
一种橡胶扶手带生产冷端模压方法.pdf

和裕****az

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种橡胶扶手带生产冷端模压方法.pdf
本发明公开了一种橡胶扶手带生产冷端模压方法,包括以下步骤:S1:模压硫化前清洁扶手带表面;S2:根据模具型腔尺寸,裁取聚酯薄膜,贴补在扶手带冷端区域;S3:将扶手带放入模具中,进行高温模压硫化;S4:脱模,撕去聚酯薄膜,进行二次模压硫化。本发明,模压硫化过程中聚酯薄膜阻隔橡胶材料与模具的接触,同时对半硫化橡胶材料进一步定型,避免橡胶材料脱模时发生撕裂;在一次模压硫化后,撕去聚酯薄膜,橡胶材料在二次模压硫化后也不会发生脱模撕裂或瑕疵;这种改进方法,减少了冷端区域橡胶材料脱模时撕裂或瑕疵的产生,降低了扶手带制
一种橡胶扶手带涂胶复合设备.pdf
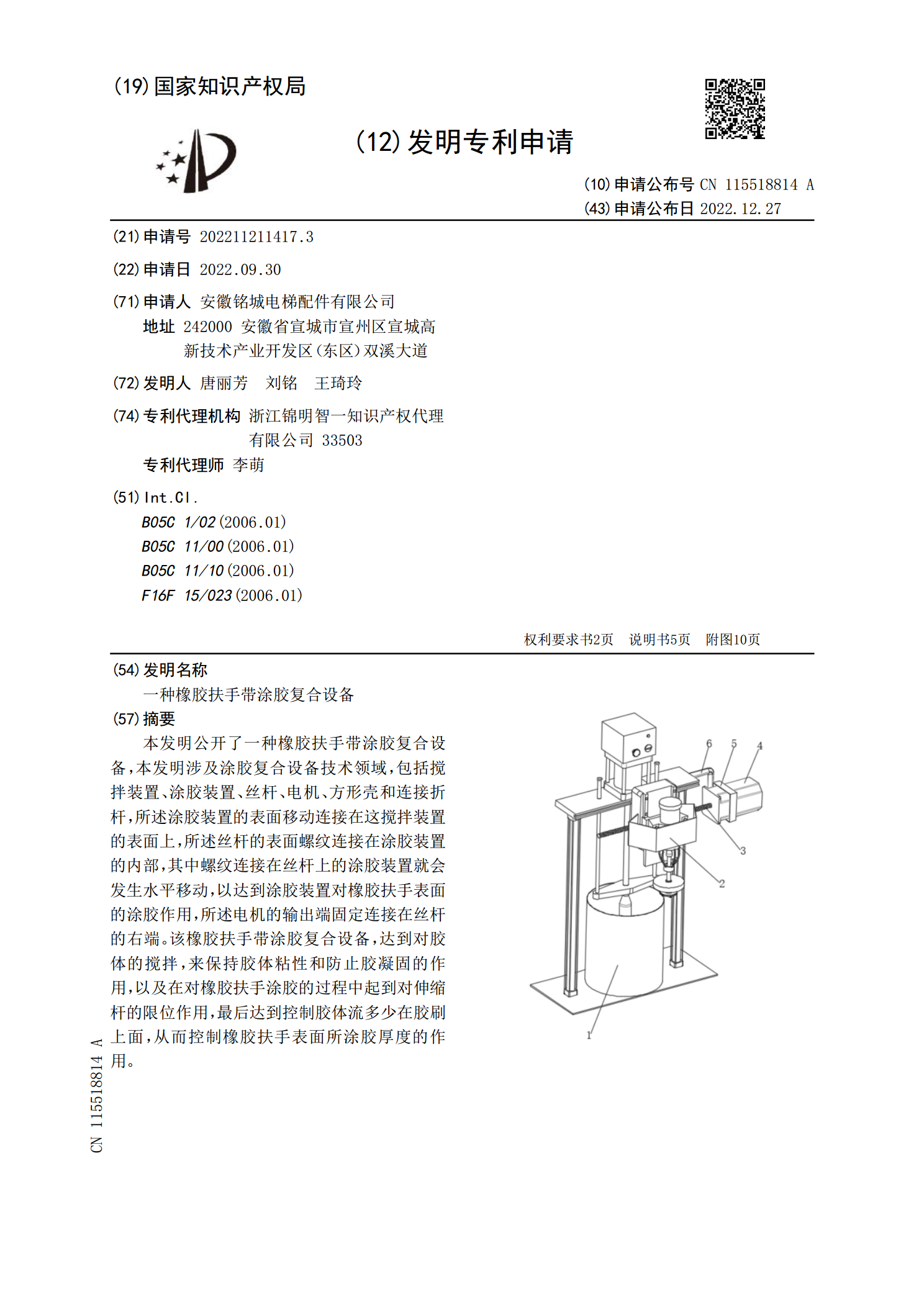
本发明公开了一种橡胶扶手带涂胶复合设备,本发明涉及涂胶复合设备技术领域,包括搅拌装置、涂胶装置、丝杆、电机、方形壳和连接折杆,所述涂胶装置的表面移动连接在这搅拌装置的表面上,所述丝杆的表面螺纹连接在涂胶装置的内部,其中螺纹连接在丝杆上的涂胶装置就会发生水平移动,以达到涂胶装置对橡胶扶手表面的涂胶作用,所述电机的输出端固定连接在丝杆的右端。该橡胶扶手带涂胶复合设备,达到对胶体的搅拌,来保持胶体粘性和防止胶凝固的作用,以及在对橡胶扶手涂胶的过程中起到对伸缩杆的限位作用,最后达到控制胶体流多少在胶刷上面,从而控
一种硅碳棒冷端及其生产方法.pdf
硅碳棒冷端及其生产方法涉及一种硅碳棒冷端及其生产方法。主要是为解决现有的硅碳棒冷端中含有沥青,生产时对人体有害,污染环境的问题而发明的。配方中包括绿碳化硅50公斤、分解石墨粉10公斤、煅后焦粉40公斤、小麦粉10公斤、糊精5公斤、木粉5公斤、机油5公斤。将上述各种原料按所述的重量比称好后,放入卧式混料锅内混合均匀,然后放入500吨卧式压力机的料缸中压制成型,在200℃温度中进行烘干,烘干后用碳管炉烧结。所述的绿碳化硅是150目的,分解石墨粉是200目的,煅后焦粉是100目的,木粉是100目的。优点是生产时
一种自动扶梯扶手带端部驱动结构.pdf
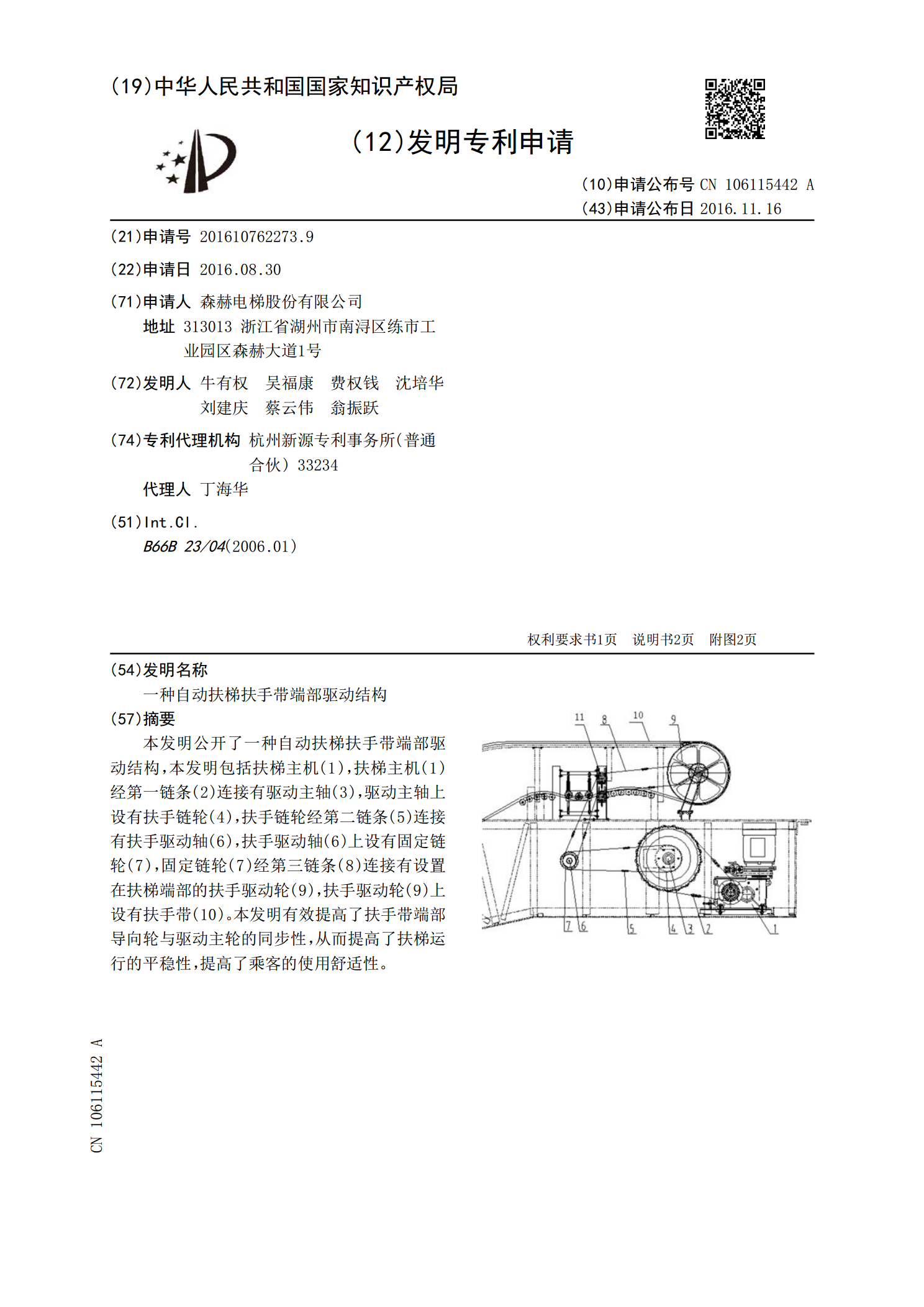
本发明公开了一种自动扶梯扶手带端部驱动结构,本发明包括扶梯主机(1),扶梯主机(1)经第一链条(2)连接有驱动主轴(3),驱动主轴上设有扶手链轮(4),扶手链轮经第二链条(5)连接有扶手驱动轴(6),扶手驱动轴(6)上设有固定链轮(7),固定链轮(7)经第三链条(8)连接有设置在扶梯端部的扶手驱动轮(9),扶手驱动轮(9)上设有扶手带(10)。本发明有效提高了扶手带端部导向轮与驱动主轮的同步性,从而提高了扶梯运行的平稳性,提高了乘客的使用舒适性。
一种橡胶生产方法和橡胶.pdf
本发明提供了一种橡胶生产方法和橡胶,该方法包括:将预分散材料和硫磺混炼,得到硫磺预分散母胶;将预分散材料和促进剂混炼,得到促进剂预分散母胶;预分散材料包括天然胶、操作油、石蜡和硬脂酸;将硫磺预分散母胶、促进剂预分散母胶和母炼胶混炼,得到终炼胶,交联,得到橡胶。该方法预先制备硫磺预分散母胶和促进剂预分散母胶,采用的操作油、石蜡和硬脂酸能够提高硫磺或促进剂在天然胶内部的分散性;由于硫磺和促进剂已提前分散,再加入母炼胶后,它们的分散性得到提高,能有效提高橡胶的均匀性;该方法解决了粉尘飞扬问题,拥有较好的加工工艺