
深孔的镗铰加嶅.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

深孔的镗铰加嶅.doc
深孔的镗铰加工2007/7/5/09:43作者:安徽屯溪塑料机械厂汪国健深孔精密加工一直是孔加工中的难题。设计新结构的刀具和工艺系统是改善深孔精密加工效果的有效方法。我们针对材料为40Cr(调质)钢、长度为2800mm、孔径为Ø65+0.08mm、表面粗糙度为Ra0.8µm、直线度为0.12mm的缸体内孔精密加工,研制了整套自导向镗铰刀及其工艺系统,经生产验证,加工效果较好。1自导向镗铰刀自导向镗铰刀的结构如图1所示。所用刀片材料为YW1,用楔块压紧在刀体上;导向体材料为T15(经淬硬处理),其外圆比刀片

镗铰细长孔刀具的改进及应用.docx
镗铰细长孔刀具的改进及应用一、绪论镗铰细长孔刀具是在机械加工领域广泛应用的一种工具。它是用于对细长孔进行精密加工的刀具,常用于汽车、航空以及航天等行业的制造中。随着工业的不断发展,对于镗铰细长孔刀具的要求也越来越高。总的来说,刀具的改进一方面是为了提高加工质量和效率,另一方面是为了适应不同工作条件和需要。本文将围绕镗铰细长孔刀具的改进及应用这一主题进行探讨。首先,我们将阐述镗铰细长孔刀具的定义、特点和应用领域。接下来,我们将介绍现有刀具存在的问题和需要改进的方面。最后,我们将探讨新型镗铰细长孔刀具的研究现
深孔镗切刀.pdf
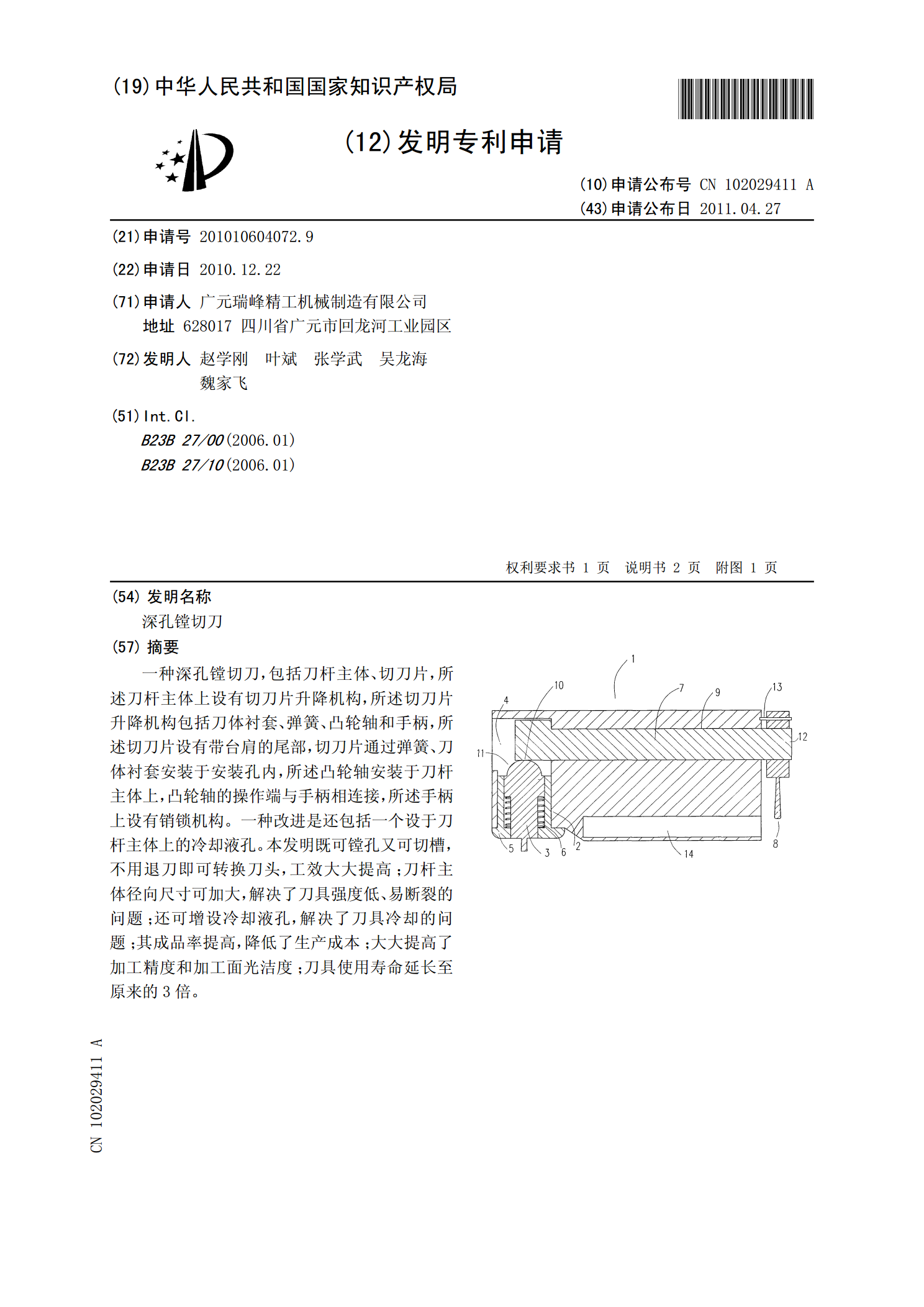
一种深孔镗切刀,包括刀杆主体、切刀片,所述刀杆主体上设有切刀片升降机构,所述切刀片升降机构包括刀体衬套、弹簧、凸轮轴和手柄,所述切刀片设有带台肩的尾部,切刀片通过弹簧、刀体衬套安装于安装孔内,所述凸轮轴安装于刀杆主体上,凸轮轴的操作端与手柄相连接,所述手柄上设有销锁机构。一种改进是还包括一个设于刀杆主体上的冷却液孔。本发明既可镗孔又可切槽,不用退刀即可转换刀头,工效大大提高;刀杆主体径向尺寸可加大,解决了刀具强度低、易断裂的问题;还可增设冷却液孔,解决了刀具冷却的问题;其成品率提高,降低了生产成本;大大提
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
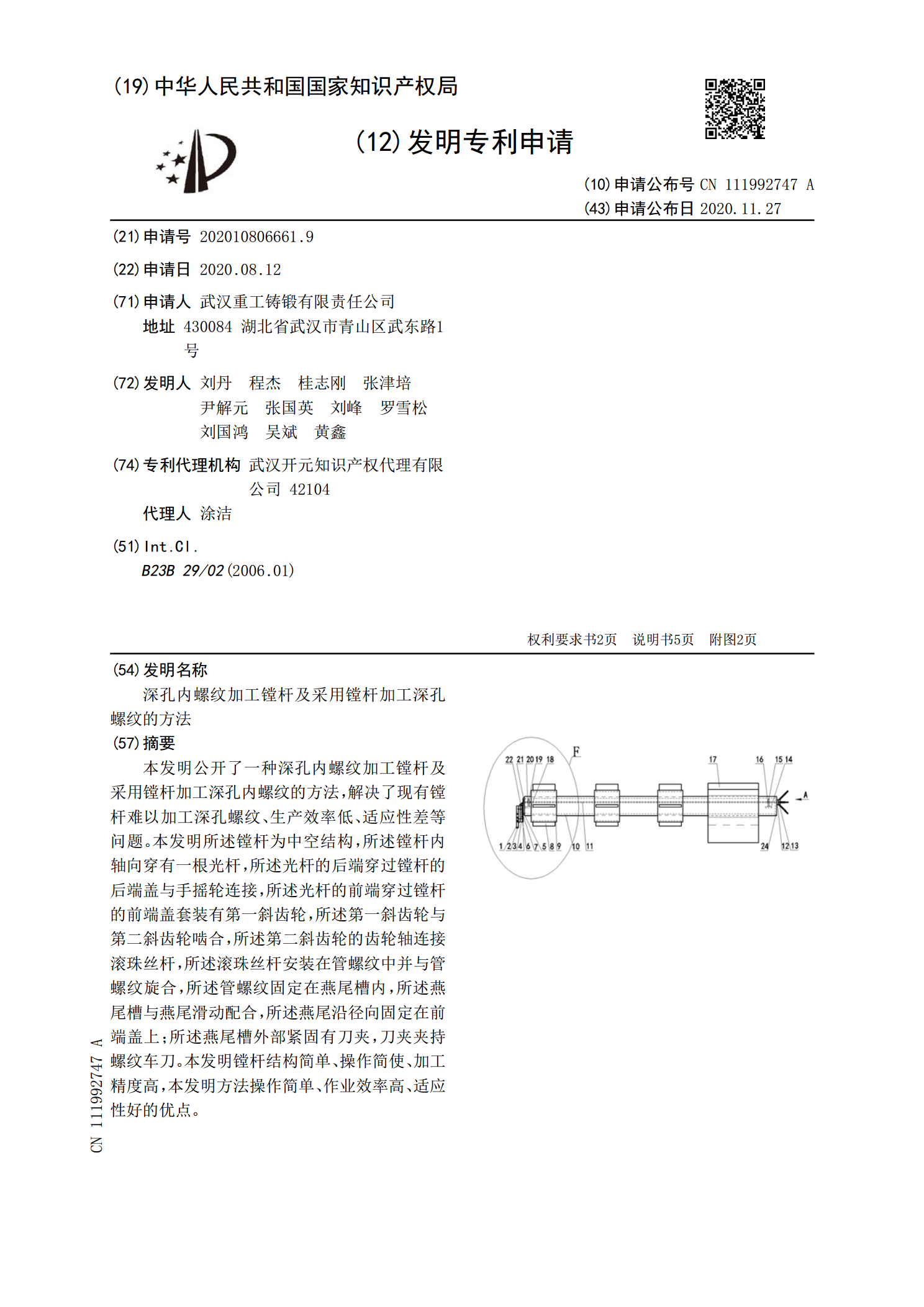
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

连杆螺栓孔的钻镗铰加工工艺.docx
连杆螺栓孔的钻镗铰加工工艺连杆螺栓孔的钻镗铰加工工艺摘要:连杆螺栓孔的钻镗铰加工工艺是机械制造过程中重要的一环。本文从理论与实践的角度出发,综述了连杆螺栓孔的加工工艺,包括钻孔、镗孔和铰孔三个环节。对于每个环节,本文对工艺步骤、工具选择、加工精度等进行了详细的阐述,并结合实际案例进行了分析和说明。最后,本文总结了连杆螺栓孔加工的重要性和挑战,并提出了进一步的研究方向。1.引言:连杆螺栓孔的加工工艺是机械制造领域研究的热点之一。连杆作为汽车、机械、航空等工程领域中常用的零部件之一,其性能和质量直接关系到整个