
磨床与电机驱动电路.doc

kp****93


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨床与电机驱动电路.doc
第二章磨床与电机驱动电路简介2.1磨床简介磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工。通常,磨具旋转为主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、表面粗糙度Ra值小。下面以工业中常见的M7130卧轴矩台平面磨床为例,简要介绍磨床的工作原理。2.1.1磨床结构M7130卧轴矩台平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作手柄等构成,外形结构如图2-1所示。图2-1铣床外部结构图1—立

电机驱动电路详细经典.doc
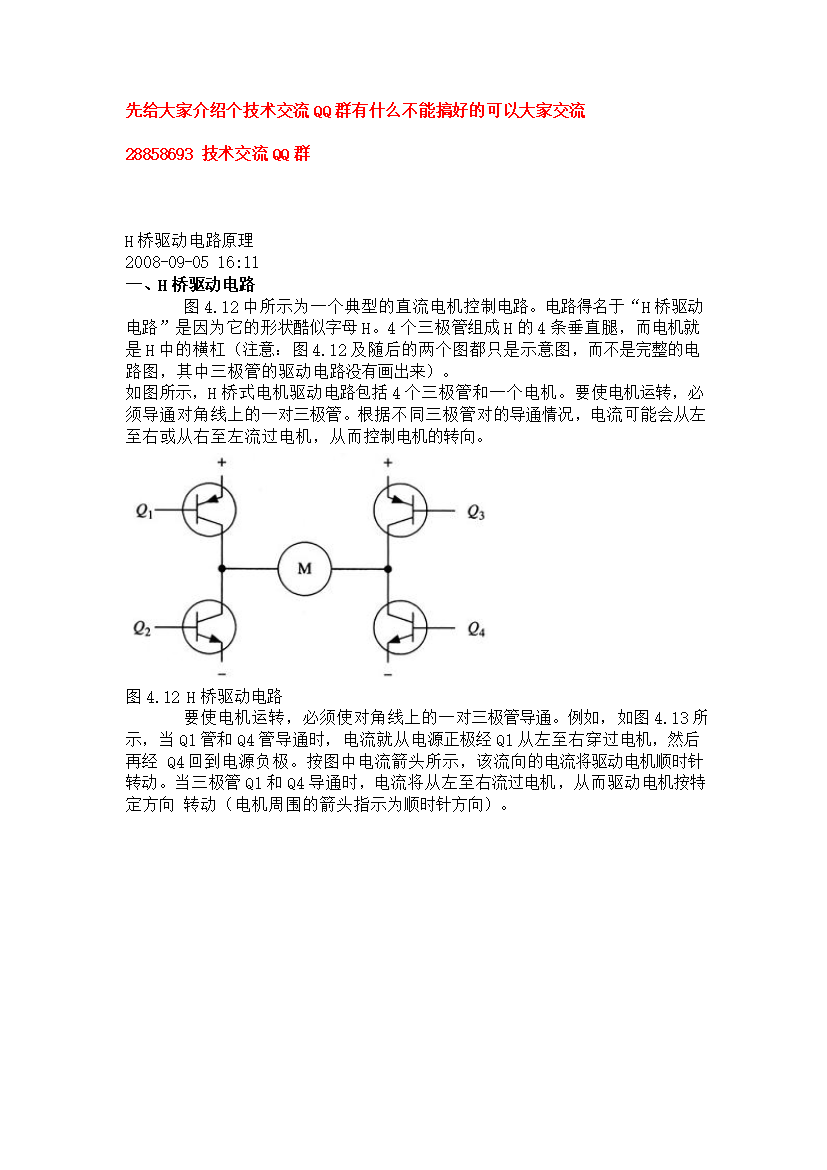
先给大家介绍个技术交流QQ群有什么不能搞好的可以大家交流28858693技术交流QQ群H桥驱动电路原理2008-09-0516:11一、H桥驱动电路图4.12中所示为一个典型的直流电机控制电路。电路得名于“H桥驱动电路”是因为它的形状酷似字母H。4个三极管组成H的4条垂直腿,而电机就是H中的横杠(注意:图4.12及随后的两个图都只是示意图,而不是完整的电路图,其中三极管的驱动电路没有画出来)。如图所示,H桥式电机驱动电路包括4个三极管和一个电机。要使电机运转,必须导通对角线上的一对三极管。根据不同三极管对

电机功率驱动保护电路.pdf
本发明涉及一种电机功率驱动保护电路,本发明通过在伺服控制器和驱动功率放大器之间设置逻辑控制单元,用于根据电机的运行状态和伺服控制器中软件的运行状态输出通道功放使能信号,当电机运行在电机驱动软件限位区域时,逻辑控制单元输出无效信号,使驱动功率放大器正常工作;当电机运行超出电机驱动软件限位区域时,逻辑控制单元输出有效信号,关断驱动功率放大器,电机停止运转;当伺服控制器输出端的PWM信号处于高电平或低电平时,逻辑控制单元输出有效信号,关断驱动功率放大器,电机停止运转。本发明能显著提高控制系统功率放大器运行安全性
电机驱动电路详细经典.doc
先给大家介绍个技术交流QQ群有什么不能搞好的可以大家交流28858693技术交流QQ群H桥驱动电路原理2008-09-0516:11一、H桥驱动电路图4.12中所示为一个典型的直流电机控制电路。电路得名于“H桥驱动电路”是因为它的形状酷似字母H。4个三极管组成H的4条垂直腿,而电机就是H中的横杠(注意:图4.12及随后的两个图都只是示意图,而不是完整的电路图,其中三极管的驱动电路没有画出来)。如图所示,H桥式电机驱动电路包括4个三极管和一个电机。要使电机运转,必须导通对角线上的一对三极管。根据不同三极管对
步进电机及其驱动电路.doc
32第三节步进电动机及其驱动一、步进电机的特点与种类1.步进电机的特点步进电机又称脉冲电机。它是将电脉冲信号转换成机械角位移的执行元件。每当输入一个电脉冲时,转子就转过一个相应的步距角。转子角位移的大小及转速分别与输入的电脉冲数及频率成正比,并在时间上与输入脉冲同步。只要控制输入电脉冲的数量、频率以及电机绕组通电相序即可获得所需的转角、转速及转向。步进电动机具有以下特点:工作状态不易受各种干扰因素(如电压波动、电流大小与波形变化、温度等)的影响;步进电动机的步距角有误差,转子转过一定步数以后也会出现累