
车工工艺第七章__车复杂工件1.ppt

kp****93


1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车工工艺第七章__车复杂工件1.ppt
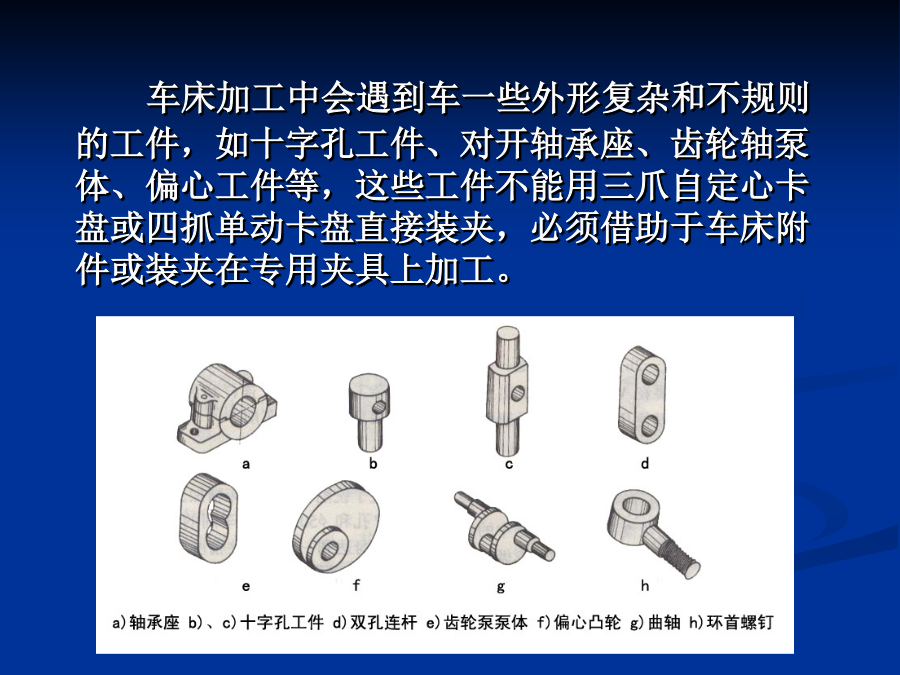
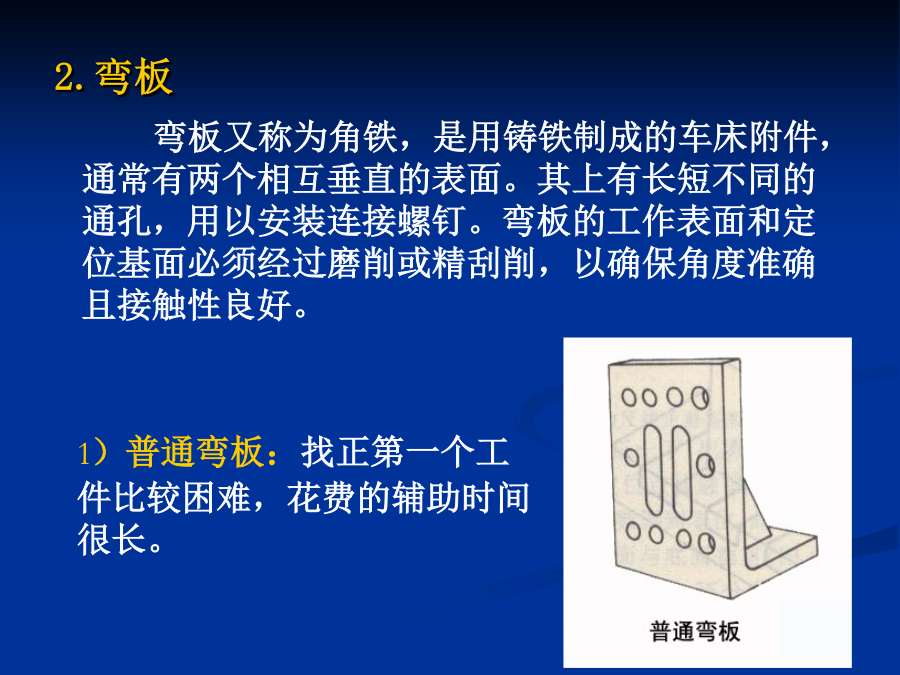
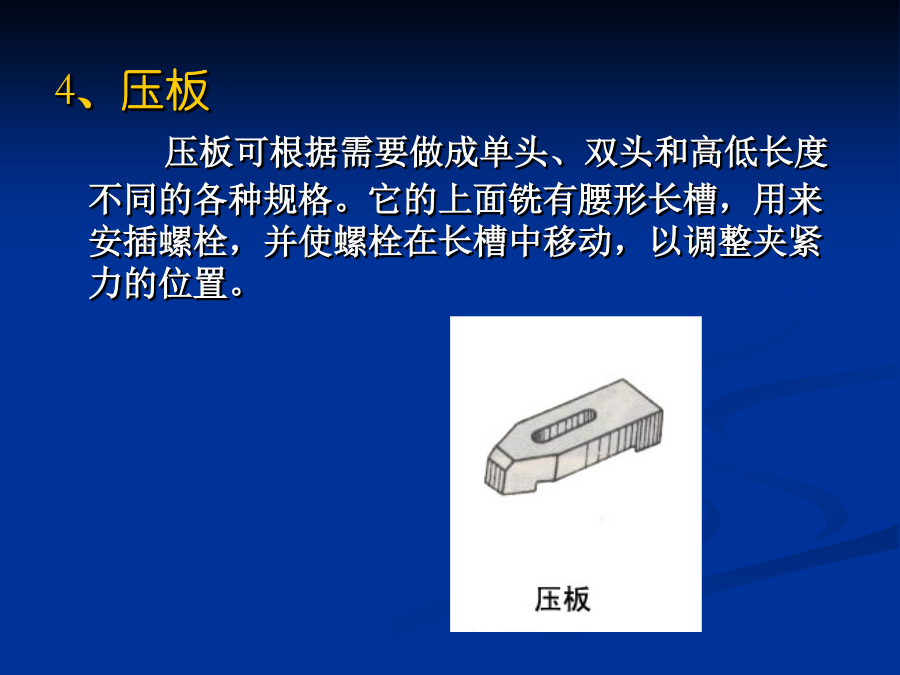
第七章车复杂工件车床加工中会遇到车一些外形复杂和不规则的工件,如十字孔工件、对开轴承座、齿轮轴泵体、偏心工件等,这些工件不能用三爪自定心卡盘或四抓单动卡盘直接装夹,必须借助于车床附件或装夹在专用夹具上加工。§7—1在花盘和弯板上装夹工件1、花盘花盘是一个铸铁大圆盘,盘面上有很多长短不等呈辐射状分布的T形槽,用于安装方头螺栓,把工件紧固在花盘上。花盘可以直接安装在车床主轴上。2.弯板2)可调弯板:它有两条互相垂直的燕尾槽导轨,可使弯板前后、上下移动,调整工件方便。3、V形架4、压板5、平衡铁二、在花盘上装夹
车工工艺第七章车复杂工件(共17张PPT).pptx
第七章车复杂工件车床加工中会遇到车一些外形复杂和不规则的工件,如十字孔工件、对开轴承座、齿轮轴泵体、偏心工件等,这些工件不能用三爪自定心卡盘或四抓单动卡盘直接装夹,必须借助于车床附件或装夹在专用夹具上加工。§7—1在花盘和弯板上装夹工件1、花盘花盘是一个铸铁大圆盘,盘面上有很多长短不等呈辐射状分布的T形槽,用于安装方头螺栓,把工件紧固在花盘上。花盘可以直接安装在车床主轴上。2.弯板2)可调弯板:它有两条互相垂直的燕尾槽导轨,可使弯板前后、上下移动,调整工件方便。3、V形架4、压板5、平衡铁装夹环首螺钉:利

(车复杂工件).doc
授课教师授课班级二数控机制授课课时2授课形式多媒体授课章节名称第七章第一节车削复杂工件使用教具多媒体学习目标熟悉常用的车床附件掌握车削复杂工件的技巧教学重点车削复杂工件的技巧教学难点车床附件的应用教学思路及方法做、学、教一体化更新、补充、删节内容车间实训操作课外作业加工至少两个复杂工件,总结心得导语同学们知道复杂机械零件是怎样在车床上加工的吗?授课主要内容或板书设计一、车床加工中会遇到车一些外形复杂和不规则的工件,如十字孔工件、对开轴承座、齿轮轴泵体、偏心工件等,这些工件不能

车工技师培训教材-第五章车复杂、畸形、精密工件.doc
第五章车复杂、畸形、精密工件培训要点复杂、畸形、精密工件的装夹、加工、测量及保证加工精度的方法:复杂畸形、精密工件的有关计算;典型工件的工艺分析。第一节车圆锥一、圆锥基本术语1.圆锥直径圆锥在垂直轴线截面上的直径如图5-1所示。常用的圆锥直径有:最大圆锥直径D、最小圆锥直径d和给定截面圆锥直径dx。2.圆锥长度L最大圆锥直径与最小圆锥直径之间的距离如图5-1所示。3.圆锥角α在通过圆锥轴线的截面内两条素线间的夹角如图5-1所示。车削时

车工技师培训教材-第五章车复杂、畸形、精密工件.doc
第五章车复杂、畸形、精密工件培训要点复杂、畸形、精密工件的装夹、加工、测量及保证加工精度的方法:复杂畸形、精密工件的有关计算;典型工件的工艺分析。第一节车圆锥一、圆锥基本术语1.圆锥直径圆锥在垂直轴线截面上的直径,如图5-1所示。常用的圆锥直径有:最大圆锥直径D、最小圆锥直径d和给定截面圆锥直径dx。2.圆锥长度L最大圆锥直径与最小圆锥直径之间的距离,如图5-1所示。3.圆锥角α在通过圆锥轴线的截面内,两条素线间的夹角,如图5-1所示。车削时常用圆锥半角α/2。图5-1圆锥基本术语4.锥度C最大圆锥直径D