
第三节砂型铸件结构工艺性案例.ppt

15****47

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共56页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第三节砂型铸件结构工艺性案例.ppt
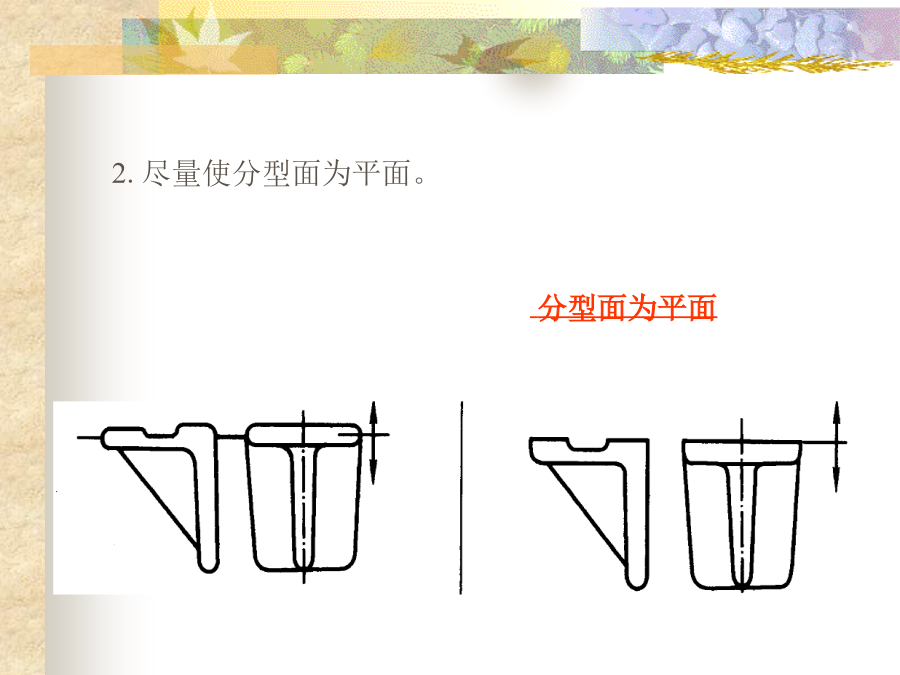
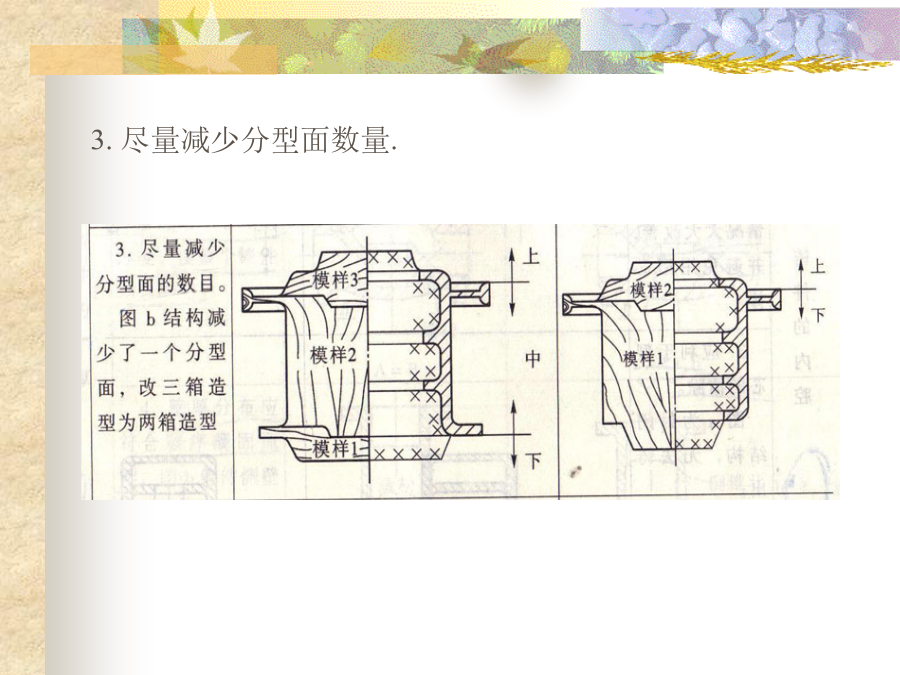
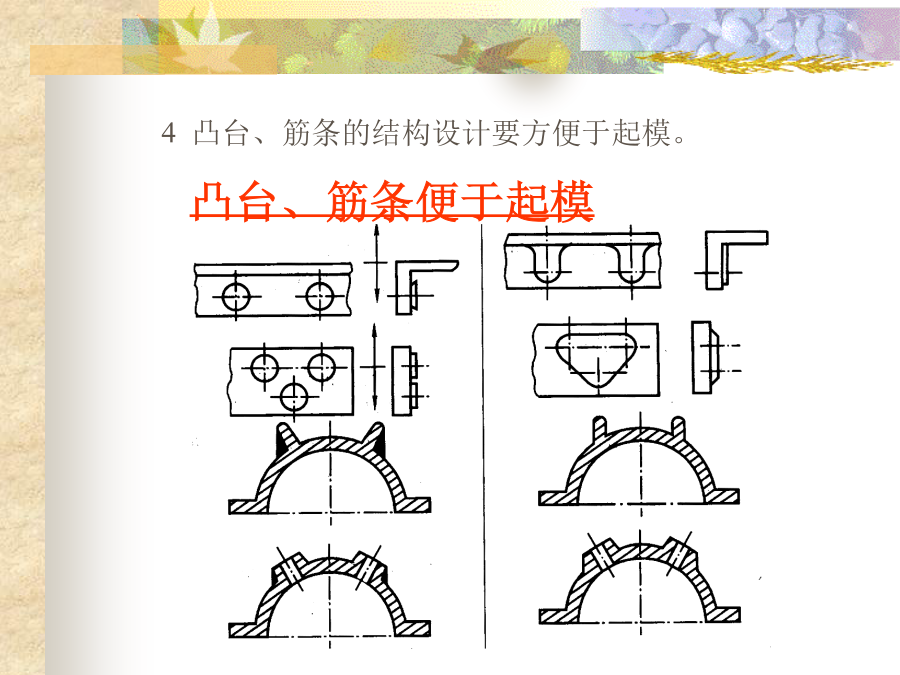
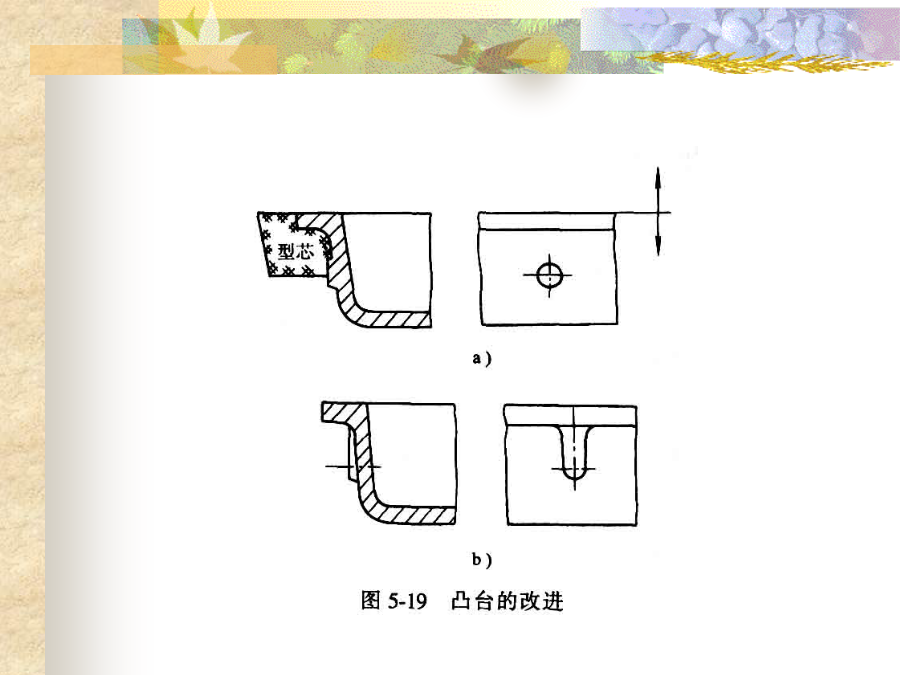
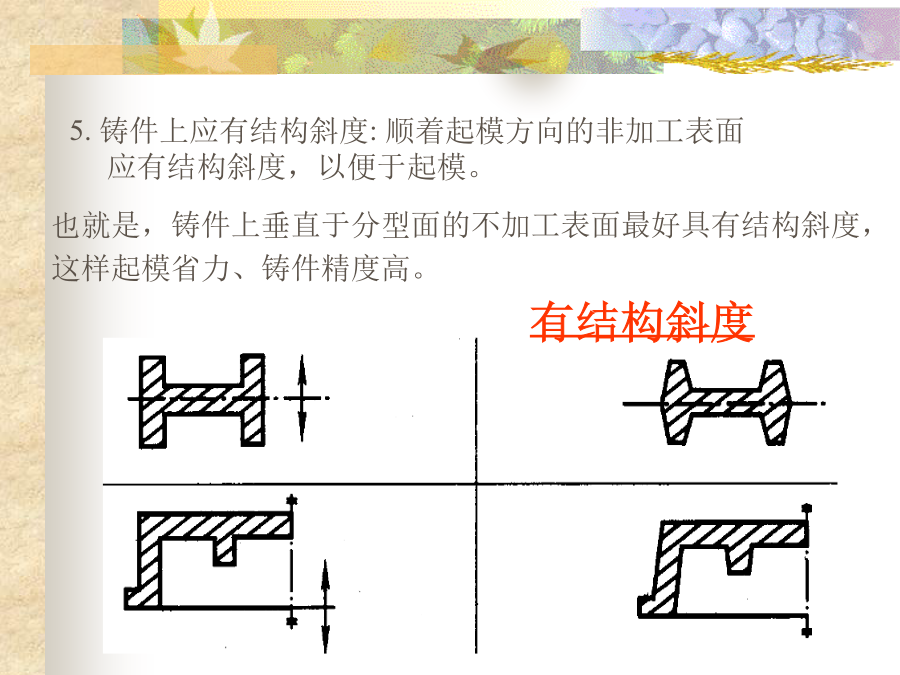
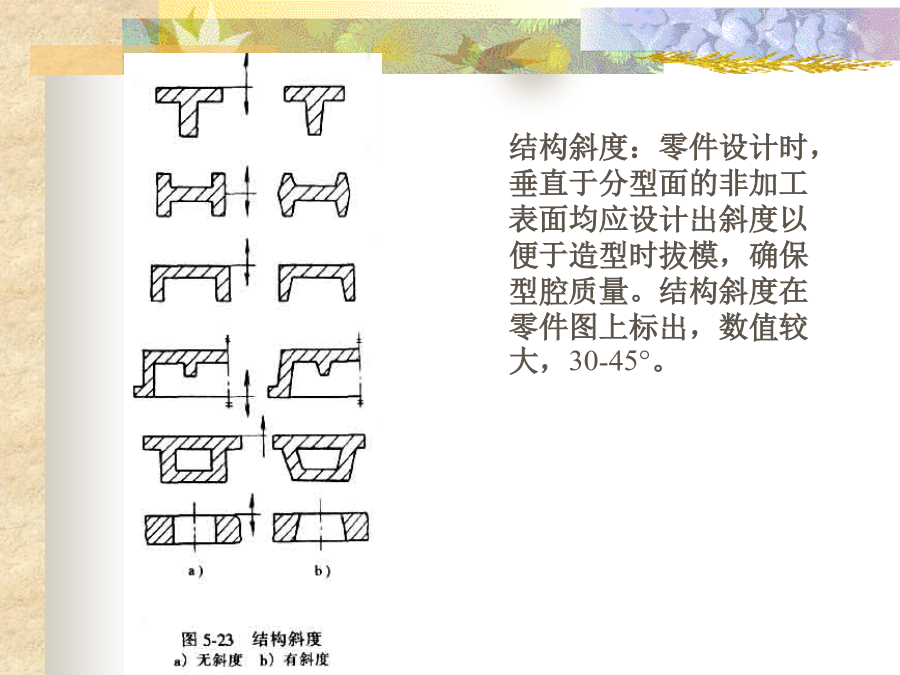
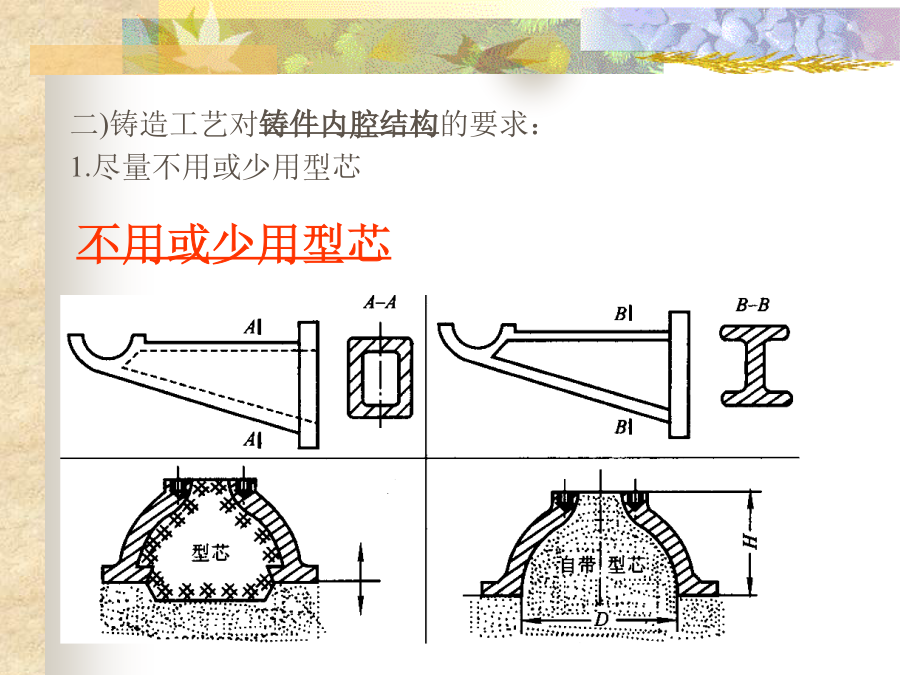
第三节砂型铸件结构工艺性一、铸造工艺对铸件结构的要求:铸造工艺对铸件结构的要求原则:在满足使用要求的前提下,尽可能使制模,造型,造芯,合箱和清理等过程简化。一)铸造工艺对铸件外形结构的要求:1.尽量避免外表面有侧凹。避免侧凹分型面为平面3.尽量减少分型面数量.凸台、筋条便于起模有结构斜度结构斜度:零件设计时,垂直于分型面的非加工表面均应设计出斜度以便于造型时拔模,确保型腔质量。结构斜度在零件图上标出,数值较大,30-45°。不用或少用型芯(a)改进前的结构足够的芯头3.应利于型芯的清除.二、合金铸造性能对

砂型铸件结构的工艺性解析.pptx
砂型(shāxíng)铸件结构的工艺性解析铸造工艺(gōngyì)对铸件结构设计的要求1、铸件的外形(wàixínɡ)应力求简化,造型时便于起模(1)避免铸件的外形(wàixínɡ)有侧凹(2)尽可能使分型面为平面(píngmiàn),去掉不必要的外圆角。(3)铸件(zhùjiàn)上凸台和筋条的设计,应考虑其结构便于造型2、铸件(zhùjiàn)要尽量减少分型面数量BACK3、在铸件(zhùjiàn)上设计结构斜度/BACK1.铸件内腔尽量(jǐnliàng)不用或少用型芯,以简化铸造工艺BACK2.当

砂型铸件结构的工艺性解析.pptx
砂型铸件结构的工艺性解析铸造工艺对铸件结构设计的要求1、铸件的外形应力求简化,造型时便于起模(1)避免铸件的外形有侧凹(2)尽可能使分型面为平面,去掉不必要的外圆角。(3)铸件上凸台和筋条的设计,应考虑其结构便于造型2、铸件要尽量减少分型面数量BACK3、在铸件上设计结构斜度/BACK1.铸件内腔尽量不用或少用型芯,以简化铸造工艺BACK2.当铸件的内腔较复杂、需用型芯形成时,应考虑好型芯的稳固、排气顺畅和清理方便。BACK合金铸造性能对铸件结构工艺性的要求一、合理设计铸件的壁厚1铸件的壁厚应适当铸造方法

砂型铸件结构的工艺性解析学习教案.pptx
砂型(shāxíng)铸件结构的工艺性解析铸造工艺(gōngyì)对铸件结构设计的要求1、铸件的外形(wàixínɡ)应力求简化,造型时便于起模(1)避免铸件的外形(wàixínɡ)有侧凹(2)尽可能使分型面为平面(píngmiàn),去掉不必要的外圆角。(3)铸件(zhùjiàn)上凸台和筋条的设计,应考虑其结构便于造型2、铸件(zhùjiàn)要尽量减少分型面数量BACK3、在铸件(zhùjiàn)上设计结构斜度/BACK1.铸件内腔尽量(jǐnliàng)不用或少用型芯,以简化铸造工艺BACK2.当
《铸件结构工艺性》.ppt
铸件结构工艺性一、铸造性能对铸件结构的要求RequirementsofFoundryTechnologicalPropertiestoCastingStructure1.铸件的壁厚2.壁的连接.3.避免变形和裂纹的结构.二、铸造工艺对铸件结构的要求RequirementsofFoundryTechnologytoCastingStructure..2、铸件的内腔设计3.组合铸件作业:.§1-6特种铸造3、熔模铸造的结构特点4、熔模铸造的特点和适用范围(1)铸件的精度和表面质量较高,尺寸公差等级为IT11~