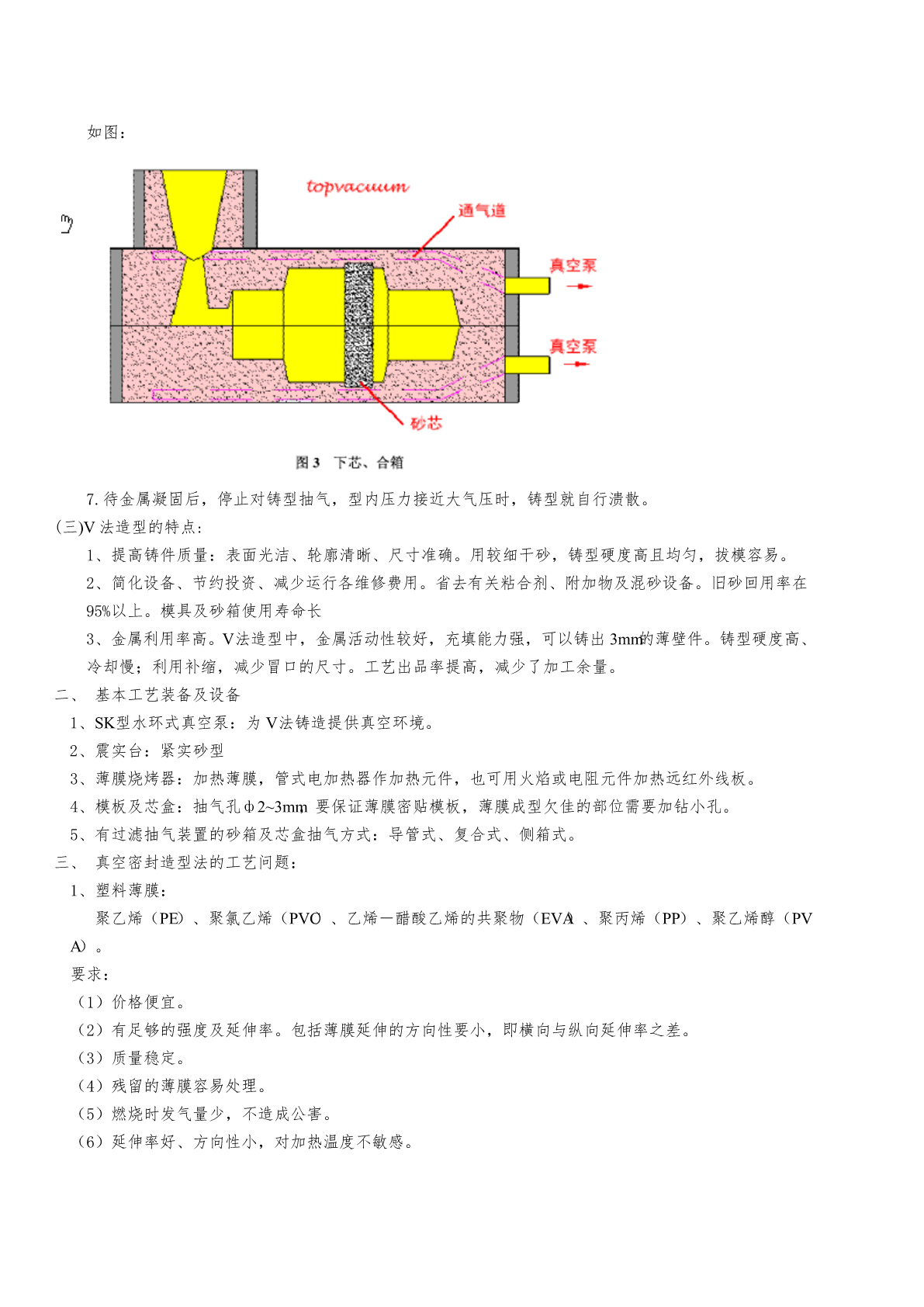
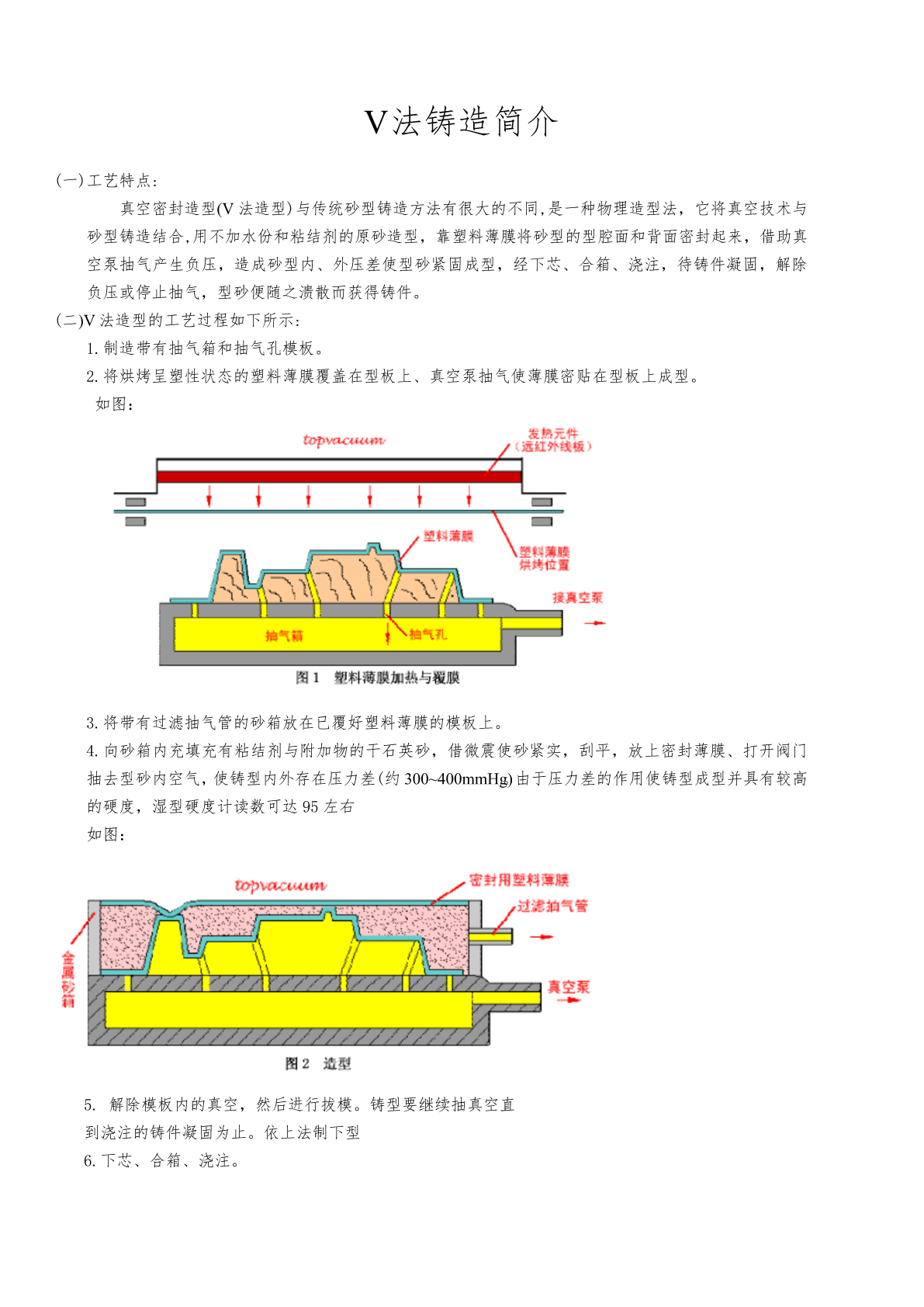
V法铸造简介(一)工艺特点:真空密封造型(V法造型)与传统砂型铸造方法有很大的不同,是一种物理造型法,它将真空技术与砂型铸造结合,用不加水份和粘结剂的原砂造型,靠塑料薄膜将砂型的型腔面和背面密封起来,借助真空泵抽气产生负压,造成砂型内、外压差使型砂紧固成型,经下芯、合箱、浇注,待铸件凝固,解除负压或停止抽气,型砂便随之溃散而获得铸件。(二)V法造型的工艺过程如下所示:1.制造带有抽气箱和抽气孔模板。2.将烘烤呈塑性状态的塑料薄膜覆盖在型板上、真空泵抽气使薄膜密贴在型板上成型。如图:3.将带有过滤抽气管的砂

V法铸造及V-EPC法铸造技术的应用与发展.docx
V法铸造及V-EPC法铸造技术的应用与发展V法铸造及V-EPC法铸造技术的应用与发展摘要:V法铸造及V-EPC法铸造技术是新一代的高质量铸造技术,具有绿色环保、高效节能、优化设计等特点。本文将从V法铸造和V-EPC法铸造技术的基本原理、应用领域以及未来的发展方向等方面进行探讨。关键词:V法铸造,V-EPC法铸造,应用,发展一、引言随着工业化的快速发展,铸造技术作为一种重要的制造工艺,在各个领域有着广泛的应用。但传统的铸造技术存在着能源消耗大、环境污染严重等问题。为了解决这些问题,V法铸造及V-EPC法铸造

V法铸造工艺.docx
V法铸造工艺、设备和质量摘要:介绍了利用真空V法工艺生产铸铁件、铸钢件的实际应用过程,总结了V法造型工艺的优缺点和操作技巧。关键词:真空密封造型,负压造型,V法造型,工艺特点1概述真空密封造型是一种物理造型工艺方法,型砂中不加入粘结剂、水和其它附加物,因而减轻了砂处理的工作量,而且使造型和铸件落砂清理劳动量也大大减轻,旧砂回用率可达95%。这种铸造工艺是利用塑料薄膜密封砂箱,依靠真空泵抽出型内空气,造成铸型内外有压力差,使干砂紧实,以形成所需型腔的一种物理造型方法。因此,真空密封造型又名“负压造型法”,或
V法铸造技术.pdf
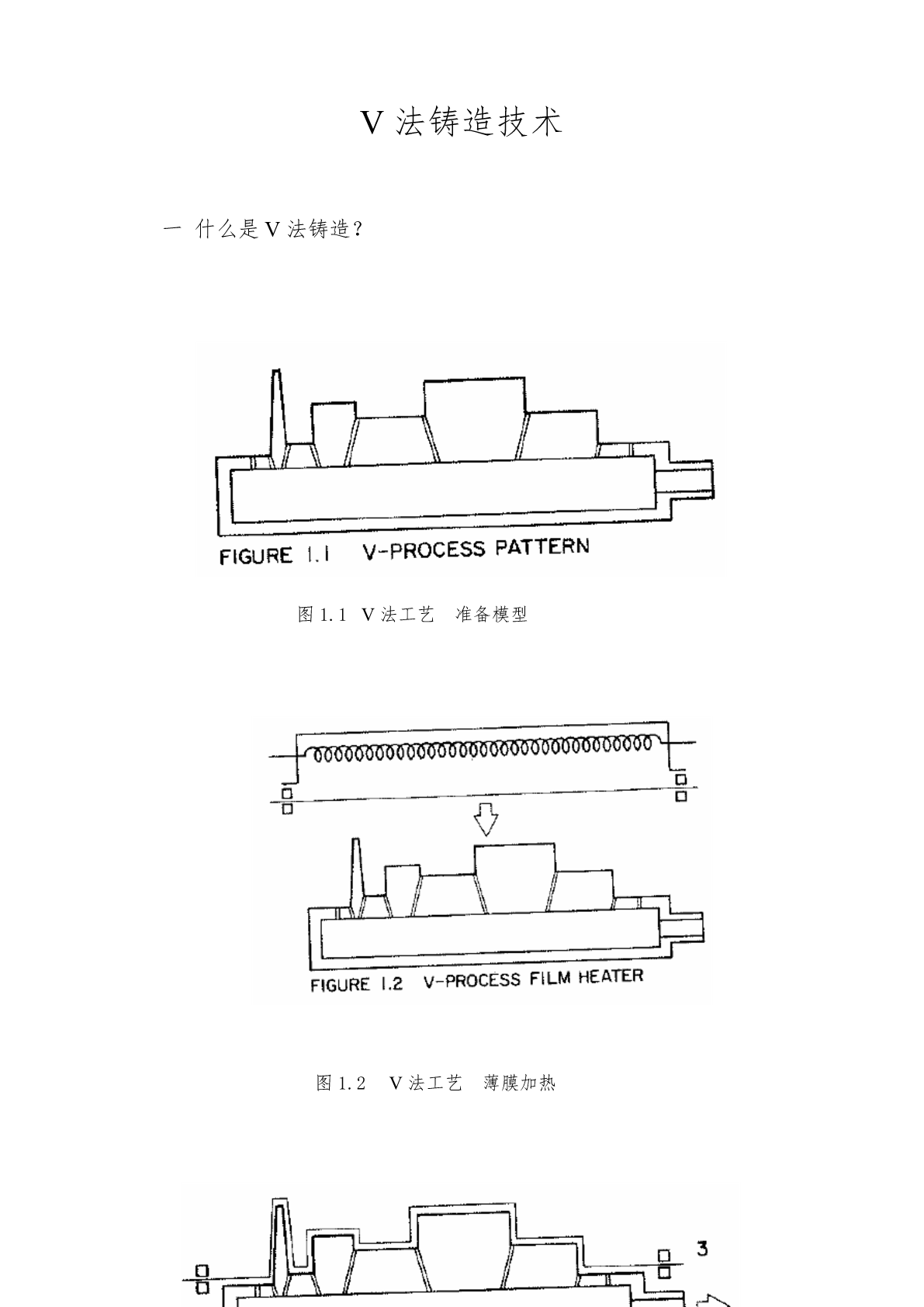
V法铸造技术一什么是V法铸造?图1.1V法工艺准备模型图1.2V法工艺薄膜加热1图1.3V法工艺模型抽真空覆面膜、喷涂料图1.4V法工艺将砂箱放于模型上图1.5V法工艺将砂子加入砂箱、振实2图1.6V法工艺砂型顶部覆背膜图1.7V法工艺砂箱抽真空、模型去真空、起模3图1.8V法工艺合箱、浇注图1.9V法工艺铸件落砂1V法铸造原理。4V法铸造,也称真空密封造型法或负压造型法,取‘真空’英文字‘Vacuum’的字头,而简称V法。这种工艺采用不含任何粘结剂的干砂造型,利用塑料薄膜和真空砂箱密封,依靠真空泵形成铸