
CN2022114302247一种自动抓取轴承油封压铸生产线及其使用方法.pdf

13****40

1/10

2/10

3/10
4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
CN2022114302247一种自动抓取轴承油封压铸生产线及其使用方法.pdf
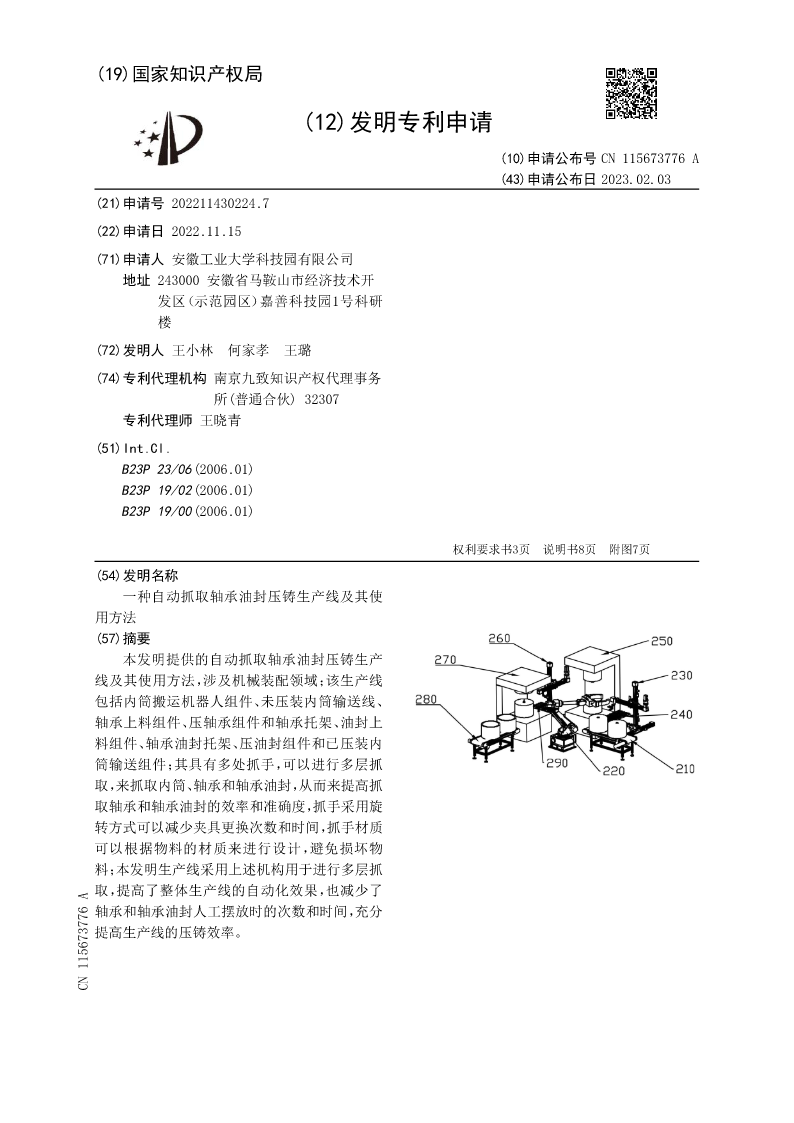
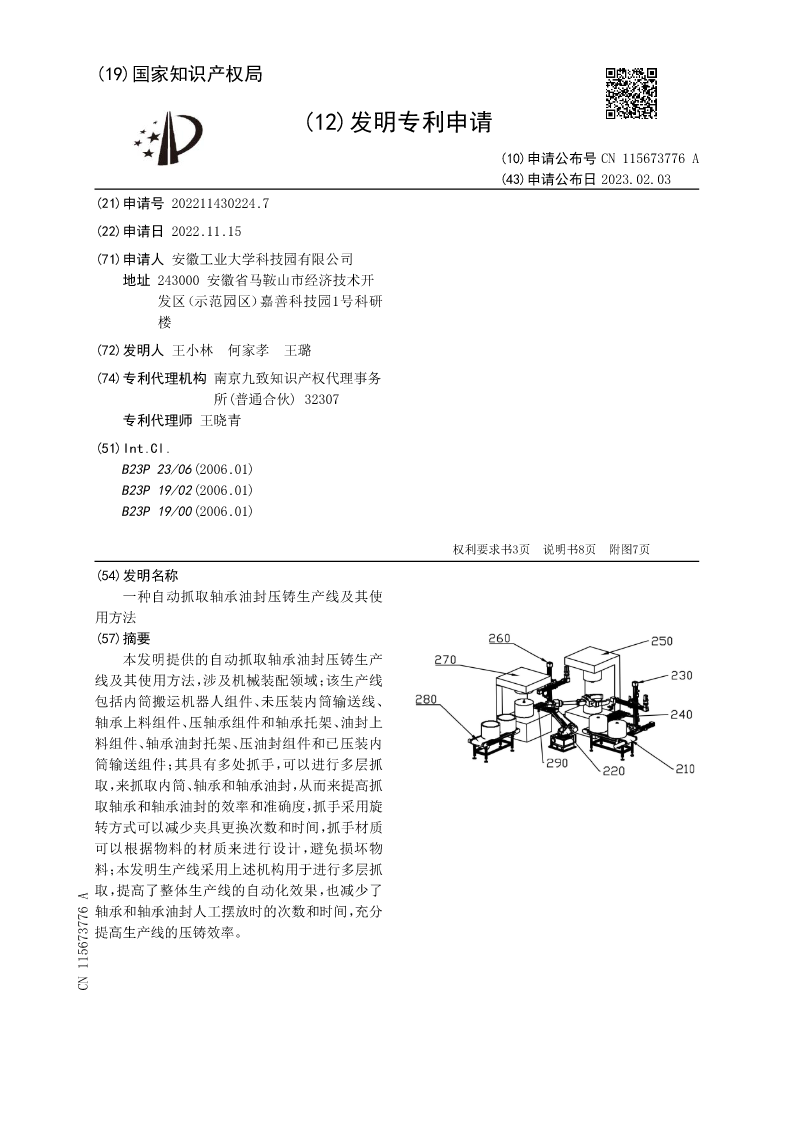
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN115673776A(43)申请公布日2023.02.03(21)申请号202211430224.7(22)申请日2022.11.15(71)申请人安徽工业大学科技园有限公司地址243000安徽省马鞍山市经济技术开发区(示范园区)嘉善科技园1号科研楼(72)发明人王小林何家孝王璐(74)专利代理机构南京九致知识产权代理事务所(普通合伙)32307专利代理师王晓青(51)Int.Cl.B23P23/06(2006.01)B23P19/02(20
一种具有自动进料功能的压铸机及其使用方法.pdf
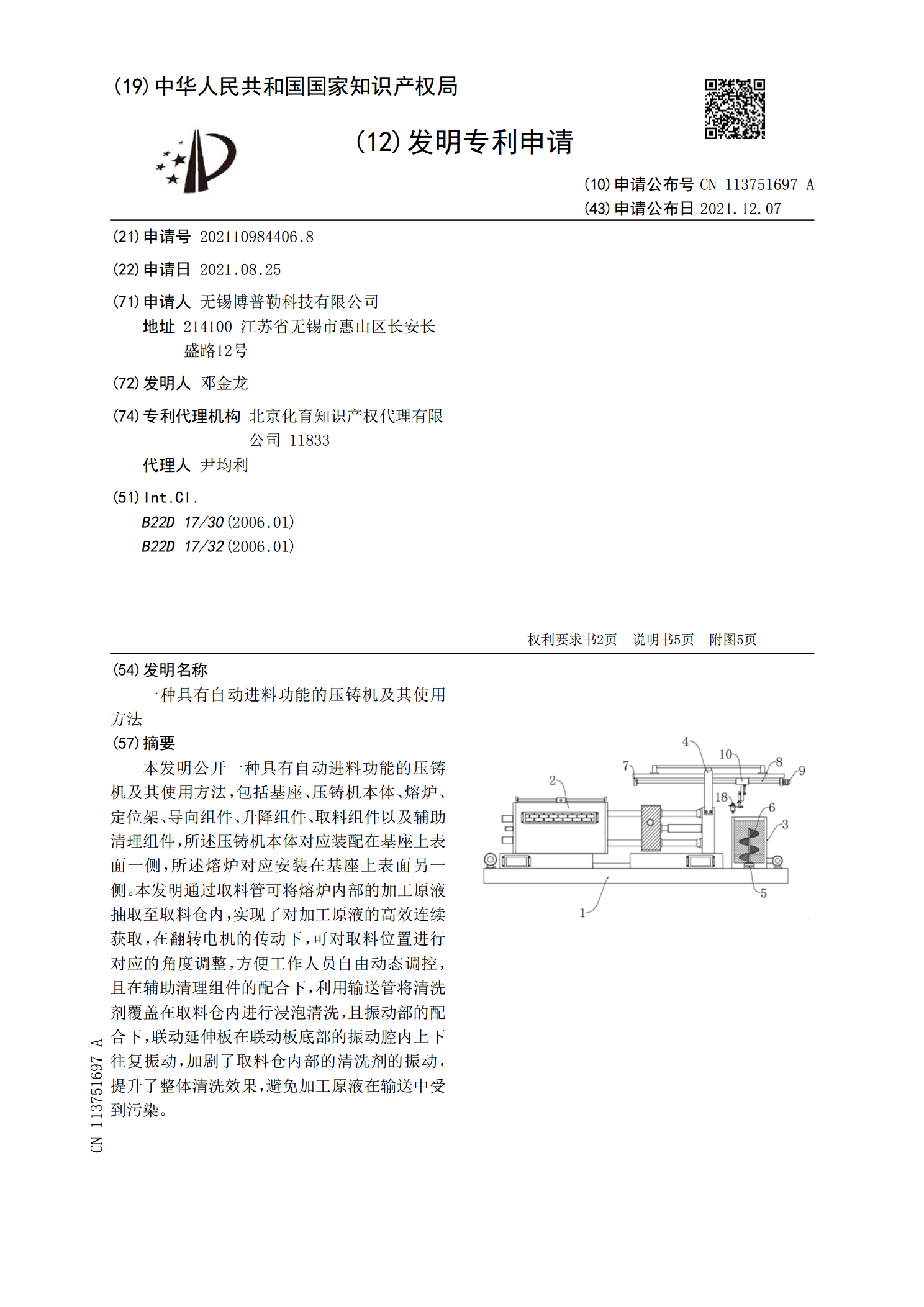
本发明公开一种具有自动进料功能的压铸机及其使用方法,包括基座、压铸机本体、熔炉、定位架、导向组件、升降组件、取料组件以及辅助清理组件,所述压铸机本体对应装配在基座上表面一侧,所述熔炉对应安装在基座上表面另一侧。本发明通过取料管可将熔炉内部的加工原液抽取至取料仓内,实现了对加工原液的高效连续获取,在翻转电机的传动下,可对取料位置进行对应的角度调整,方便工作人员自由动态调控,且在辅助清理组件的配合下,利用输送管将清洗剂覆盖在取料仓内进行浸泡清洗,且振动部的配合下,联动延伸板在联动板底部的振动腔内上下往复振动,
一种远距离螺栓拆除和自动抓取工具及其使用方法.pdf
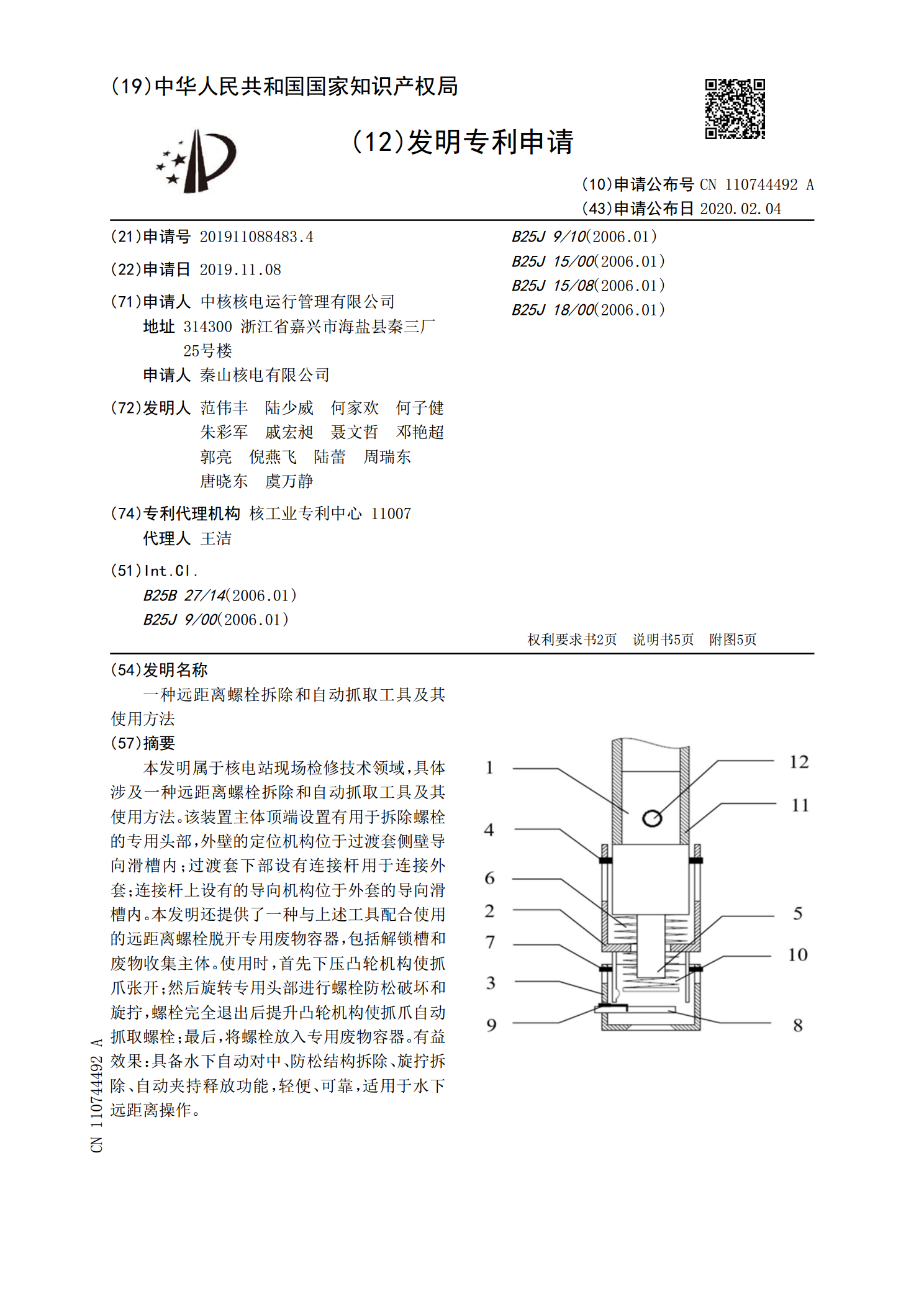
本发明属于核电站现场检修技术领域,具体涉及一种远距离螺栓拆除和自动抓取工具及其使用方法。该装置主体顶端设置有用于拆除螺栓的专用头部,外壁的定位机构位于过渡套侧壁导向滑槽内;过渡套下部设有连接杆用于连接外套;连接杆上设有的导向机构位于外套的导向滑槽内。本发明还提供了一种与上述工具配合使用的远距离螺栓脱开专用废物容器,包括解锁槽和废物收集主体。使用时,首先下压凸轮机构使抓爪张开;然后旋转专用头部进行螺栓防松破坏和旋拧,螺栓完全退出后提升凸轮机构使抓爪自动抓取螺栓;最后,将螺栓放入专用废物容器。有益效果:具备水
一种油封压装夹具及其使用方法.pdf
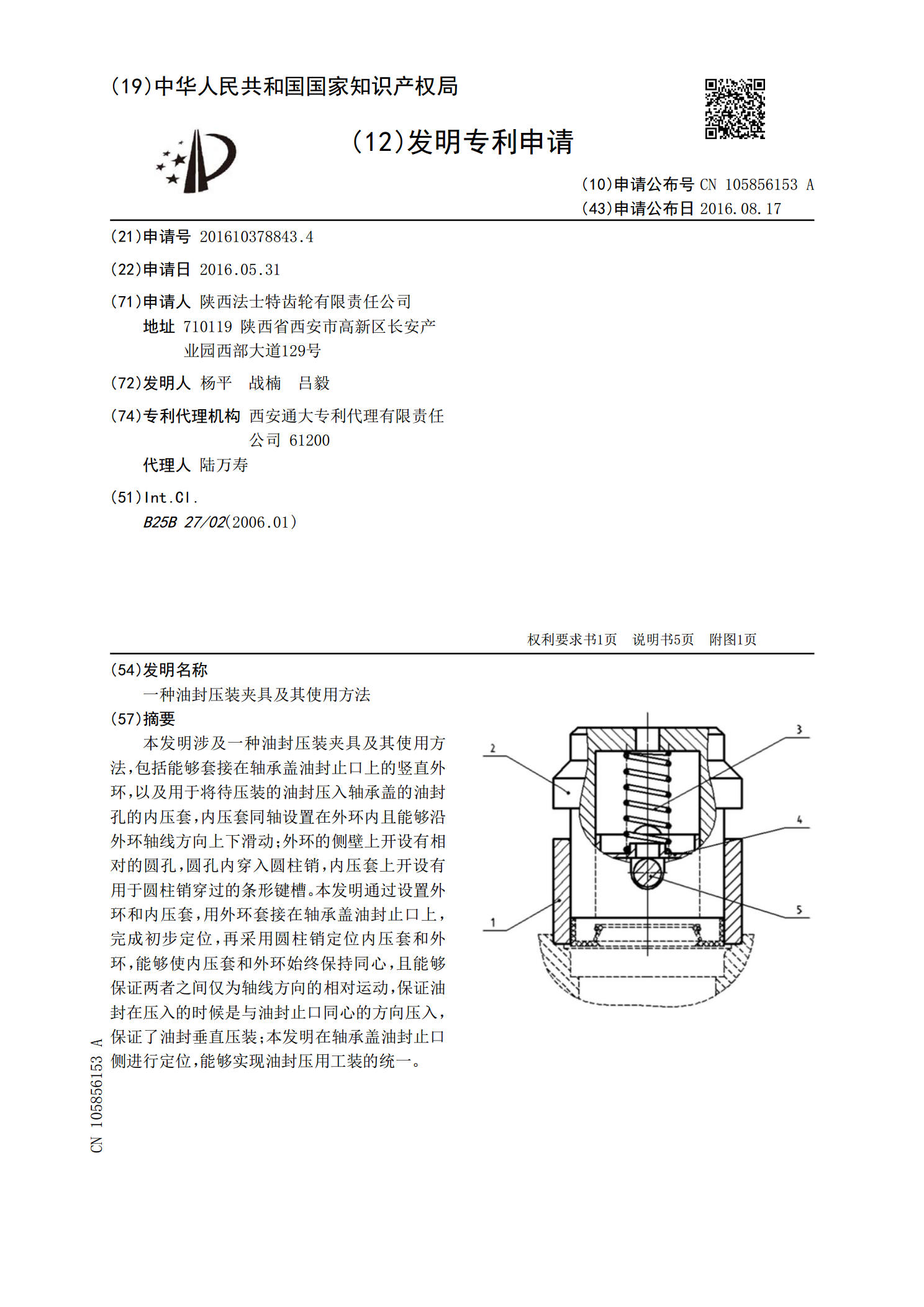
本发明涉及一种油封压装夹具及其使用方法,包括能够套接在轴承盖油封止口上的竖直外环,以及用于将待压装的油封压入轴承盖的油封孔的内压套,内压套同轴设置在外环内且能够沿外环轴线方向上下滑动;外环的侧壁上开设有相对的圆孔,圆孔内穿入圆柱销,内压套上开设有用于圆柱销穿过的条形键槽。本发明通过设置外环和内压套,用外环套接在轴承盖油封止口上,完成初步定位,再采用圆柱销定位内压套和外环,能够使内压套和外环始终保持同心,且能够保证两者之间仅为轴线方向的相对运动,保证油封在压入的时候是与油封止口同心的方向压入,保证了油封垂直
一种油封轴承结构及带有该油封轴承结构的刀轴组件.pdf
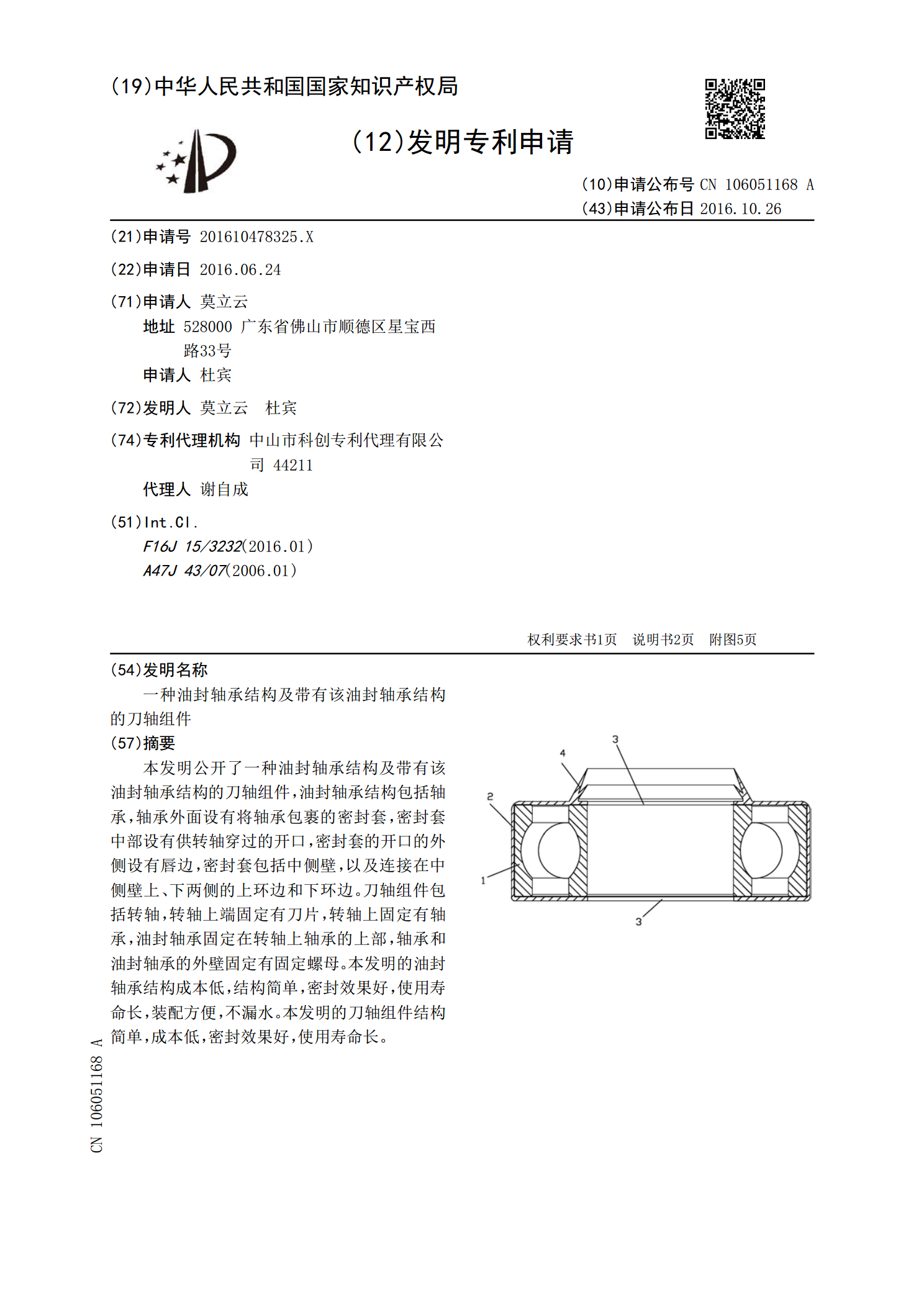
本发明公开了一种油封轴承结构及带有该油封轴承结构的刀轴组件,油封轴承结构包括轴承,轴承外面设有将轴承包裹的密封套,密封套中部设有供转轴穿过的开口,密封套的开口的外侧设有唇边,密封套包括中侧壁,以及连接在中侧壁上、下两侧的上环边和下环边。刀轴组件包括转轴,转轴上端固定有刀片,转轴上固定有轴承,油封轴承固定在转轴上轴承的上部,轴承和油封轴承的外壁固定有固定螺母。本发明的油封轴承结构成本低,结构简单,密封效果好,使用寿命长,装配方便,不漏水。本发明的刀轴组件结构简单,成本低,密封效果好,使用寿命长。