
氧枪口密封装置1.pdf

17****27

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
氧枪口密封装置1.pdf
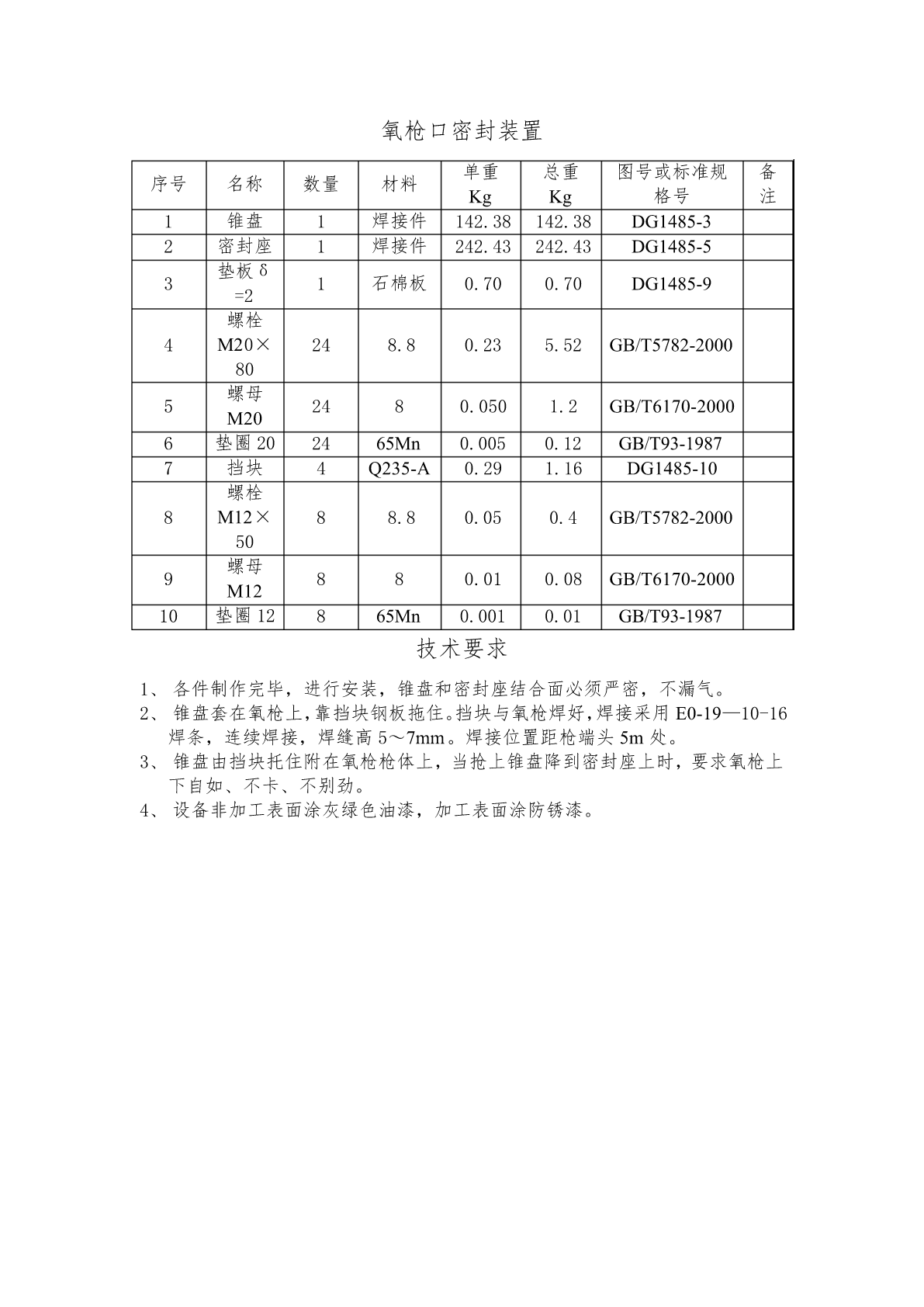
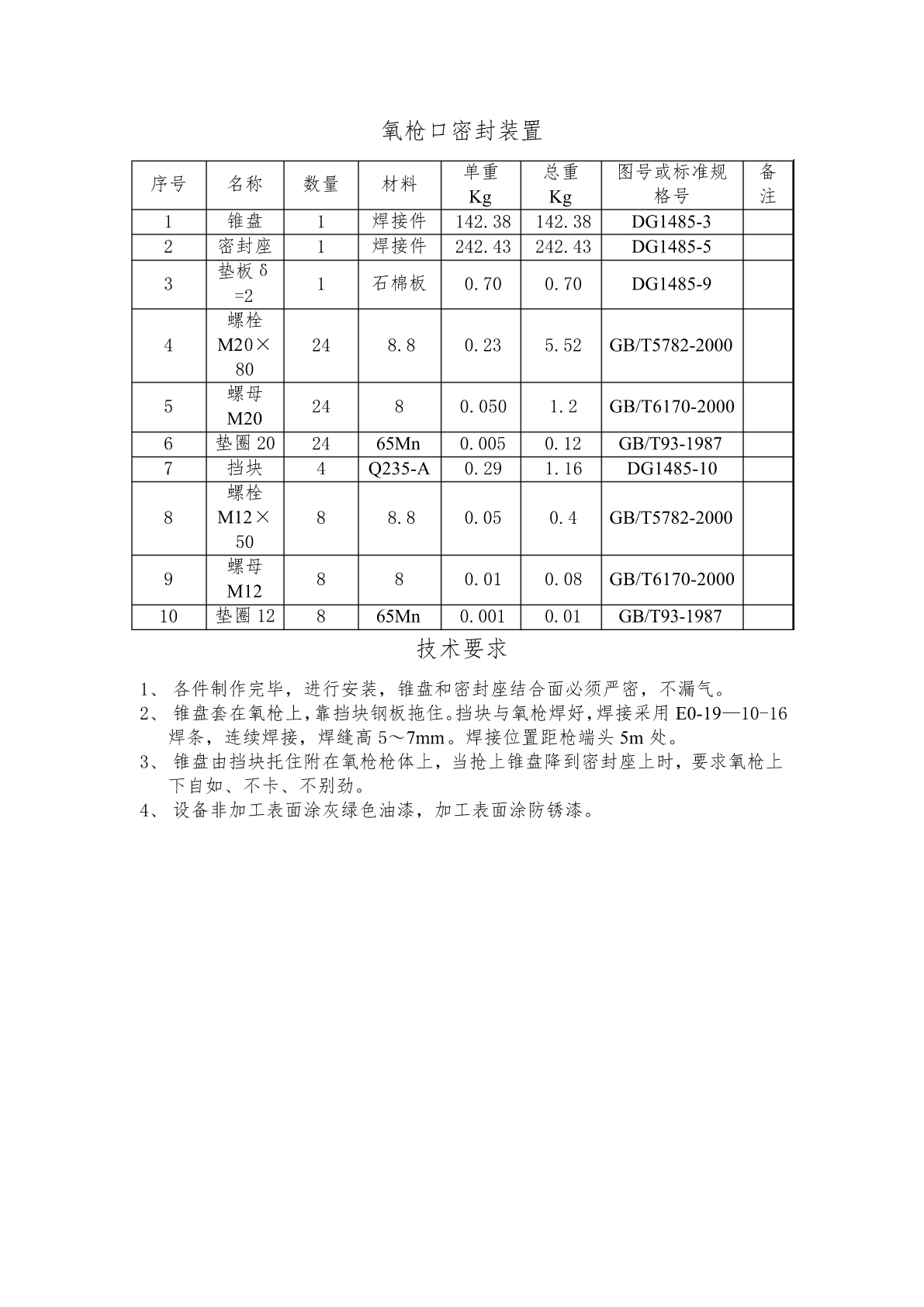
氧枪口密封装置单重总重图号或标准规备序号名称数量材料KgKg格号注1锥盘1焊接件142.38142.38DG1485-32密封座1焊接件242.43242.43DG1485-5垫板δ31石棉板0.700.70DG1485-9=2螺栓4M20×248.80.235.52GB/T5782-200080螺母52480.0501.2GB/T6170-2000M206垫圈202465Mn0.0050.12GB/T93-19877挡块4Q235-A0.291.16DG1485-10螺栓8M12×88.80.050.4
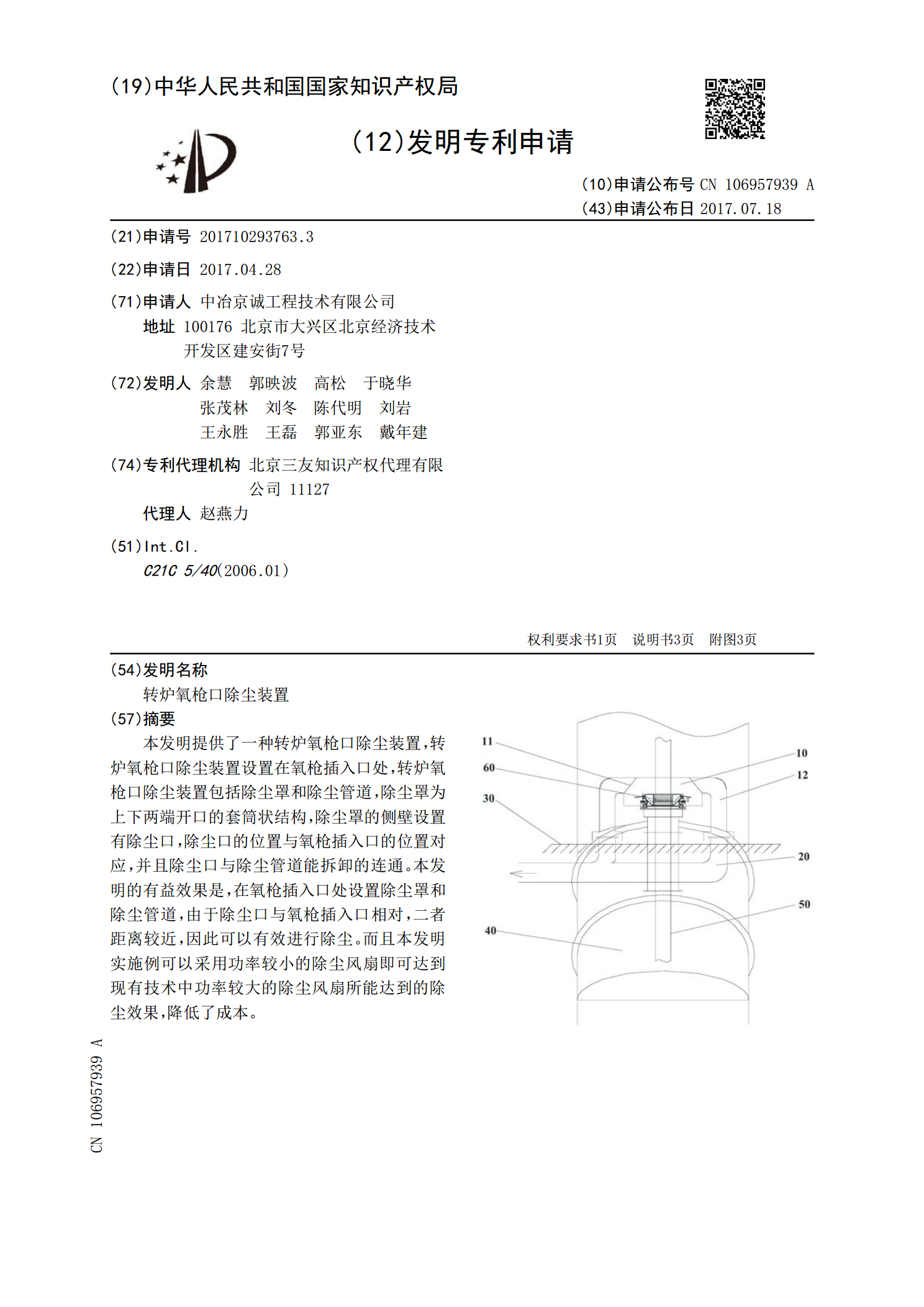
转炉氧枪口除尘装置.pdf
本发明提供了一种转炉氧枪口除尘装置,转炉氧枪口除尘装置设置在氧枪插入口处,转炉氧枪口除尘装置包括除尘罩和除尘管道,除尘罩为上下两端开口的套筒状结构,除尘罩的侧壁设置有除尘口,除尘口的位置与氧枪插入口的位置对应,并且除尘口与除尘管道能拆卸的连通。本发明的有益效果是,在氧枪插入口处设置除尘罩和除尘管道,由于除尘口与氧枪插入口相对,二者距离较近,因此可以有效进行除尘。而且本发明实施例可以采用功率较小的除尘风扇即可达到现有技术中功率较大的除尘风扇所能达到的除尘效果,降低了成本。

一种氧枪口蒸汽密封系统.pdf
本发明公开了一种氧枪口蒸汽密封系统,包括:蒸汽主管道,蒸汽主管道的一端与蒸汽主管网的相连通,蒸汽主管道的另一端与多个相互独立的蒸汽支管道相连接;气动调压单元,设置在蒸汽主管道上,气动调压单元用于调节蒸汽主管道内的蒸汽压力;状态监测单元,设置在蒸汽主管道上,状态监测单元用于监测蒸汽主管道的蒸汽压力和温度;转炉氧枪,转炉氧枪的左右两侧分别设有蒸汽密封口,每个蒸汽支管道分别与每个转炉氧枪两侧的蒸汽密封口对应连接;状态控制单元,设置在蒸汽支管道上,状态控制单元能够控制蒸汽支管道内蒸汽的流量。本发明能实现较高自动化
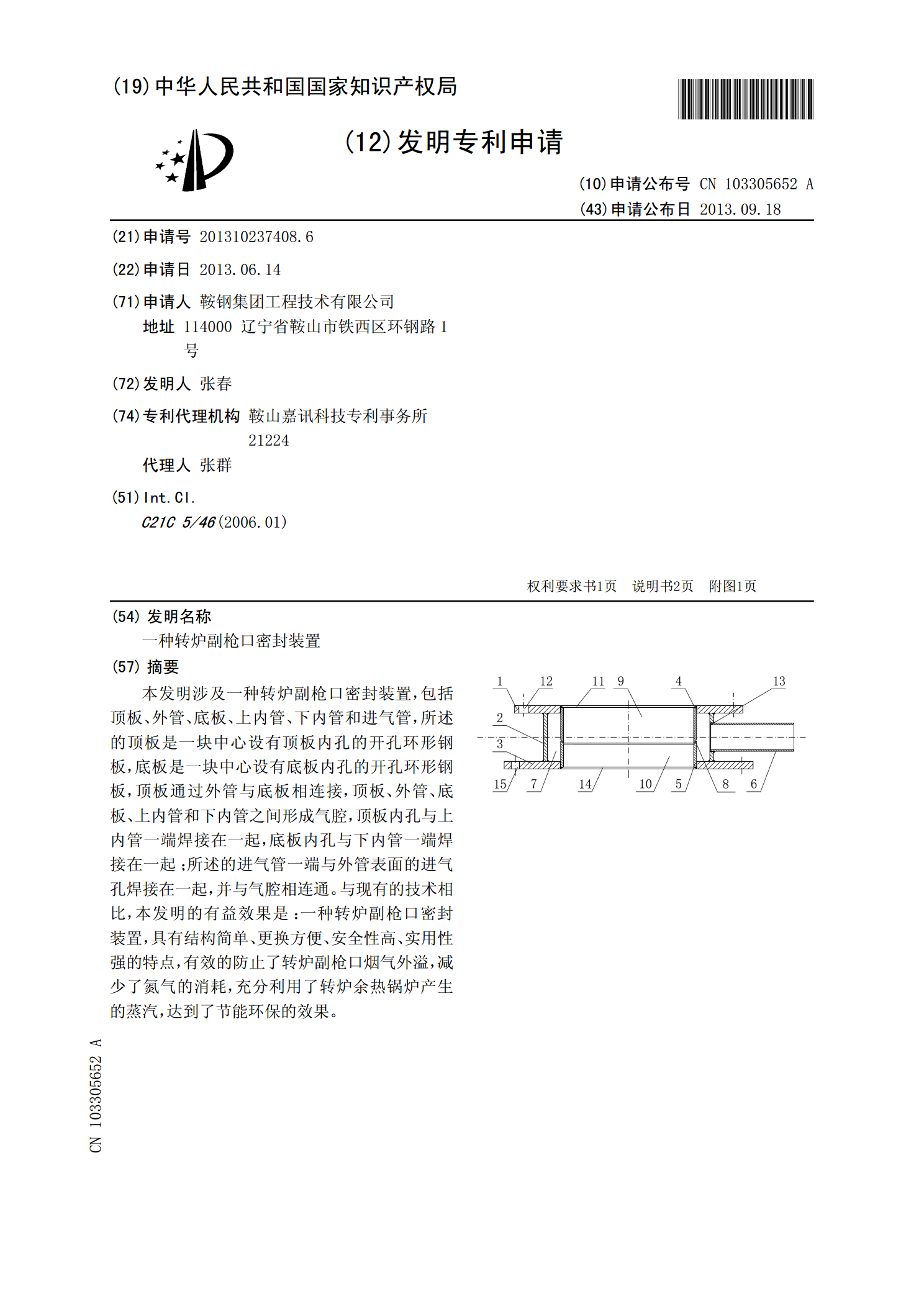
一种转炉副枪口密封装置.pdf
本发明涉及一种转炉副枪口密封装置,包括顶板、外管、底板、上内管、下内管和进气管,所述的顶板是一块中心设有顶板内孔的开孔环形钢板,底板是一块中心设有底板内孔的开孔环形钢板,顶板通过外管与底板相连接,顶板、外管、底板、上内管和下内管之间形成气腔,顶板内孔与上内管一端焊接在一起,底板内孔与下内管一端焊接在一起;所述的进气管一端与外管表面的进气孔焊接在一起,并与气腔相连通。与现有的技术相比,本发明的有益效果是:一种转炉副枪口密封装置,具有结构简单、更换方便、安全性高、实用性强的特点,有效的防止了转炉副枪口烟气外溢
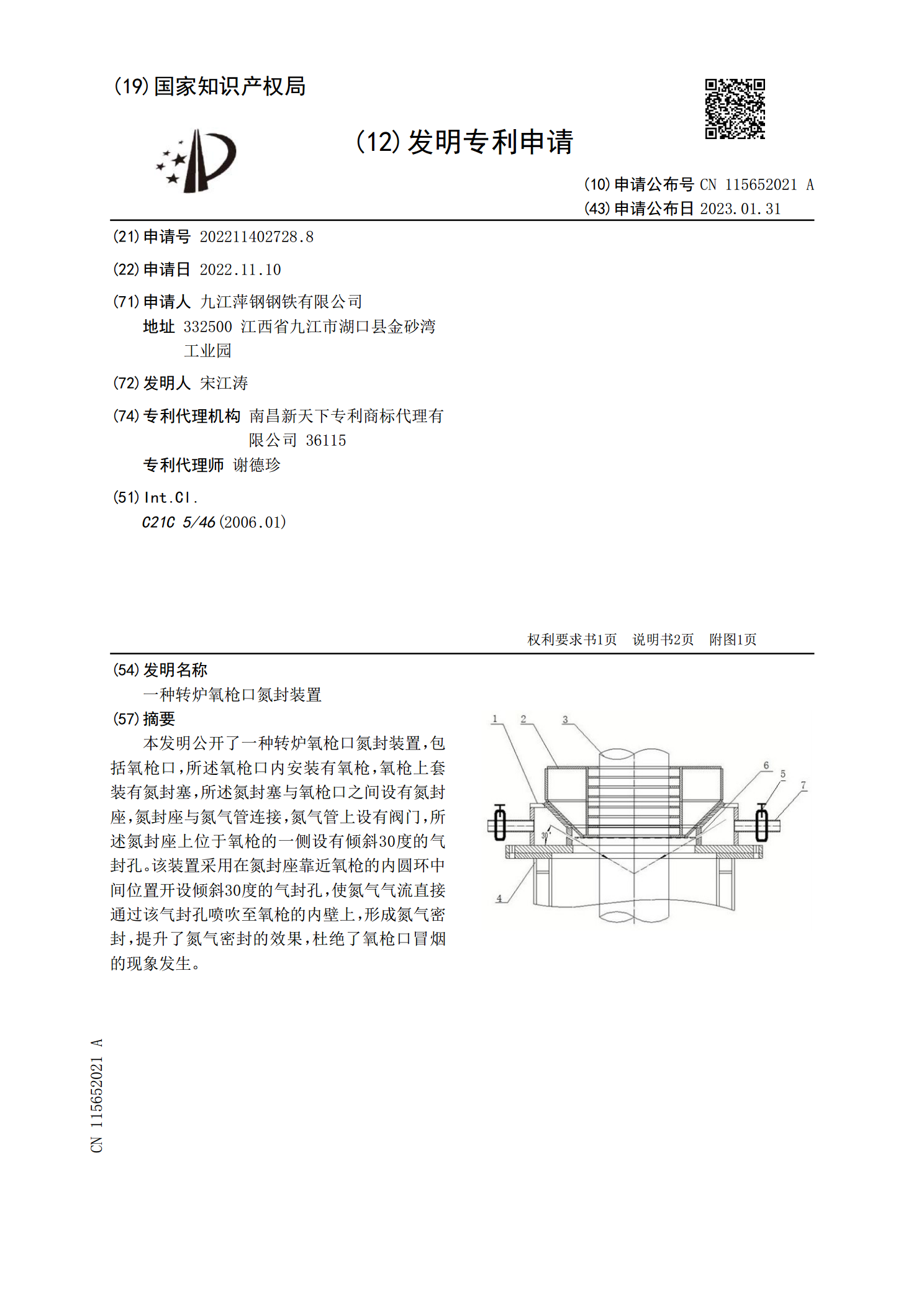
一种转炉氧枪口氮封装置.pdf
本发明公开了一种转炉氧枪口氮封装置,包括氧枪口,所述氧枪口内安装有氧枪,氧枪上套装有氮封塞,所述氮封塞与氧枪口之间设有氮封座,氮封座与氮气管连接,氮气管上设有阀门,所述氮封座上位于氧枪的一侧设有倾斜30度的气封孔。该装置采用在氮封座靠近氧枪的内圆环中间位置开设倾斜30度的气封孔,使氮气气流直接通过该气封孔喷吹至氧枪的内壁上,形成氮气密封,提升了氮气密封的效果,杜绝了氧枪口冒烟的现象发生。