
55SiMnMo中空钢冶炼轧制制钎工艺探讨.pdf

qw****27


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
55SiMnMo中空钢冶炼轧制制钎工艺探讨.pdf
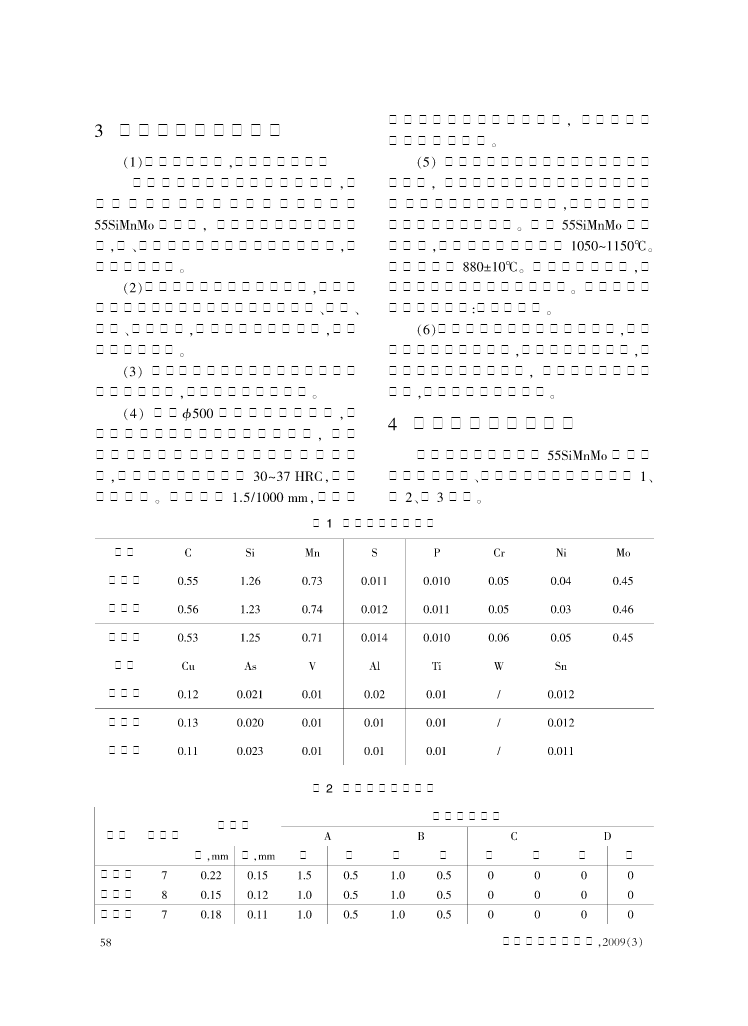
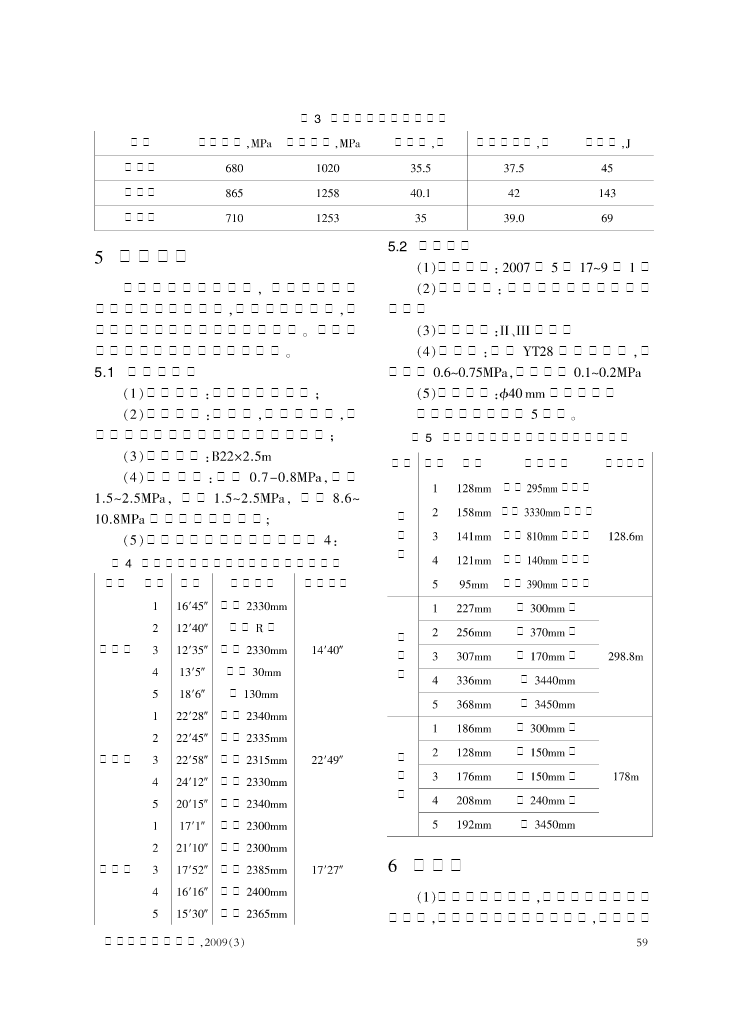
55SiMnMo中空钢冶炼轧制制钎工艺探讨杨云1,唐维兵1,于嘉君1,张吉舟2(1.贵阳特殊钢有限责任公司钎钢厂,贵州贵阳550005;2.贵阳特殊钢有限责任公司钎钢研究所贵州贵阳550005)摘要:随着大功率气腿式凿岩机广泛采用,作为国内优质锥体连接钎杆的主要用钢,55SiMnMo凿岩钎具用中空钢在原来质量的基础上要进一步稳定和提高,这必然要对材料的冶炼、轧制、制钎工序进行改进和调整。文中介绍和讨论了相关情况,现场试验数据表明:锥体连接钎杆寿命,连铸小方坯钻孔工艺的寿命只有连铸大方坯钻孔工艺寿命的60~
一种钎具用中空钢的轧制工艺.pdf
本发明公开了一种钎具用中空钢的轧制工艺,采用连铸钢坯作为坯料,经中心钻孔后装芯材或装内衬管+芯材,经过加热炉加热,加热温度控制在1050~1200℃,然后利用连轧机组或半连轧机组,按照工艺设计的中空钢专用孔型系统:菱-方孔型、菱-菱孔型、箱-方孔型、六角型、万能孔型以及其相互组合,轧制H19~H35、R19~R52中空钢,采用逐道翻钢的轧制方式一火轧成中空钢产品,轧制温度控制在950~1180℃,终轧温度控制在830~950℃。本发明大大缩减了生产成本,提高了成材率和生产效率,打破了中空钢只能在横列式轧机
不锈钢冶炼工艺探讨.pdf
工艺装备不锈钢冶炼工艺探讨张海1,刘玉生2(1.北京科技大学材料科学与工程学院,北京100083;2.唐山钢铁股份有限公司技术中心,河北唐山063016)摘要:本文简要介绍了不锈钢主要冶炼设备的发展历史和前景,同时介绍了不锈钢的生产工艺。结合各生产厂生产实践论述了生产不锈钢的工艺流程,对唐钢今后生产和开发不锈钢产品提出了一些建议。关键词:不锈钢;VOD;AOD;生产流程DiscussionofSteelmakingProcessforStainlessSteelZhangHai1,LiuYusheng2(
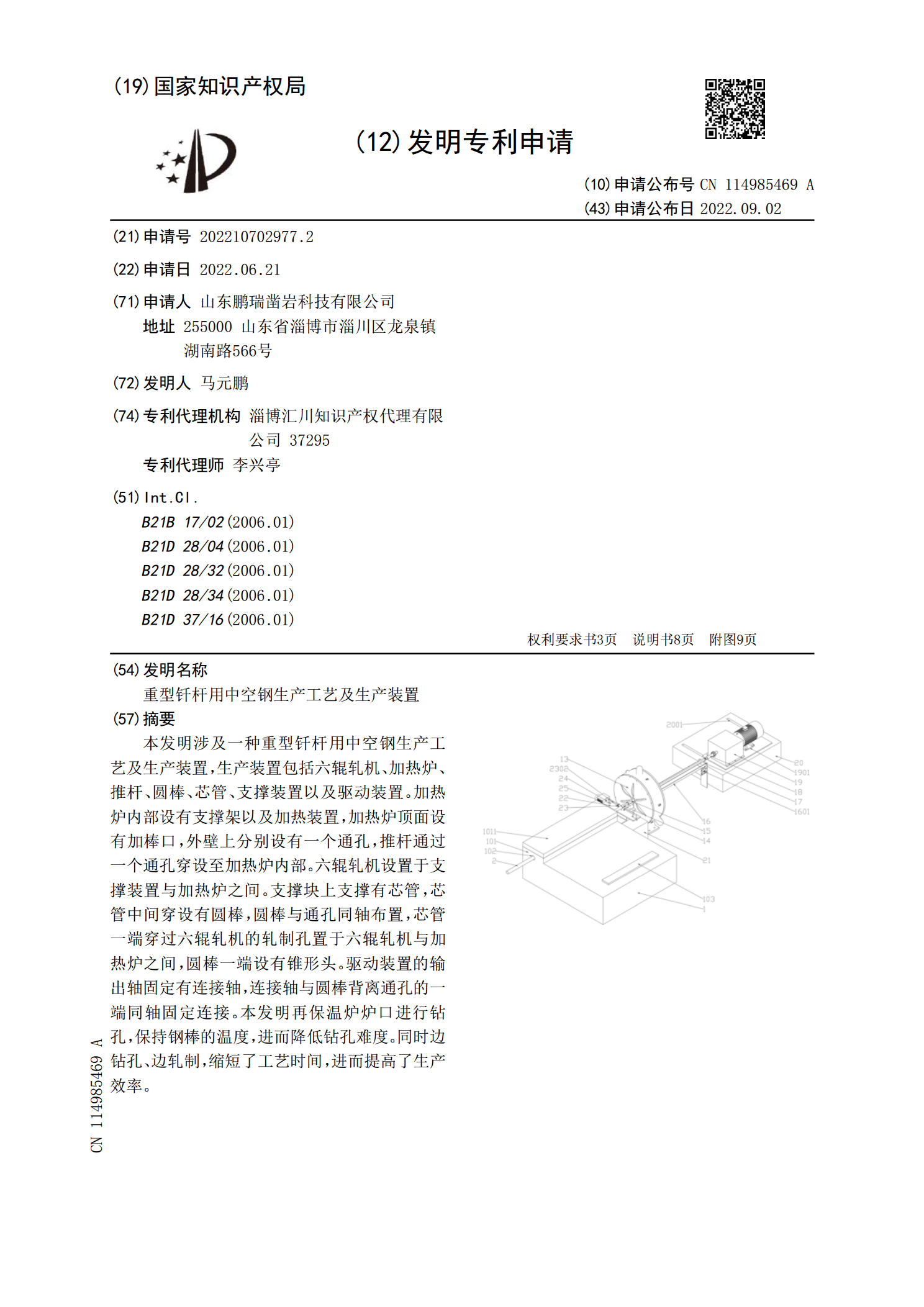
重型钎杆用中空钢生产工艺及生产装置.pdf
本发明涉及一种重型钎杆用中空钢生产工艺及生产装置,生产装置包括六辊轧机、加热炉、推杆、圆棒、芯管、支撑装置以及驱动装置。加热炉内部设有支撑架以及加热装置,加热炉顶面设有加棒口,外壁上分别设有一个通孔,推杆通过一个通孔穿设至加热炉内部。六辊轧机设置于支撑装置与加热炉之间。支撑块上支撑有芯管,芯管中间穿设有圆棒,圆棒与通孔同轴布置,芯管一端穿过六辊轧机的轧制孔置于六辊轧机与加热炉之间,圆棒一端设有锥形头。驱动装置的输出轴固定有连接轴,连接轴与圆棒背离通孔的一端同轴固定连接。本发明再保温炉炉口进行钻孔,保持钢棒
中空钎杆热处理工艺.pdf
本发明为中空钎杆热处理工艺,属于热处理工艺,特点是利用送料架,由加热炉对轧制态40SiMnCrNiMo中空钎杆进行预热、透热、氮冷却和缓冷却处理,完成钎杆的正火热处理及控制冷却,使钎杆获得适宜的金相组织,提高抗冲击、耐疲劳的机械性能。节约能源30%,钎杆终身进尺米数提高1倍。