
干式酸性电炉炉衬捣打料.doc

as****16


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

干式酸性电炉炉衬捣打料.doc
干式酸性电炉炉衬捣打料酸性炉衬干式捣打料选用优质抗裂性极强的复合高温粘结剂,优质高纯的石英砂、石英粉,合理的颗粒级配生产多种炉衬料。主要应用于各种感应电炉炉衬。化学成份:(化学成份不含烧结剂)名称SiO2Al2O3Fe2O3Na2O+K2OH2O%≥99≤0.1≤0.06≤0.07≤0.5物理性能产品牌号粒度材料密度建议使用温度(℃)最高工作温度(℃)DZT-150≤5mm2.1g/cm31460-15001550DZT-155≤5mm2.1g/cm31500-15501600DZG-160≤5mm2.1

镁铝质电炉炉底干式捣打料.pdf
本发明涉及一种镁铝质电炉炉底干式捣打料,所述干式捣打料的原料按重量百分比包括:镁铝尖晶石32~52%、镁砂10~30%、铝酸镁烧结剂10~25%、刚玉10~25%、活性α‑氧化铝微粉3~7%。本发明能使材料自身过烧收缩受到抑制,减少或避免了电炉炉底的开裂剥落,对钢片式炉底电极的保护性更好,有助于提高电炉炉底使用寿命。

中频炉衬铝镁质干式捣打料配置及烧结工艺.pdf
本发明公开了一种中频炉衬铝镁质干式捣打料配置及烧结工艺,涉及钢铁冶金技术领域。本发明捣打料主要由以下重量百分含量的组分组成:粒径在0.5mm‑3mm的颗粒料65%‑75%;粒径在≤0.5mm的粉体料20%‑45%;粒径在≤0.1mm的外加剂0.1%‑0.5%;粒径在≤0.005mm的高温复合促烧剂1%‑3%。本发明通过合理的颗粒级配,提高了捣打料的抗热震性能及抗化学侵蚀性能,配合合理的烧结工艺,使炉衬在使用中形成尖晶石,产生的膨胀与烧结产生的收缩相匹配,可显著改善施工后中频炉炉衬的烧结质量,使炉衬总体强度
环保型酸性炉衬干式振动料.pdf
本发明涉及酸性炉衬耐火材料技术领域,尤其涉及一种环保型酸性炉衬干式振动料,其包括如下质量份数的原料:粒径5~8mm废硅砖颗粒15~20%、粒径3~5mm废硅砖颗粒8~15%、粒径1~3mm废硅砖颗粒18~25%、粒径0~1mm废硅砖颗粒25~33%、325目优质天然石英砂粉25~30%、B
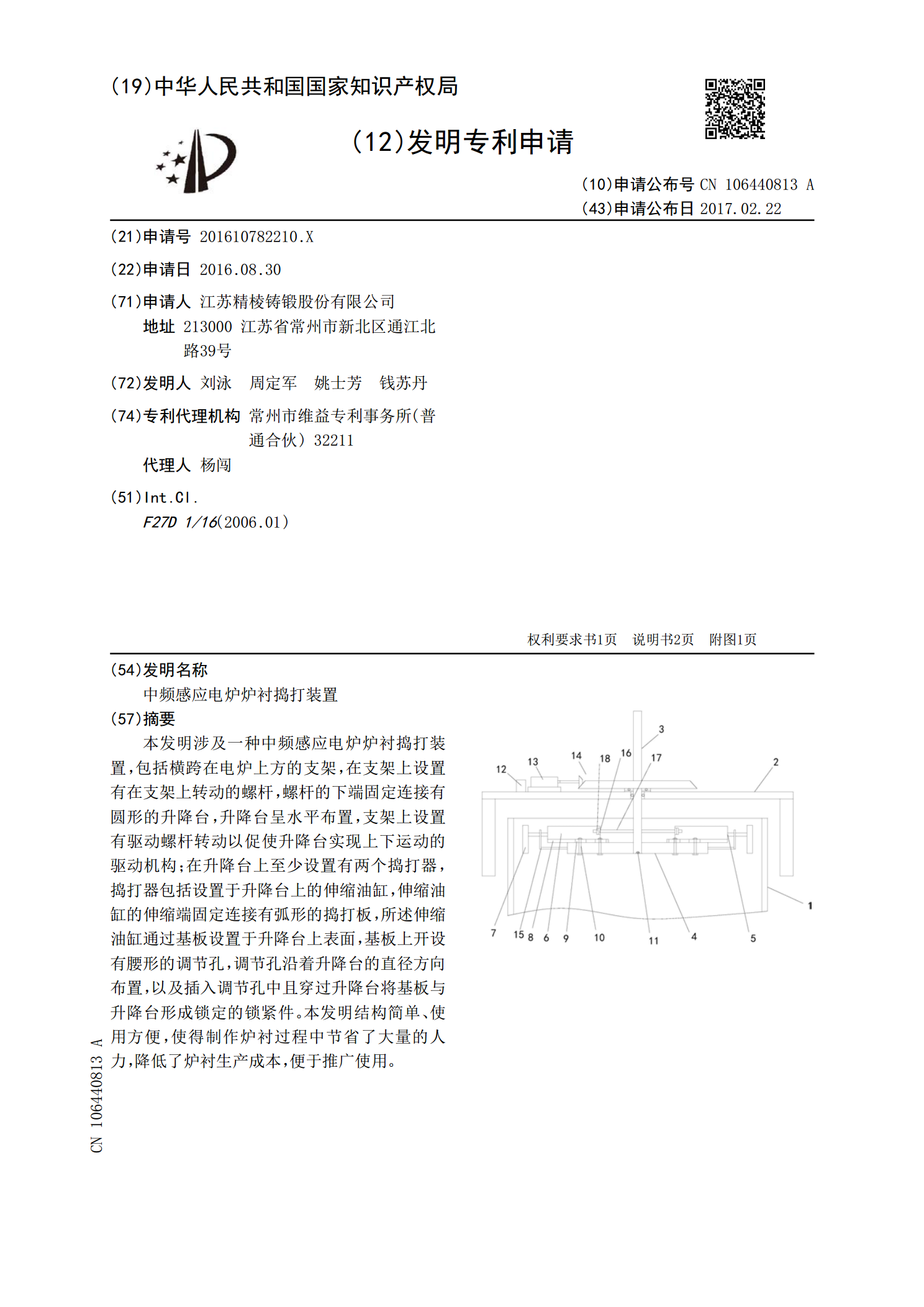
中频感应电炉炉衬捣打装置.pdf
本发明涉及一种中频感应电炉炉衬捣打装置,包括横跨在电炉上方的支架,在支架上设置有在支架上转动的螺杆,螺杆的下端固定连接有圆形的升降台,升降台呈水平布置,支架上设置有驱动螺杆转动以促使升降台实现上下运动的驱动机构;在升降台上至少设置有两个捣打器,捣打器包括设置于升降台上的伸缩油缸,伸缩油缸的伸缩端固定连接有弧形的捣打板,所述伸缩油缸通过基板设置于升降台上表面,基板上开设有腰形的调节孔,调节孔沿着升降台的直径方向布置,以及插入调节孔中且穿过升降台将基板与升降台形成锁定的锁紧件。本发明结构简单、使用方便,使得制