
打磨钢轨肥边作业.ppt

ys****39


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

打磨钢轨肥边作业.ppt
打磨钢轨肥边作业1、目的2、作业条件3、作业程序⑵检查⑶打磨钢轨肥边研磨时接触要轻,走行要稳,返回要快,用力要均匀,注意在打磨时不可在一点停留时间过长而造成轨面局部退火;可以以打磨后不发蓝作为标志。在绝缘接头处打磨非肥边时,应防止短路。⑷倒角⑸找细打磨4、作业质量⑵钢轨接头轨面平顺,内侧错牙用1m直尺测量在Vmax>120km/h线路不大于1mm;在Vmax≤120km/h线路不大于2mm。⑶提速200~250km/h线路钢轨踏面打磨后用1m直尺测量,不平度应小于0.2mm;钢轨横向弯曲(硬弯)矫直打磨后
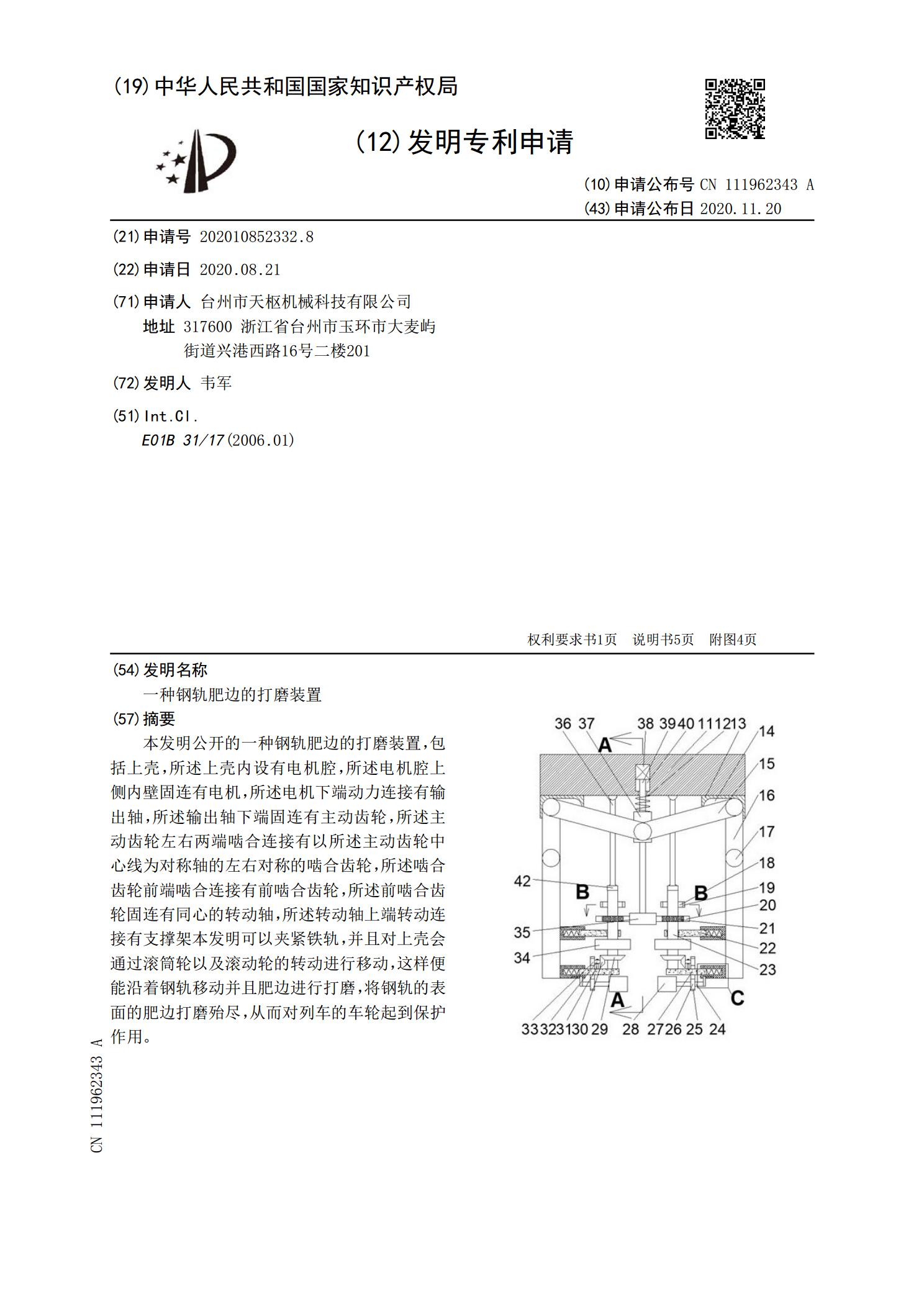
一种钢轨肥边的打磨装置.pdf
本发明公开的一种钢轨肥边的打磨装置,包括上壳,所述上壳内设有电机腔,所述电机腔上侧内壁固连有电机,所述电机下端动力连接有输出轴,所述输出轴下端固连有主动齿轮,所述主动齿轮左右两端啮合连接有以所述主动齿轮中心线为对称轴的左右对称的啮合齿轮,所述啮合齿轮前端啮合连接有前啮合齿轮,所述前啮合齿轮固连有同心的转动轴,所述转动轴上端转动连接有支撑架本发明可以夹紧铁轨,并且对上壳会通过滚筒轮以及滚动轮的转动进行移动,这样便能沿着钢轨移动并且肥边进行打磨,将钢轨的表面的肥边打磨殆尽,从而对列车的车轮起到保护作用。
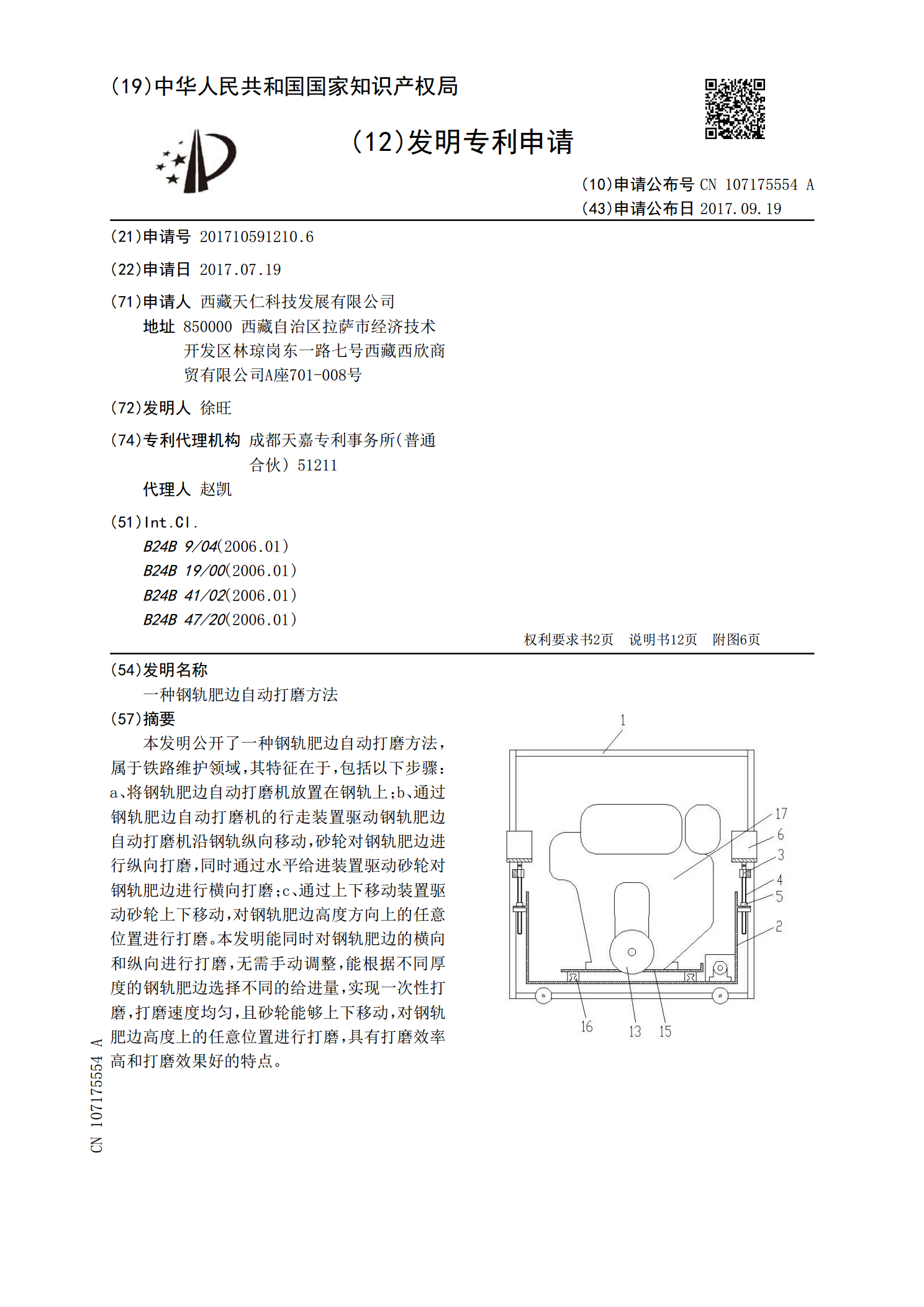
一种钢轨肥边自动打磨方法.pdf
本发明公开了一种钢轨肥边自动打磨方法,属于铁路维护领域,其特征在于,包括以下步骤:a、将钢轨肥边自动打磨机放置在钢轨上;b、通过钢轨肥边自动打磨机的行走装置驱动钢轨肥边自动打磨机沿钢轨纵向移动,砂轮对钢轨肥边进行纵向打磨,同时通过水平给进装置驱动砂轮对钢轨肥边进行横向打磨;c、通过上下移动装置驱动砂轮上下移动,对钢轨肥边高度方向上的任意位置进行打磨。本发明能同时对钢轨肥边的横向和纵向进行打磨,无需手动调整,能根据不同厚度的钢轨肥边选择不同的给进量,实现一次性打磨,打磨速度均匀,且砂轮能够上下移动,对钢轨肥
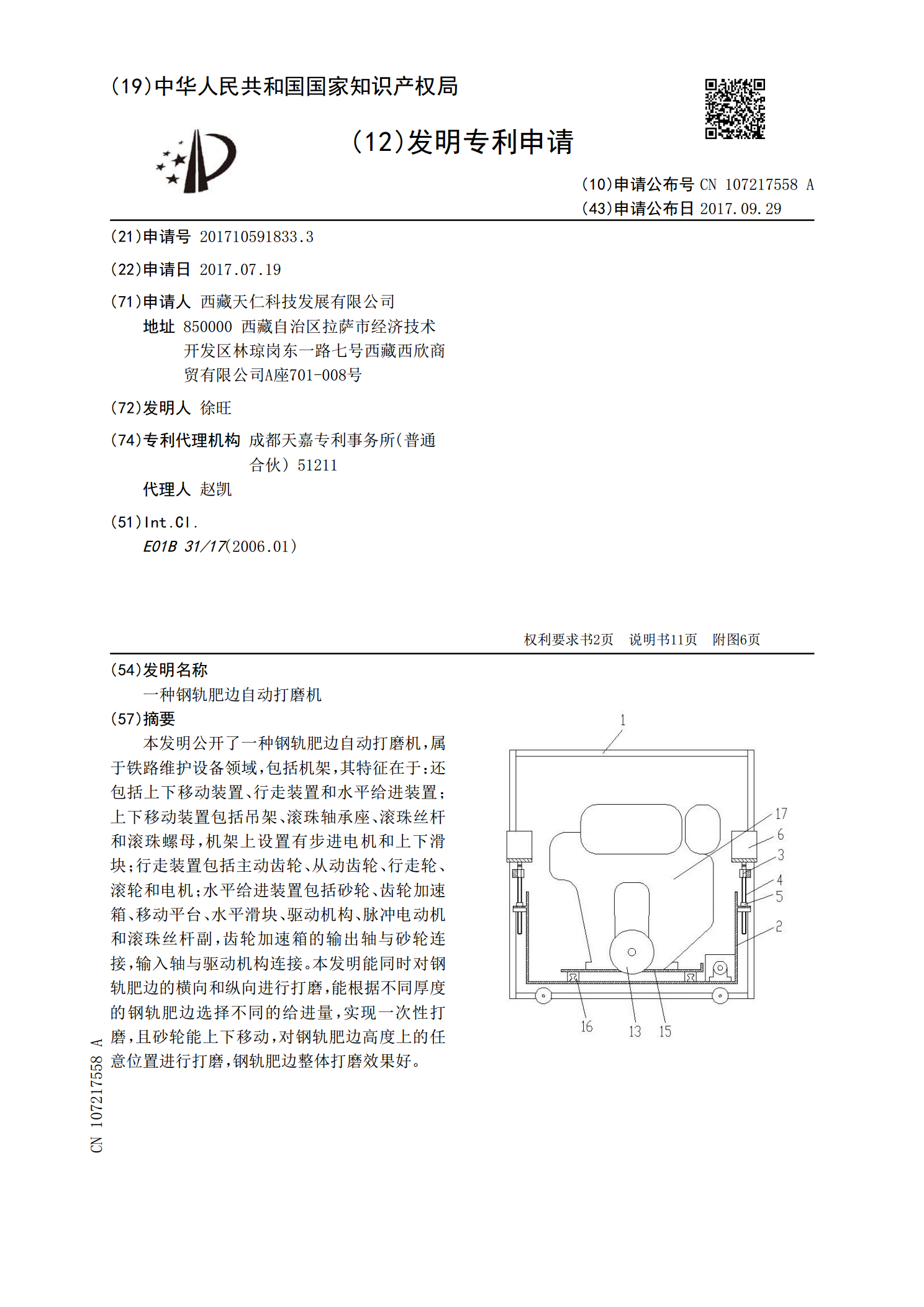
一种钢轨肥边自动打磨机.pdf
本发明公开了一种钢轨肥边自动打磨机,属于铁路维护设备领域,包括机架,其特征在于:还包括上下移动装置、行走装置和水平给进装置;上下移动装置包括吊架、滚珠轴承座、滚珠丝杆和滚珠螺母,机架上设置有步进电机和上下滑块;行走装置包括主动齿轮、从动齿轮、行走轮、滚轮和电机;水平给进装置包括砂轮、齿轮加速箱、移动平台、水平滑块、驱动机构、脉冲电动机和滚珠丝杆副,齿轮加速箱的输出轴与砂轮连接,输入轴与驱动机构连接。本发明能同时对钢轨肥边的横向和纵向进行打磨,能根据不同厚度的钢轨肥边选择不同的给进量,实现一次性打磨,且砂轮
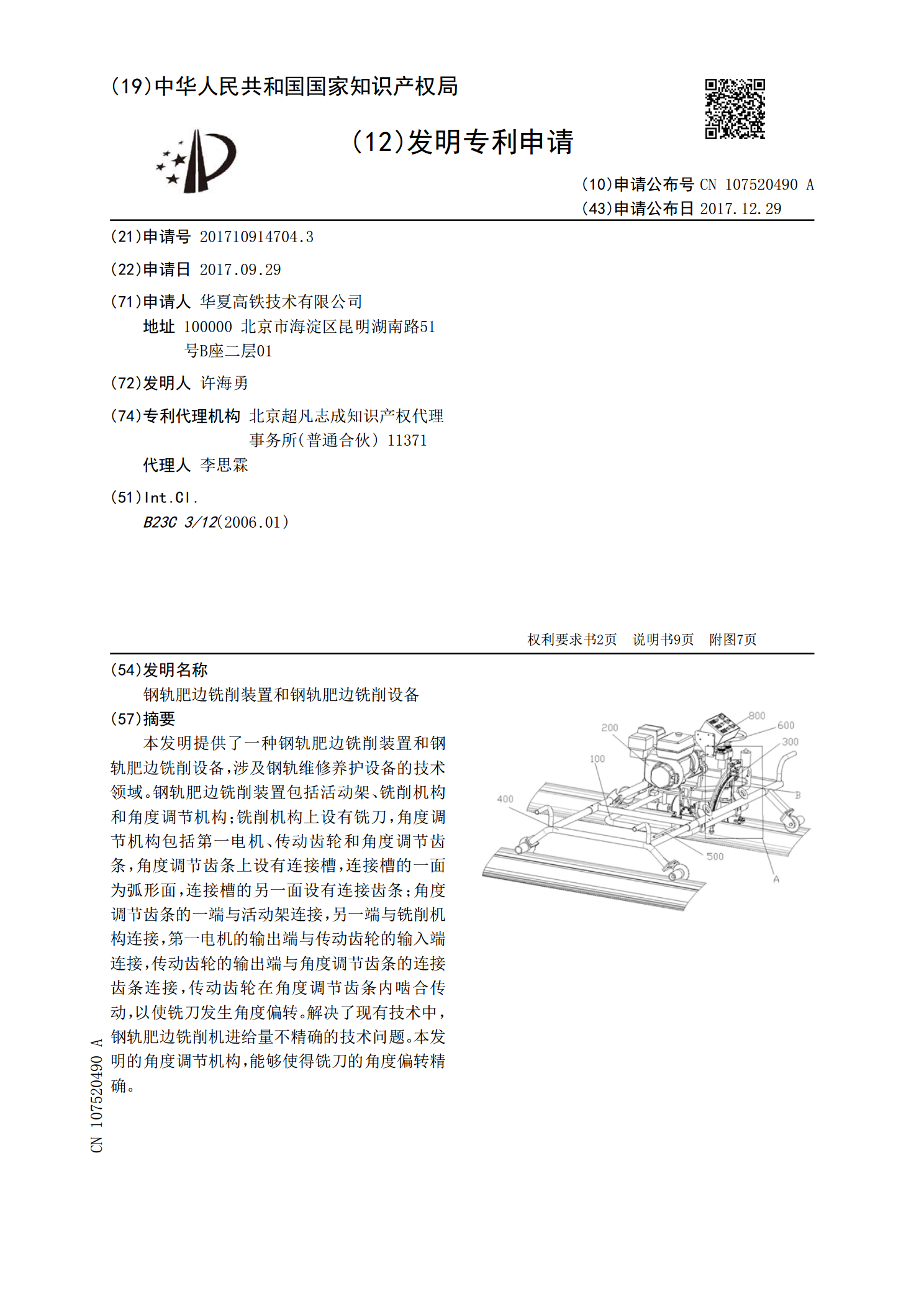
钢轨肥边铣削装置和钢轨肥边铣削设备.pdf
本发明提供了一种钢轨肥边铣削装置和钢轨肥边铣削设备,涉及钢轨维修养护设备的技术领域。钢轨肥边铣削装置包括活动架、铣削机构和角度调节机构;铣削机构上设有铣刀,角度调节机构包括第一电机、传动齿轮和角度调节齿条,角度调节齿条上设有连接槽,连接槽的一面为弧形面,连接槽的另一面设有连接齿条;角度调节齿条的一端与活动架连接,另一端与铣削机构连接,第一电机的输出端与传动齿轮的输入端连接,传动齿轮的输出端与角度调节齿条的连接齿条连接,传动齿轮在角度调节齿条内啮合传动,以使铣刀发生角度偏转。解决了现有技术中,钢轨肥边铣削机