
CVD金刚石薄膜涂层刀具切削性能研究.pdf

qw****27

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

CVD金刚石薄膜涂层刀具切削性能研究.pdf
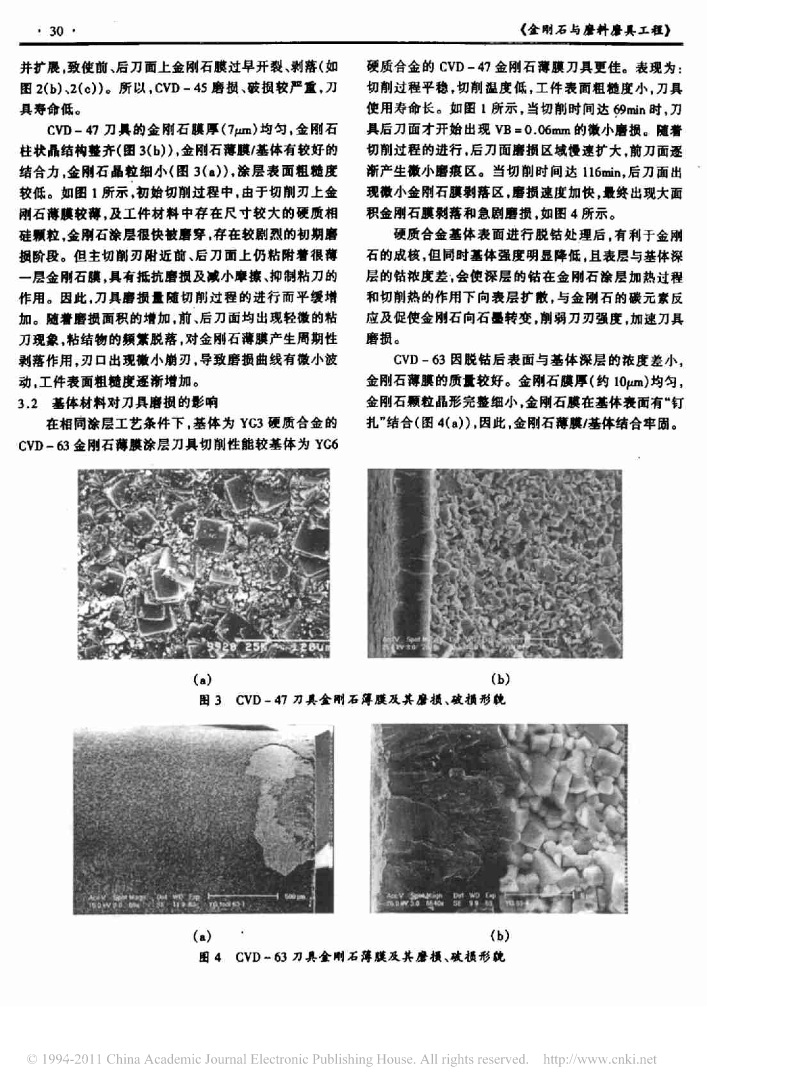
�金刚石与磨料磨其二程》���金刚石薄膜涂层刀具切刘性能研究���广东工业大学魏听张凤林王成勇匡同春、摘要本文采用不同涂层工艺的���金刚石薄膜刀具切削高硅铝合金,观测比较刀具的磨损过程磨损与,。破损形貌及工件加工表面粗糙度分析���金刚石薄膜刀具切削高硅铝合金的磨损机理和失效原因研究结果。可为涂层工艺的改进提供了理论依据,�������������������������������一����������������������������������������������������,,������

CVD金刚石涂层刀具切削性能与磨损机理研究(英文).docx
CVD金刚石涂层刀具切削性能与磨损机理研究(英文)Title:StudiesontheCuttingPerformanceandWearMechanismofCVDDiamond-CoatedCuttingToolsAbstract:TheapplicationofCVD(ChemicalVaporDeposition)diamond-coatedcuttingtoolshasgainedsignificantattentioninthemachiningindustryowingtotheirexcep

CVD金刚石薄膜涂层整体式刀具的制备与应用.docx
CVD金刚石薄膜涂层整体式刀具的制备与应用近年来,CVD金刚石薄膜涂层整体式刀具在机械加工领域中得到了广泛的应用。本文将介绍其制备方法、特点及其在实际应用中的优势和产生的效果。一、CVD金刚石薄膜涂层整体式刀具的制备方法CVD金刚石薄膜涂层整体式刀具制备过程中,需要经过以下步骤:1.切削工具的设计:根据所需的加工工况和加工材料等特性,设计合适的切削角度、前角和主偏角等。2.切削工具的精密加工:根据设计制作出切削工具的初形,在此基础上进行不同程度的磨削加工,得到精度更高、表面质量更光滑的切削工具。3.清洗和

CVD金刚石涂层刀具研究与应用前景.docx
CVD金刚石涂层刀具研究与应用前景CVD金刚石涂层刀具研究与应用前景随着工业的发展,高强度、高硬度、高耐磨的材料越来越被广泛应用于各个领域。然而,这些材料往往对传统的加工刀具带来了很大的挑战,因为它们会使磨损和热失控的问题更加严重。为了克服这些困难,CVD金刚石涂层刀具应运而生。CVD金刚石(ChemicalVaporDepositiondiamond)是一种将化学气相淀积金刚石薄膜在各种物质表面上的工艺。金刚石薄膜有序、紧密、细致,且与衬底的结合力很强,可以提供高强度和高硬度,因此CVD金刚石涂层在刀具

CVD金刚石厚膜刀具切削性能的试验研究.docx
CVD金刚石厚膜刀具切削性能的试验研究CVD金刚石(ChemicalVaporDepositionDiamond)厚膜刀具具有优异的物理和化学性能,广泛应用于高效切削加工领域。本文旨在通过试验研究,探讨CVD金刚石厚膜刀具的切削性能,从而为其进一步应用于实际生产提供参考。研究方法:本研究采用常见的金属切削试件作为研究对象,通过切削试验来评估CVD金刚石厚膜刀具的切削性能。试验过程中,使用刀具切割试件,并记录切削力、刀具磨损情况和切削表面质量等关键参数。结果与讨论:首先,我们观察到CVD金刚石厚膜刀具在切削