
光纤拉丝工艺.ppt

15****47

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

光纤拉丝工艺.ppt
第四节光纤拉丝技术及涂覆工艺第四节光纤拉丝技术及涂覆工艺一次涂覆工艺:将拉制成的裸光纤表面涂覆上一层弹性模量比较高的涂覆材料。作用:保护拉制出的光纤表面不受损伤,并提高其机械强度,降低衰减。在工艺上,一次涂覆与拉丝是相互独立的两个工艺步骤,而在实际生产中,一次涂覆与拉丝是在一条生产线上一次完成的。一、拉丝工艺1、拉丝装置组成光纤预制棒的拉丝机由五个基本部分构成:(1)光纤预制棒馈送系统;(2)加热系统;(3)拉丝机构;(4)各参数控制系统;(5)水冷却和气氛保护及控制系统。五者之间精确的配合构成完整拉丝工

拉丝工艺-光纤的制造.ppt
光纤的制造纤芯和包层是不可分离的纤芯与包层合起来组成裸光纤。光纤原理(全反射)光纤的制造主要工艺步骤:1光纤预制棒制备2光纤拉丝(原材料:预制棒)预制棒的制作(气相沉积技术)外部化学气相沉积法(OVD)OVD实物图等离子体管内化学气相沉积法(PCVD)经PCVD沉积好的管子在熔缩车床上熔缩成一实心预制棒预制棒拉丝预制棒经拉丝被拉成125µm粗细的光纤并涂上二层树脂以保护光纤的强度。普通光纤拉丝塔特种光纤拉丝塔光纤直径控制原理已知在正常状态若预制棒的馈送速度为V送光纤的拉

光纤制造技术光纤拉丝技术及涂覆工艺光纤.ppt
第四节光纤拉丝技术及涂覆工艺一次涂覆工艺:将拉制成的裸光纤表面涂覆上一层弹性模量比较高的涂覆材料。作用:保护拉制出的光纤表面不受损伤,并提高其机械强度,降低衰减。在工艺上,一次涂覆与拉丝是相互独立的两个工艺步骤,而在实际生产中,一次涂覆与拉丝是在一条生产线上一次完成的。一、拉丝工艺1、拉丝装置组成光纤预制棒的拉丝机由五个基本部分构成:(1)光纤预制棒馈送系统;(2)加热系统;(3)拉丝机构;(4)各参数控制系统;(5)水冷却和气氛保护及控制系统。五者之间精确的配合构成完整拉丝工艺。具体的机械和电气设备系统
光纤拉丝装置及光纤拉丝方法.pdf
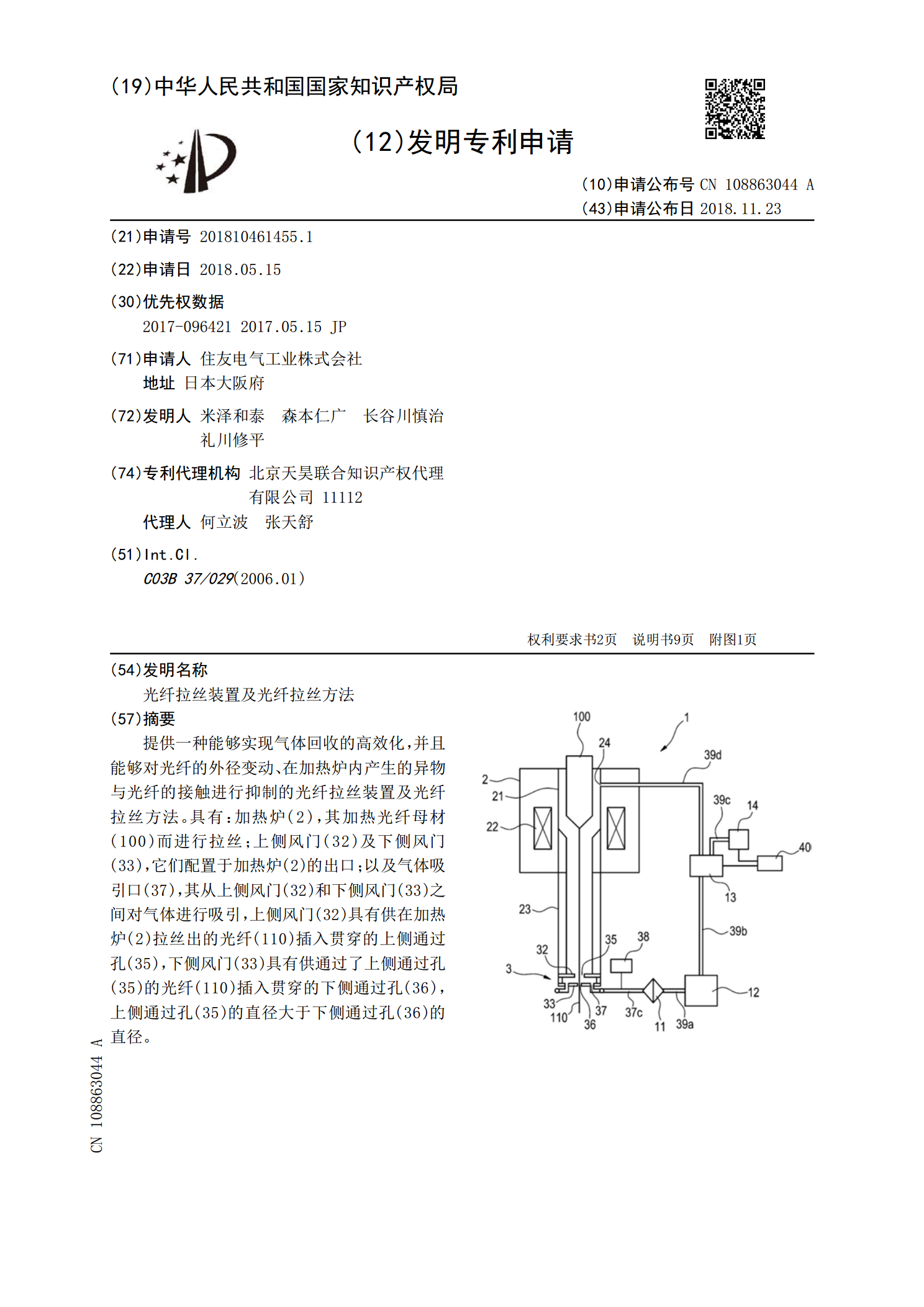
提供一种能够实现气体回收的高效化,并且能够对光纤的外径变动、在加热炉内产生的异物与光纤的接触进行抑制的光纤拉丝装置及光纤拉丝方法。具有:加热炉(2),其加热光纤母材(100)而进行拉丝;上侧风门(32)及下侧风门(33),它们配置于加热炉(2)的出口;以及气体吸引口(37),其从上侧风门(32)和下侧风门(33)之间对气体进行吸引,上侧风门(32)具有供在加热炉(2)拉丝出的光纤(110)插入贯穿的上侧通过孔(35),下侧风门(33)具有供通过了上侧通过孔(35)的光纤(110)插入贯穿的下侧通过孔(36
一种光纤拉丝生产工艺.pdf
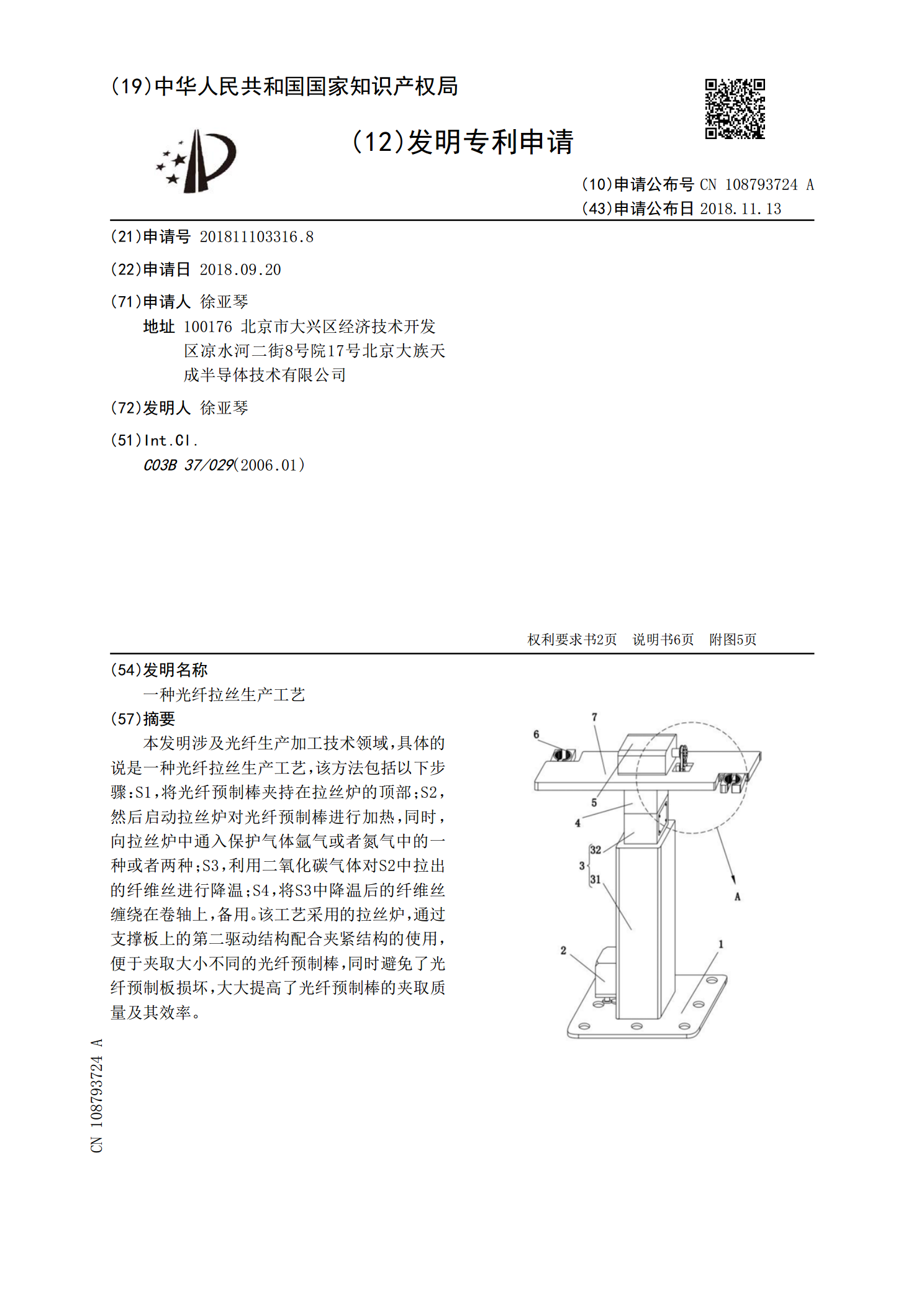
本发明涉及光纤生产加工技术领域,具体的说是一种光纤拉丝生产工艺,该方法包括以下步骤:S1,将光纤预制棒夹持在拉丝炉的顶部;S2,然后启动拉丝炉对光纤预制棒进行加热,同时,向拉丝炉中通入保护气体氩气或者氮气中的一种或者两种;S3,利用二氧化碳气体对S2中拉出的纤维丝进行降温;S4,将S3中降温后的纤维丝缠绕在卷轴上,备用。该工艺采用的拉丝炉,通过支撑板上的第二驱动结构配合夹紧结构的使用,便于夹取大小不同的光纤预制棒,同时避免了光纤预制板损坏,大大提高了光纤预制棒的夹取质量及其效率。