
珩磨机进给机构原理分析及改进方案探讨-1.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

珩磨机进给机构原理分析及改进方案探讨-1.doc
珩磨机进给机构原理分析及改进方案探讨-1————————————————————————————————作者:————————————————————————————————日期:个人收集整理勿做商业用途个人收集整理勿做商业用途个人收集整理勿做商业用途论文题目:珩磨机主要结构机构原理及数控改进方案探讨作者:郭均政内容简介:本论文主要介绍了珩磨机主要结构如砂条进给、冲程控制等机构的液压、机械原理,为了提高珩磨工件的表面质量质量,经过对其工作原理进行了认真的分析,并根据实际的加

珩磨机进给机构原理分析及改进方案探讨-1.doc
论文题目:珩磨机主要结构机构原理及数控改进方案探讨作者:郭均政内容简介:本论文主要介绍了珩磨机主要结构如砂条进给、冲程控制等机构的液压、机械原理,为了提高珩磨工件的表面质量质量,经过对其工作原理进行了认真的分析,并根据实际的加工跟踪情况,提出了改进方案,经过论证后现已实施,效果良好,缸孔质量得到了很大的提高,完全满足了被加工工件的工艺要求。珩磨机进给机构原理及数控改进方案探讨一、发动机缸体珩磨工艺要求目前在汽车发动机行业的制造工艺中,发动机缸孔的精加工大都采用珩磨加工,这是因为缸孔的表面有严格并特殊的要求

珩磨机柔性进给机构.pdf
珩磨机柔性进给机构,包括外壳,外壳中安装直流伺服电机,在外壳一头连接主轴减速电机,外壳另一头安装连接座,连接座连接减速器,直流伺服电机的电机轴带动减速器的输入轴,减速器的输出轴连接珩磨杆,其特征在于所述的减速器由钢轮、柔轮和波发生器组成的谐波减速器,结合数控PLC程序控制,直流伺服电机的电机轴带动谐波减速器,谐波减速器带动输出轴的一头,输出轴的另一头安装十字万向节,输出轴通过十字万向节连接珩磨杆。

格林珩磨机用珩磨条修配工艺探讨.docx
格林珩磨机用珩磨条修配工艺探讨格林珩磨机用珩磨条修配工艺探讨摘要:珩磨条是格林珩磨机中非常重要的零部件,它直接关系到磨削加工的质量和效率。本论文首先介绍了格林珩磨机的基本原理和结构,然后详细探讨了珩磨条的修配工艺,包括珩磨条的材料选用、珩磨条的加工工艺以及珩磨条的修配和磨削等。最后,通过实验验证了珩磨条修配工艺的可行性,并对结果进行了分析和讨论。关键词:格林珩磨机;珩磨条;修配工艺引言格林珩磨机是一种常用的金属加工设备,广泛应用于汽车、摩托车、航空航天等行业。在珩磨机中,珩磨条是承受磨削力的主要零部件,其
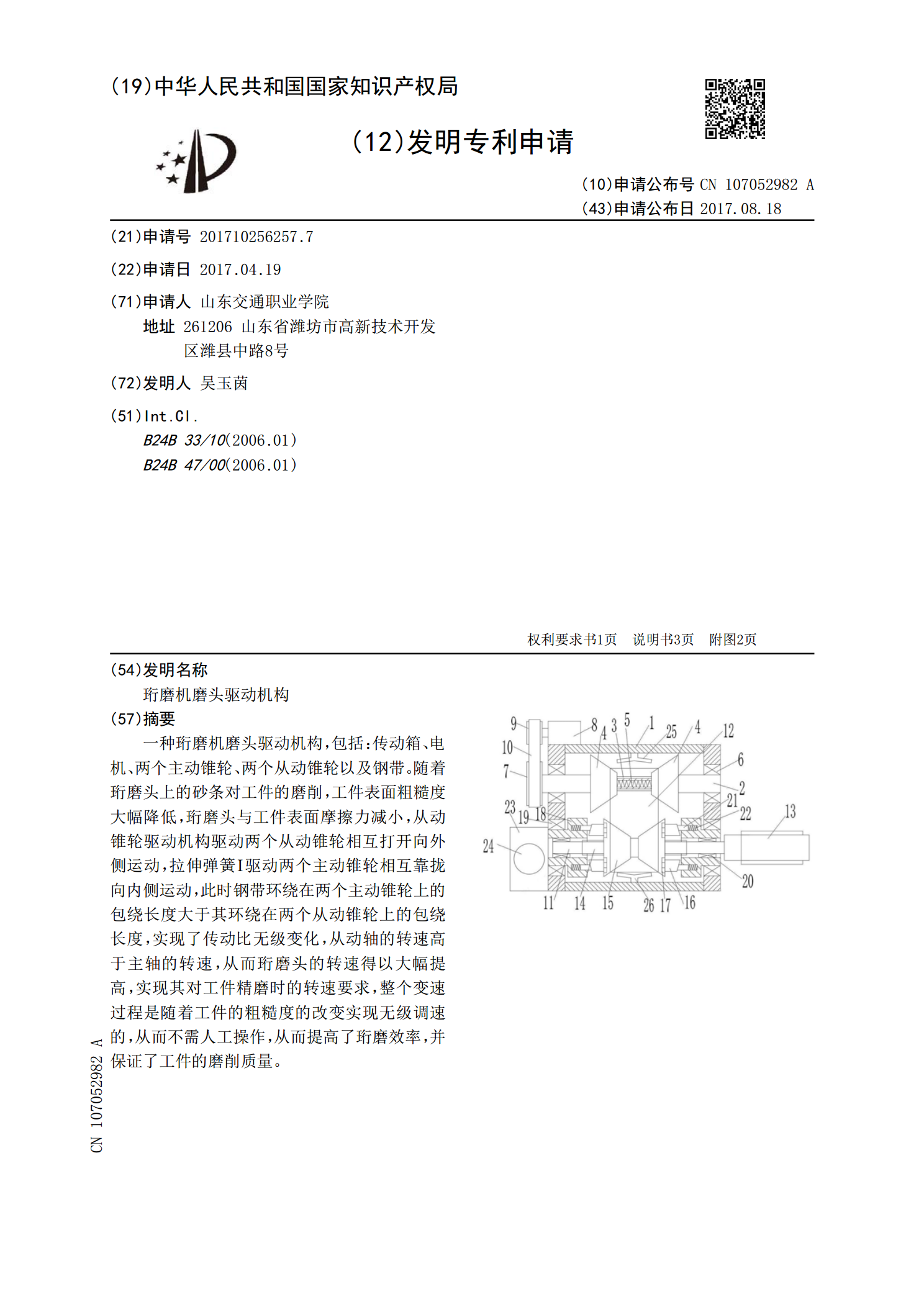
珩磨机磨头驱动机构.pdf
一种珩磨机磨头驱动机构,包括:传动箱、电机、两个主动锥轮、两个从动锥轮以及钢带。随着珩磨头上的砂条对工件的磨削,工件表面粗糙度大幅降低,珩磨头与工件表面摩擦力减小,从动锥轮驱动机构驱动两个从动锥轮相互打开向外侧运动,拉伸弹簧Ⅰ驱动两个主动锥轮相互靠拢向内侧运动,此时钢带环绕在两个主动锥轮上的包绕长度大于其环绕在两个从动锥轮上的包绕长度,实现了传动比无级变化,从动轴的转速高于主轴的转速,从而珩磨头的转速得以大幅提高,实现其对工件精磨时的转速要求,整个变速过程是随着工件的粗糙度的改变实现无级调速的,从而不需人