
大型高炉炉壳制作技术.pdf

qw****27


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型高炉炉壳制作技术.pdf
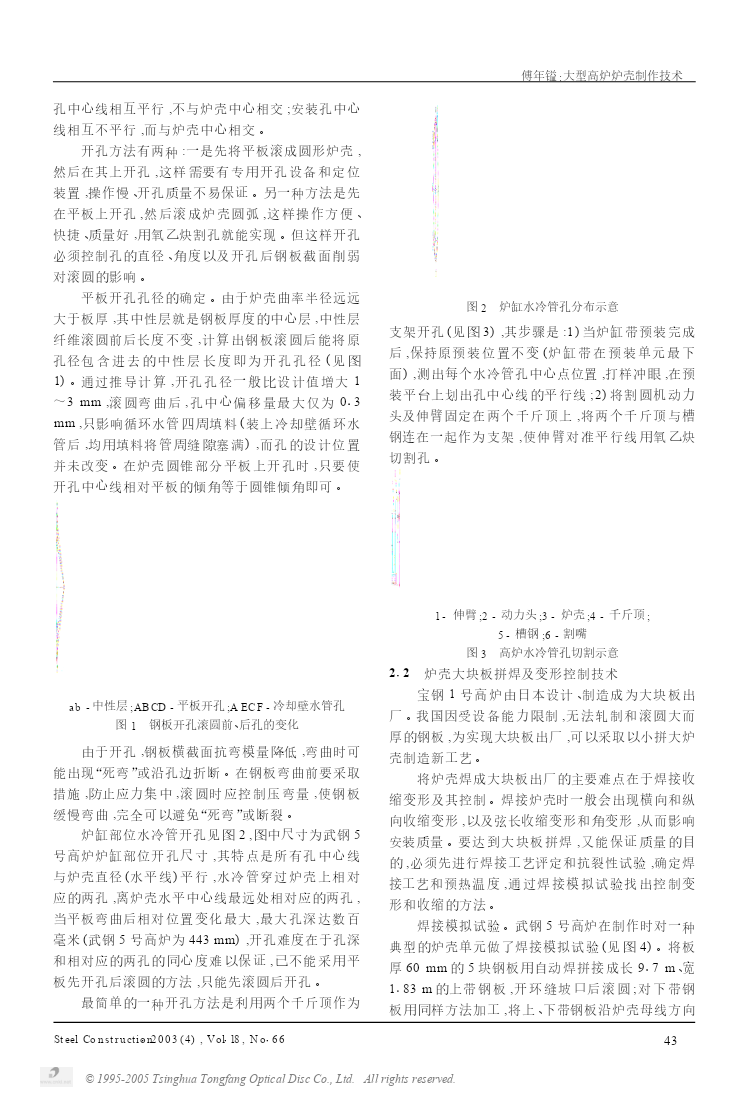
特种钢结构大型高炉炉壳制作技术傅年镒(武钢金属结构有限责任公司武汉430083)摘要我国高炉炉壳过去在工厂制作时只进行单块炉壳下料、滚圆和预装,而炉壳焊接和炉壳开孔都在工地进行。20世纪80年代宝钢引进日本技术建设1号高炉,使国内高炉制造技术发生根本变化,大量现场安装工作转入到工厂中完成,形成一套新的高炉炉壳制造技术。关键词炉壳开孔焊接标高控制法兰装配THEMANUFACTURETECHNIQUEOFLARGEBLASTFURNACESHELLFuNianyi(WISCOMetalStructureCo1
大型高炉炉壳制造技术.pdf
TotalNo.155冶金设备第155期总February2006METALLURGICALEQUIPMENT2006年2月第1期·设备制造·大型高炉炉壳制造技术刘曦①肖玉光李延智刘一心胡显冲武汉冶金(设备制造公司武汉430083)要以宝摘钢4350耐高炉二号移地大修工程高炉炉壳结构为例,论述现代大型高炉特点和制造中采用厚板切割、成形、焊接以及风口段制作等关键技术。键词炉关壳开孔成形焊接风口段图分类号中TF573.2文献标识码BFabricationTechnologyforLarge一sizedBlas
工程高炉炉壳制作方案.doc
炉体制作安装方案工程概况该工程主要介绍**有限公司1#、2#高炉炉壳;炉壳设计标高27.1m;底座标高4.825m;最大直径7.432m;总重110540Kg。工程技术标准及施工验收规范高炉炉壳使用Q345—B钢制作,钢材的抗拉强度、伸长率、屈服点,冷弯试验及碳硫磷的极限含量符合GB/T1591—2008的规定。焊接采用E50型焊条,其性能必须符合GB/T5117—1995或GB/T5118—1995的规定,焊缝质量应符合《钢焊缝手工超声波探伤方法和探伤结果分析法》GB11345中表B类Ⅱ级规定。所有壳体

工程高炉炉壳制作方案.doc
炉体制作安装方案工程概况该工程主要介绍**有限公司1#、2#高炉炉壳;炉壳设计标高27.1m;底座标高4.825m;最大直径7.432m;总重110540Kg。工程技术标准及施工验收规范高炉炉壳使用Q345—B钢制作,钢材的抗拉强度、伸长率、屈服点,冷弯试验及碳硫磷的极限含量符合GB/T1591—2008的规定。焊接采用E50型焊条,其性能必须符合GB/T5117—1995或GB/T5118—1995的规定,焊缝质量应符合《钢焊缝手工超声波探伤方法和探伤结果分析法》GB11345中表B类Ⅱ级规定。所有壳体

4000m3高炉炉壳制作技术.docx
4000m3高炉炉壳制作技术4000m3高炉炉壳制作技术高炉是冶金工业中的关键设备,用于将铁矿石还原为铁。炉壳是高炉的主要组成部分,它用于包裹高炉中的炉料和冷却材料。高炉的炉壳需要具备高度的机械强度和良好的耐热性能,以保证高温高压下的稳定运行。在本文中,我们将介绍4000m3高炉炉壳制作技术,探讨其材料选择和生产工艺。一、材料选择1.炉壳外侧高炉炉壳外侧一般选择浇注钢筋混凝土,这种结构具有良好的机械强度和耐腐蚀性能,同时也可以提高厚度和密度的可控性。经济效益相对较高,而且比较容易施工。同时,国内的建筑结构