
钢的退火工艺.doc

qw****27


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢的退火工艺.doc
钢的退火工艺退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。一.完全退火完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。完全退火工艺曲线见图1.1。3.工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可
不锈钢螺栓退火装置及退火工艺.pdf
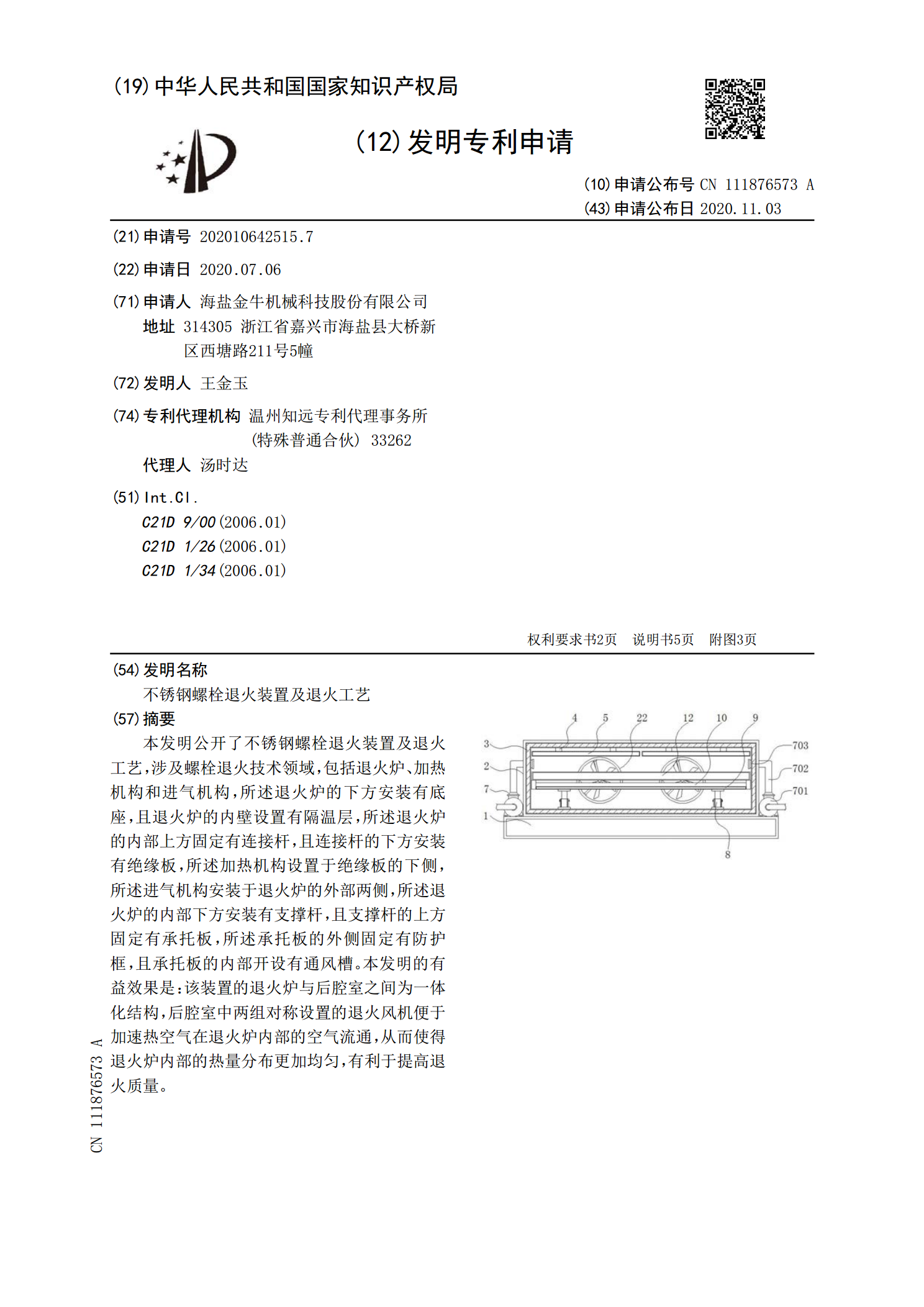
本发明公开了不锈钢螺栓退火装置及退火工艺,涉及螺栓退火技术领域,包括退火炉、加热机构和进气机构,所述退火炉的下方安装有底座,且退火炉的内壁设置有隔温层,所述退火炉的内部上方固定有连接杆,且连接杆的下方安装有绝缘板,所述加热机构设置于绝缘板的下侧,所述进气机构安装于退火炉的外部两侧,所述退火炉的内部下方安装有支撑杆,且支撑杆的上方固定有承托板,所述承托板的外侧固定有防护框,且承托板的内部开设有通风槽。本发明的有益效果是:该装置的退火炉与后腔室之间为一体化结构,后腔室中两组对称设置的退火风机便于加速热空气在退

钢的常用退火工艺的分类及应用.doc
。-可编辑修改-钢的常用退火工艺的分类及应用类别主要目的工艺特点应用范围扩散退火成分均匀化加热至Ac3十(150—200)℃,长时间保温后缓慢冷却铸钢件及具有成分偏析的锻轧件等完全退火细化组织,降低硬度加热至Ac3十(30—50)℃,保温后缓慢冷却铸、焊件及中碳钢和中碳合金钢锻轧件等不完全退火细化组织,降低硬度加热至Acl十(40一60)℃,保温后缓慢冷却中、高碳钢和低合金钢锻轧件等(组织细化程度低于完全退火)等温退火细化组织,降低硬度,防止产生白点加热至Ac3十(30—50)℃(亚共析钢)或Acl十(2

冲压钢连续退火工艺研究.docx
冲压钢连续退火工艺研究冲压钢连续退火工艺研究摘要:随着冲压工艺的发展,冲压钢产品在各个行业中广泛应用。然而,冲压过程中的应力、变形和高温处理等因素会对冲压钢的性能产生不可忽视的影响。因此,连续退火作为冲压钢产品制造过程中重要的热处理工艺之一,对于提高冲压钢产品的性能和质量至关重要。本文旨在研究冲压钢连续退火工艺的影响因素、退火工艺参数及其对冲压钢性能的影响,并提出优化连续退火工艺的建议。引言:冲压钢是冲压工艺中常用的材料,其具有高强度、耐磨性和成形性好等优点,在汽车、电器、航空等领域广泛应用。然而,冲压过

高速钢退火工艺研究.docx
高速钢退火工艺研究高速钢退火工艺研究摘要:高速钢是目前应用广泛的切削工具材料之一,其性能的优劣直接影响着切削加工的质量和效果。退火是高速钢生产过程中的重要工艺环节之一,通过合理的退火工艺可以调控高速钢的组织结构及力学性能,提高其使用寿命。本文通过对高速钢退火工艺的研究,总结了目前常用的退火工艺方案,并对其影响因素进行了分析。关键词:高速钢;退火工艺;组织结构;力学性能;使用寿命1.引言高速钢是一种具有优异综合性能的切削工具材料,其主要组成成分为碳(C)、钼(Mo)、钴(Co)、铬(Cr)、钨(W)等元素。