
齿圈的中频淬火技术.pdf

qw****27


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿圈的中频淬火技术.pdf
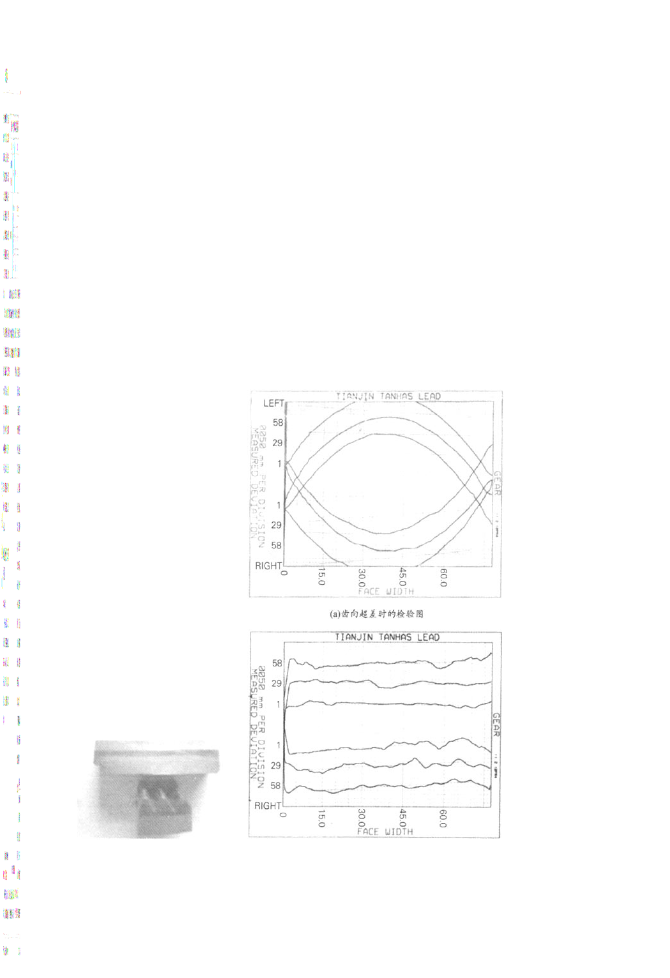
万方数据一垦尹寻虽目盈匿一豳圜圜矧燮i闭⋯⋯|寸捌糍㈣蒯j||霎薹|齿圈的中频淬火技术㈣引引嬲粥晰1I●●I,训I●0l鱼生产现场既斟娥咒揿肿介绍了合金钢材料齿圈的中频淬火技术,主要包括感应器同工件间隙对加热效果的影响,淬火质量,现行中、高频加热淬火工艺参数选择存在的局限-陛等内容。2中频淬火的工艺设计1美国齿圈中频淬火的技厂术要求3感应器结构尺寸对加热效果的影响应采感后应嘎美国某公司委托我厂对其齿圈进行中频淬火加工。齿圈的形状如图1.材料为50Mn2.原始成分符合标准GB3077—1rnm,齿向误差小于
一种用于变速箱内齿圈中频淬火工艺.pdf
本发明及到一种用于变速箱内齿圈中频淬火工艺,采用中碳合金钢整体锻造,包括淬火前热处理、中频淬火及最终回火三部分,热处理需在真空炉内加热保温,之后工件送入淬火机进行单齿淬火,淬火时工件在极短的时间内加热到淬火温度880℃,单齿加热后,单齿冷却,最后进行两次连续回火处理。本发明针外进口汽车变速箱内齿圈传送件,内齿圈淬火后变形大失效问题,因此对热处理工艺进行重新设计、调整以达到较好状态。本发明由于改变了材料和热处理工艺,使零件避免了焊接,结构简化,降低成本,并且提升了零件的安全性。
一种内齿圈中频感应加热淬火工艺.pdf
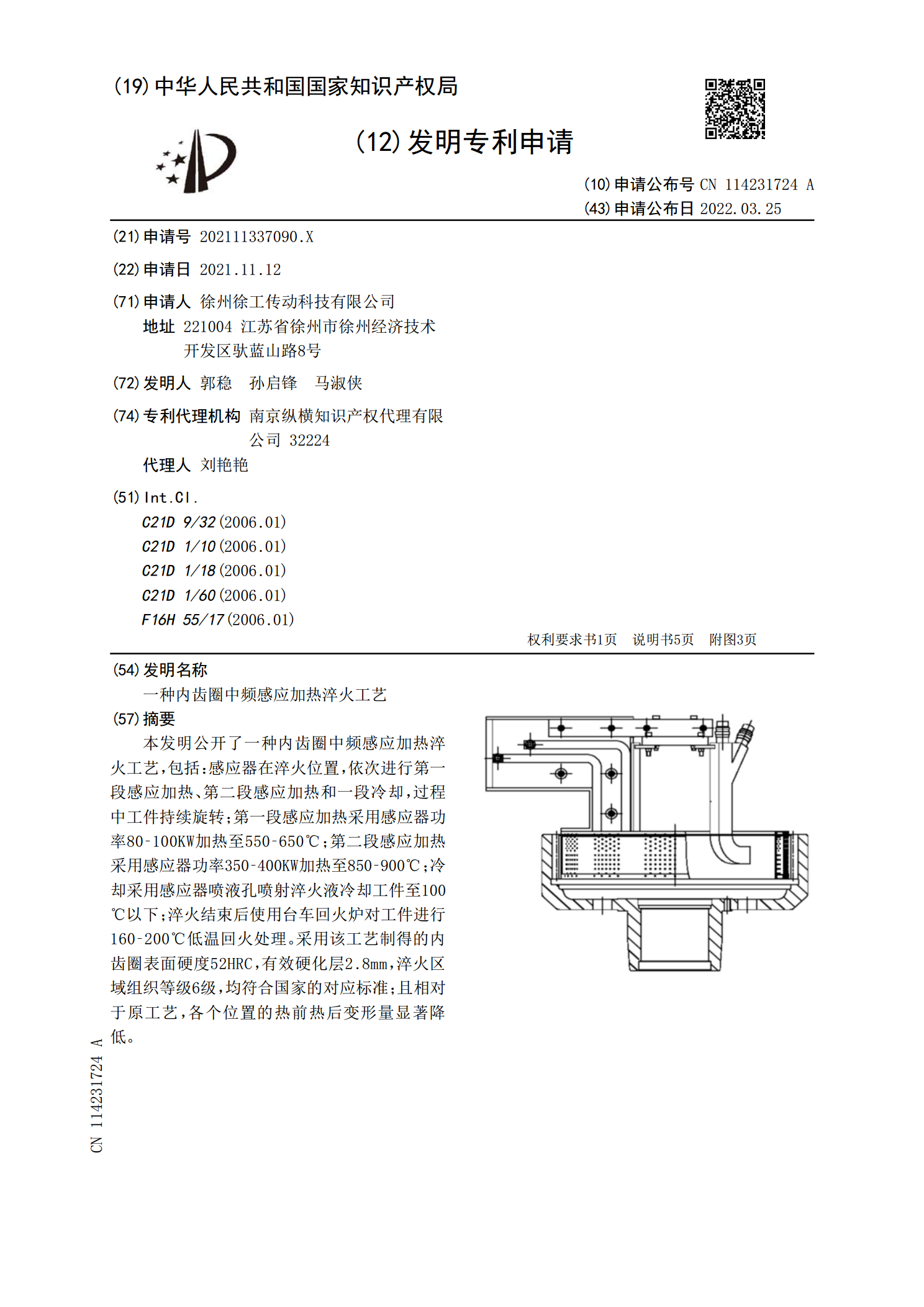
本发明公开了一种内齿圈中频感应加热淬火工艺,包括:感应器在淬火位置,依次进行第一段感应加热、第二段感应加热和一段冷却,过程中工件持续旋转;第一段感应加热采用感应器功率80‑100KW加热至550‑650℃;第二段感应加热采用感应器功率350‑400KW加热至850‑900℃;冷却采用感应器喷液孔喷射淬火液冷却工件至100℃以下;淬火结束后使用台车回火炉对工件进行160‑200℃低温回火处理。采用该工艺制得的内齿圈表面硬度52HRC,有效硬化层2.8mm,淬火区域组织等级6级,均符合国家的对应标准;且相对于

中频淬火工艺对齿圈内在性能影响.docx
中频淬火工艺对齿圈内在性能影响中频淬火是一种现代热处理技术,它适用于高强度齿轮零件的生产,可以提高齿轮的硬度、耐磨性和韧性等性能。与传统的热处理方法相比,中频淬火具有更高的硬度和更均匀的显微组织,而且能够减少齿轮的失真和变形,从而提高生产效率和质量。本文将分析中频淬火技术对齿圈内在性能的影响。1.中频淬火技术的基本原理中频淬火技术是一种通过电磁感应加热金属件并迅速冷却来改善其物理和化学性质的方法。中频淬火的基本原理是将待淬物件置于感应线圈中,通过感应电流将其表面加热,使其达到所需的温度,然后将其迅速浸入冷

混合机辊圈中频表面淬火的技术.doc
关于混合机辊圈中频表面淬火的技术攻关摘要:研究了特大型圆形钢件的表面热处理技术,合理选择热处理中频设备,优化了热处理工艺参数,提高工作效率,取得显著的经济效益。关键词:特大型件中频表面热处理中图分类号:tg162文献标识码:a文章编号:1672-3791(2012)06(b)-0087-012010年酒钢集团西部重工股份有限公司承接本部320m2烧结机工程,其中圆筒混合机设备是该工程的是核心设备,制造难度大,工期紧,质量要求高。该混合机项目包括3套滚筒(长度18m,直径4.6m),单件重量200余吨,其中