
铜线连续退火装置的设计与实践.doc

qw****27


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铜线连续退火装置的设计与实践.doc
电线电缆行业,导体加工工序是必不可少的。在电线电缆制造过程中占有相当大的比重,由于电线电缆产品其性能要求各不相同,自然对导体材料及加工要求也各有差异,其中拉制工序尤为突出。特别对铜导体来说,在连续拉线、退火后(除原材料本身外)的质量将直接影响到电缆产品的性能。一、前言本文将着重阐述铜导体的连续拉制、连续退火装备方面的几个关键环节。由于电线电缆产品中的铜导体如:通讯电缆、塑力缆、高压电缆、电磁线等等,几乎都要求导体为经过退火的软线芯,最基本的要求其表面光亮,不氧化,不允许烧伤,延伸率均匀。有些产品要求导体具

一种铜线连续退火水冷装置.pdf
本发明涉及铜线加工领域,尤其涉及一种铜线连续退火水冷装置,该装置可以防止铜线进入水冷箱后与空气接触,且能够有效利用水冷箱内部空间。其结构包括一水冷箱,所述的水冷箱的一侧设有进水口,所述的水冷箱的顶部设有进线口和出线口,进线口和出线口的一侧分别设有第一导向轮和第二导向轮,第一导向轮和第二导向轮分别通过第一支架和第二支架固定于水冷箱的顶部的外表面;所述的水冷箱顶部靠近边缘固定设有一圈挡板,其中一侧的挡板上横向设有出水口;所述的水冷箱内部的底面上并列设有第一退火轮和第二退火轮,所述的水冷箱内部的顶面上设有第三退
大电流电阻式铜线材连续退火装置的设计与研究.pdf
万方数据△卜铜线材温升/℃;大电流电阻式铜线材连续退火装置的设计与研究△卜一加热时间/s;李安1,魏宗平2,王勇1,邵峰跃1基本原理2理论计算结晶、晶粒长大。因而根据加热温度不同可将退火工Q1=1式中R——铜线材电阻/12;,、U——通电电流/A、电压/V;L——加热段铜导体长度/m;"——线材运动速度/m·s~。Q。=Ic——铜线材比热容(420y——铜线材密度(8.9近年来我国经济的快速增长为电线电缆行业提供了巨大的市场空间,目前国内线缆产值在1800亿元/年左右。根据我国“十一五”发展规划,未来5年
铜线退火冷却装置.pdf
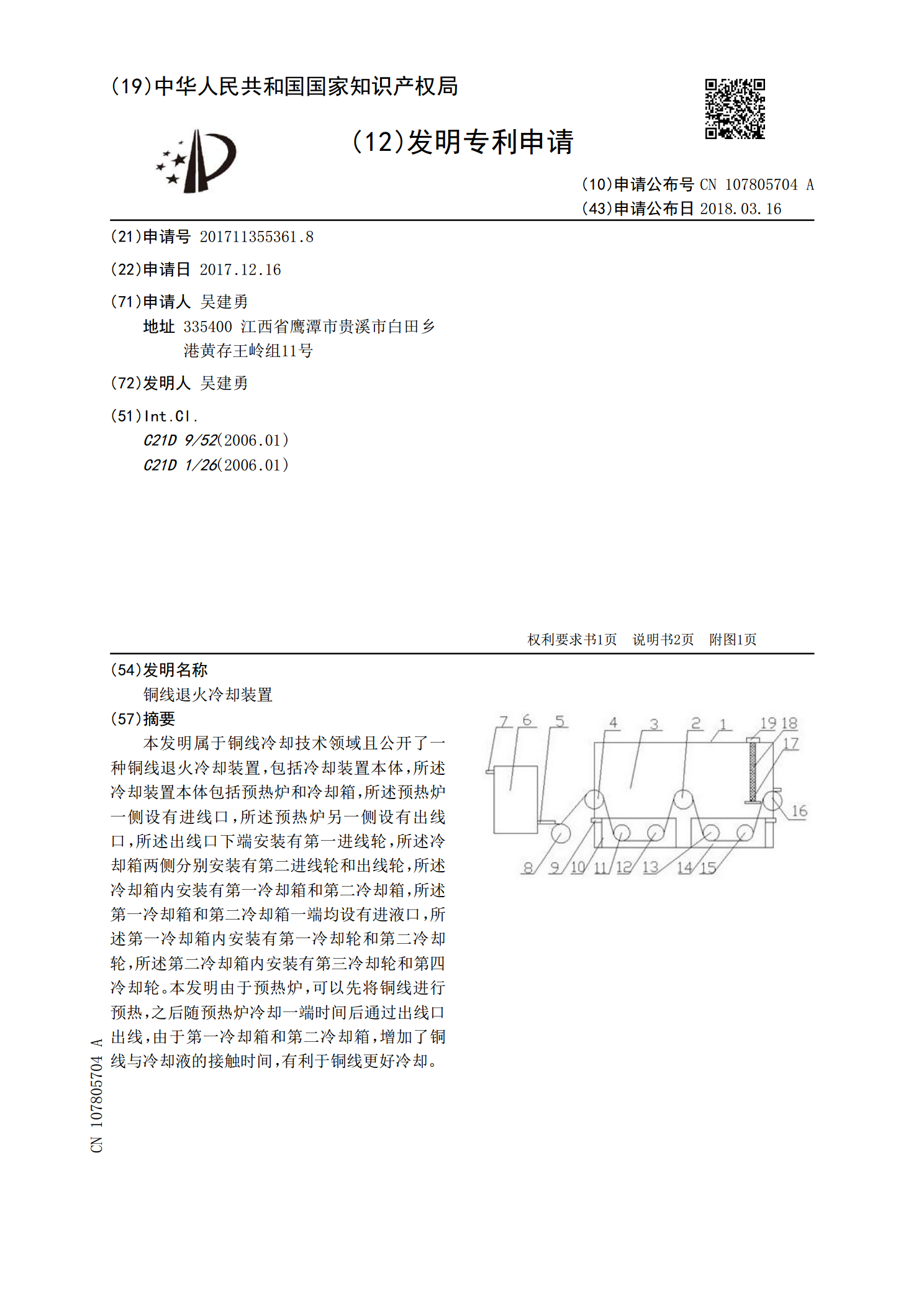
本发明属于铜线冷却技术领域且公开了一种铜线退火冷却装置,包括冷却装置本体,所述冷却装置本体包括预热炉和冷却箱,所述预热炉一侧设有进线口,所述预热炉另一侧设有出线口,所述出线口下端安装有第一进线轮,所述冷却箱两侧分别安装有第二进线轮和出线轮,所述冷却箱内安装有第一冷却箱和第二冷却箱,所述第一冷却箱和第二冷却箱一端均设有进液口,所述第一冷却箱内安装有第一冷却轮和第二冷却轮,所述第二冷却箱内安装有第三冷却轮和第四冷却轮。本发明由于预热炉,可以先将铜线进行预热,之后随预热炉冷却一端时间后通过出线口出线,由于第一冷

多功能铜线退火装置.pdf
本发明公开了一种生产效率高的多功能铜线退火装置,包括:机体,在机体上设置有进线轮、下预热轮、第一走线轮、第二走线轮、上预热轮、第一蒸汽箱、第二蒸汽箱、冷却水箱、吹干器和出线轮,在第一蒸汽箱内设置有上退火轮,在第二蒸汽箱内设置有下退火轮,在上预热轮与第一蒸汽箱之间设置有第一蒸汽保护槽,在第一蒸汽箱与第二蒸汽箱之间设置有第二蒸汽保护槽,在第二蒸汽箱与冷却水箱之间设置有冷却水槽,在冷却水箱内设置有第三走线轮和第四走线轮。