
螺纹切削加工.ppt

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
螺纹切削加工.ppt
数控车床编程与操作实训六螺纹的切削加工1.螺纹的种类及相关计算D1=d-1.0825pD2=d-0.6495pD3=d-0.13ph=0.5413pPh=n*pD1-实际小径D2-中径D3-实际大径h-牙高P-螺距Ph-导程n-线数(头数)d-公称直径(2)进给次数与吃刀量螺纹加工参考表为公制螺纹(半径)3.螺纹切削指令G32。注意:①从螺纹粗加工到精加工,主轴的转速必须保持一常数;②在没有停止主轴的情况下,停止螺纹的切削将非常危险;因此螺纹切削时进给保持功能无效,如果按下进给保持按键,刀具在加工完螺纹后

螺纹的切削加工.doc
任务三、普通外螺纹的加工一、学情分析学生已经掌握了简单的编程知识,并且有操作实际机床和加工的经验。本节课是螺纹编程讲解的延续,指导学生完成螺纹的加工。二、重难点分析重点:掌握普通外螺纹的编程以及操作加工过程;难点:普通外螺纹加工中切削用量的选择以及进退刀点的选择。三、学习思路本节课是实习课,主要以学生操作为主,教师指导、讲解为辅。采用以项目教学,循序渐进,充分调动学生的积极性,提高学生的兴趣,并让学生掌握螺纹的加工。四、复习导入五、新课1、螺纹刀具2、螺纹参数以及小径的计算牙型角α:α=60°牙形高度:H
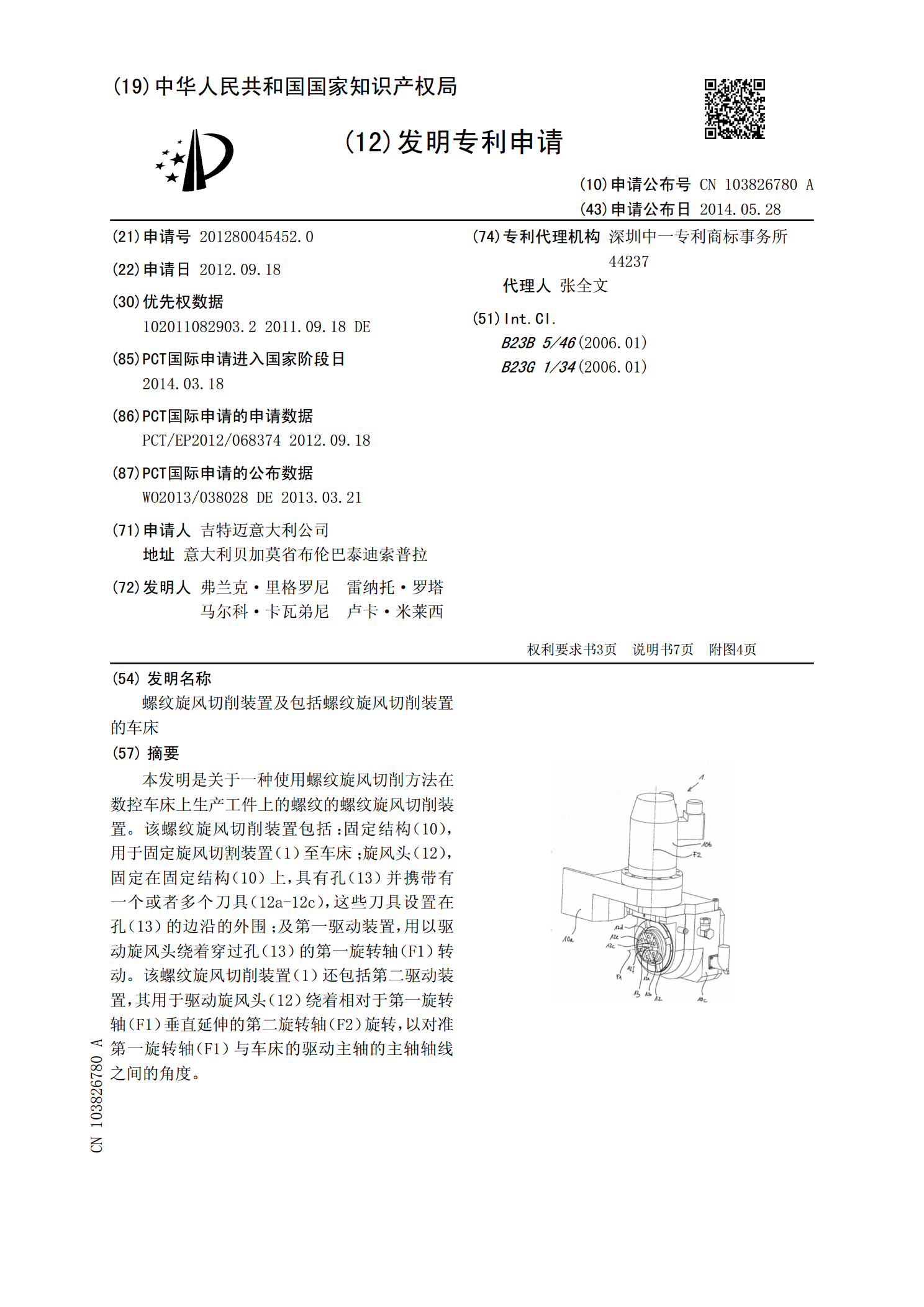
螺纹旋风切削装置及包括螺纹旋风切削装置的车床.pdf
本发明是关于一种使用螺纹旋风切削方法在数控车床上生产工件上的螺纹的螺纹旋风切削装置。该螺纹旋风切削装置包括:固定结构(10),用于固定旋风切割装置(1)至车床;旋风头(12),固定在固定结构(10)上,具有孔(13)并携带有一个或者多个刀具(12a-12c),这些刀具设置在孔(13)的边沿的外围;及第一驱动装置,用以驱动旋风头绕着穿过孔(13)的第一旋转轴(F1)转动。该螺纹旋风切削装置(1)还包括第二驱动装置,其用于驱动旋风头(12)绕着相对于第一旋转轴(F1)垂直延伸的第二旋转轴(F2)旋转,以对准第

基于左右切削法加工梯形螺纹数控编程的研究.docx
基于左右切削法加工梯形螺纹数控编程的研究梯形螺纹是一种具有重要作用的零件,广泛应用于机械传动和紧固连接领域。为了提高加工效率和质量,企业采用了数控加工技术,使加工更加智能化、自动化和高效化。本文将基于左右切削法,探讨梯形螺纹的数控编程方法,并就此问题进行深入分析。一、梯形螺纹的分类及加工工艺梯形螺纹分为内梯形螺纹和外梯形螺纹。内梯形螺纹用于螺纹孔加工,外梯形螺纹用于螺纹轴加工。其加工工艺通常分为单点切削法、插齿切削法和倒角切削法三种。单点切削法是最基本的加工方法,可以加工不同角度和类型的螺纹。插齿切削法一

旋风切削螺纹机.pdf
一种旋风切削螺纹机,包括工作台,工作台上设有机体,机体上设有刀杆,刀杆的端头上固定有铣刀,其中刀杆固定在自转主轴的轴心上,其中机体内设有安装自转主轴的偏心轴筒,其中自转主轴安装在偏心轴筒内的偏心位置上,自转主轴的后端穿过偏心轴筒并通过齿轮箱连接有自转电机;其中偏心轴筒连接有驱动其转动的公转电机;其中工作台上设有横向导轨,机体设于该导轨上,并在工作台上设有控制机体横向滑动的丝杆,丝杆连接在公转电机上,其中自转主轴、偏心轴筒均通过前端盖、后端盖安装在机体上。改进后的结构不仅应用范围更广,而且由于工件是固定不动