
自行车后轴的工艺设计 (2).ppt

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

自行车后轴的工艺设计 (2).ppt
任务六:自行车后轴的工艺设计104201汪礼骏费云琪小组自行车后轴的工艺设计轴的种类从轴类零件的结构特征来看,它们都是长度(L)大于直径(d)的旋转体零件,若L\d<=12,通常称为刚性轴,L\d>12,则称为挠性轴,其加工表面主要有内外圆柱面、内外圆锥面、螺纹、花键、沟槽等。B.轴类零件的技术要求(1)尺寸精度轴类零件的支承轴颈一般与轴承配合,是轴类零件的主要表面,影响轴的旋转精度与工作状态。通常对其尺寸精度要求比较高;装配传动件的轴颈尺寸精度要求可以适当降低。(2)形状精度轴类零件的形状精度主要指支承

自行车后轴的工艺设计.ppt
任务六:自行车后轴的工艺设计104201汪礼骏费云琪小组自行车后轴的工艺设计轴的种类从轴类零件的结构特征来看,它们都是长度(L)大于直径(d)的旋转体零件,若L\d<=12,通常称为刚性轴,L\d>12,则称为挠性轴,其加工表面主要有内外圆柱面、内外圆锥面、螺纹、花键、沟槽等。B.轴类零件的技术要求(1)尺寸精度轴类零件的支承轴颈一般与轴承配合,是轴类零件的主要表面,影响轴的旋转精度与工作状态。通常对其尺寸精度要求比较高;装配传动件的轴颈尺寸精度要求可以适当降低。(2)形状精度轴类零件的形状精度主要指支承

冷挤压自行车后轴皮工艺的试验研究.docx
冷挤压自行车后轴皮工艺的试验研究引言自行车后轴皮是自行车中的重要零部件之一,它连接着后轮和车架,承载着人和物体在行驶过程中所产生的压力和扭矩。因此,轴皮的质量和耐久性对于骑行安全和乘坐舒适度具有重要意义。目前,市面上的后轴皮主要分为铝合金、钛合金和碳纤维等材料,机械加工方式主要有钻削、车削和冷挤压等。而本文主要围绕冷挤压工艺进行研究,旨在探究其对轴皮质量的影响并提出改进建议。材料与方法材料方面,本文选取了铝合金后轴皮进行试验,其化学成分为6061-T6,外径和内径分别为12mm和8mm,长度为135mm。
后轴筒带双轮自行车.pdf
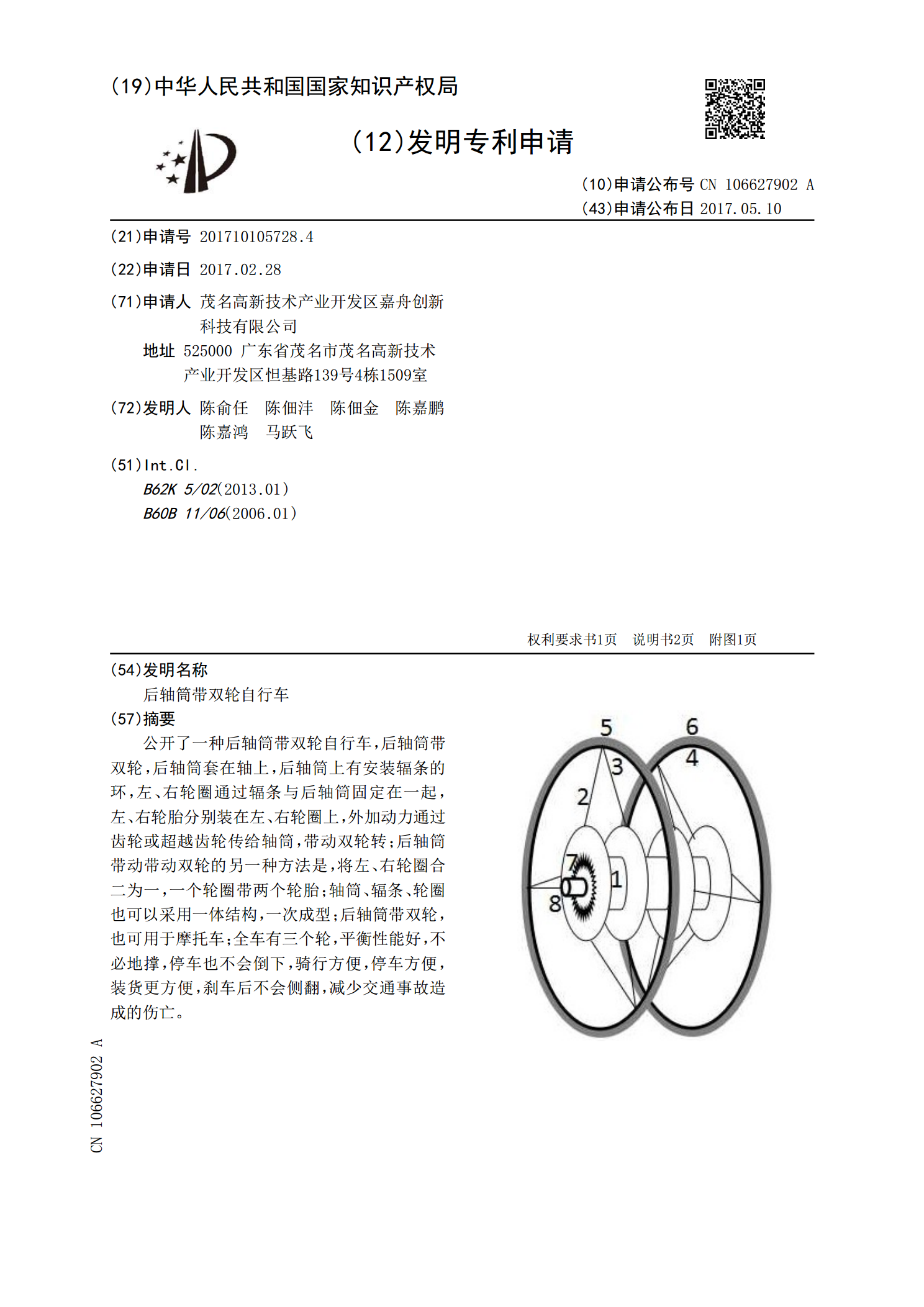
公开了一种后轴筒带双轮自行车,后轴筒带双轮,后轴筒套在轴上,后轴筒上有安装辐条的环,左、右轮圈通过辐条与后轴筒固定在一起,左、右轮胎分别装在左、右轮圈上,外加动力通过齿轮或超越齿轮传给轴筒,带动双轮转;后轴筒带动带动双轮的另一种方法是,将左、右轮圈合二为一,一个轮圈带两个轮胎;轴筒、辐条、轮圈也可以采用一体结构,一次成型;后轴筒带双轮,也可用于摩托车;全车有三个轮,平衡性能好,不必地撑,停车也不会倒下,骑行方便,停车方便,装货更方便,刹车后不会侧翻,减少交通事故造成的伤亡。

自行车后轴离合器.pdf
自行车后轴离合器,其中,自行车后花鼓筒内一端设置有左花盘,另一端设置有右花盘,后轴一端安装在左花盘内,后轴另一端安装在右花盘内;同时在位于左花盘的后轴上套装有两只棘轮,并在其中一只棘轮的一侧设置有圆柱弹簧,另一只棘轮与棘轮套连接;在位于右花盘的后轴上套装有连接为一体的平面凸轮、第二轴承及轴承壳,有效简化离合器结构,从而实现自行车轻量化;左花盘与右花盘连接,链轮与轴承壳螺纹连接;由链轮旋转带动平面凸轮同步旋转,促使两只棘轮啮合以驱动后轮前进,链轮停止旋转时,圆柱弹簧将处于啮合状态的第二棘轮推开,后轮能向前或