
I形坡口薄板横对接焊接.ppt

kp****93


1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

I形坡口薄板横对接焊接.ppt
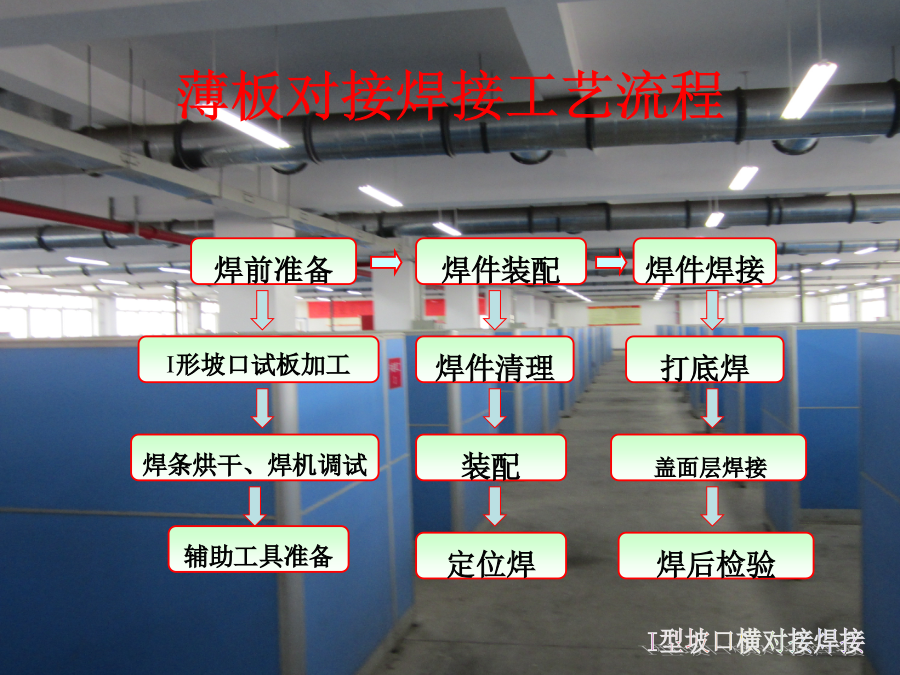
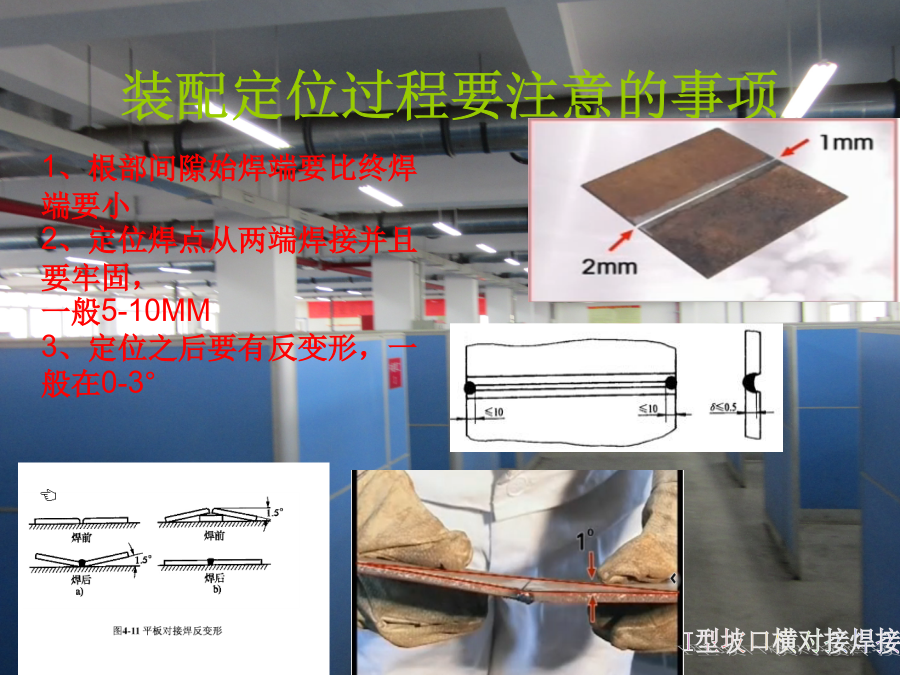
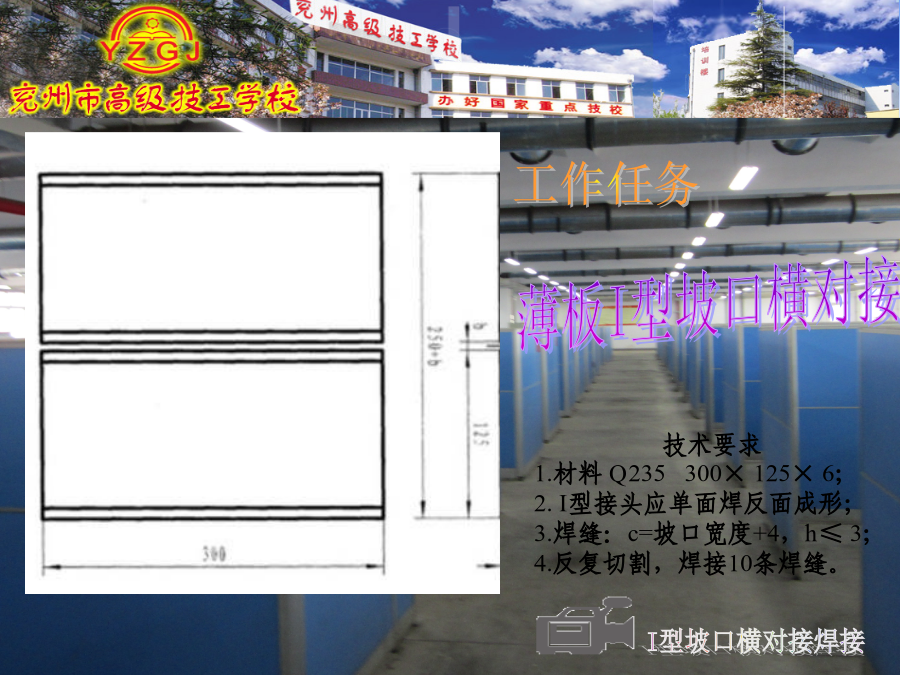
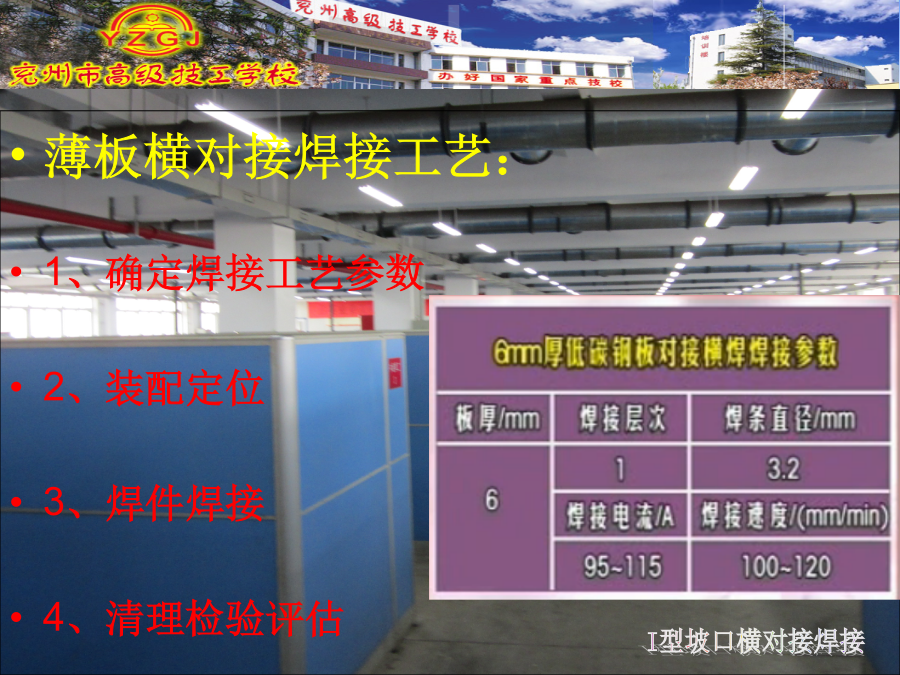
薄板I形坡口横对接焊接复习回顾1、薄板对接焊接工艺流程包括哪几部分?2、薄板装配定位时应注意的事项是什么?薄板对接焊接工艺流程装配定位过程要注意的事项技术要求1.材料Q235300×125×6;2.I型接头应单面焊反面成形;3.焊缝:c=坡口宽度+4,h≤3;4.反复切割,焊接10条焊缝。对接横焊定义;是指对接接头焊件处于垂直而接口为水平位置的焊接操作。薄板横对接焊接工艺:1、确定焊接工艺参数2、装配定位3、焊件焊接4、清理检验评估薄板横对接焊接要点:任务一、打底焊断弧法:燃弧-灭弧交替进行,频率45-5
项目V形坡口横对接焊.ppt
复习回顾1、橫焊的含义:指在焊缝倾角0°或180°、焊缝转角0°或180°的对接完整的焊接。2、横焊的特点:焊缝处于横向位置,熔池金属容易下淌,操作难度较大。导入任务我们前面进行的I坡口横对接焊训练项目,仅适合于较薄的焊件,当焊件较厚时,为了保证焊透,就需要开坡口,这就是我们即将进行的训练项目—V形坡口横对接焊。培养安全规范操作的习惯提高节约、责任意识焊前准备:图纸识读任务分解任务1:焊接试件图识读(训练前提)任务2、装配定位:(质量前提)任务3、焊接工艺参数(条件)表面层焊焊接操作要领打底焊要领熔孔填充

板材对接焊接方法及焊接坡口.pdf
本发明针对现有技术中焊接板材时单一采用埋弧焊焊接,需在焊接面进行气刨和砂轮打磨,使产品质量不稳定、工人劳动强度大的不足,提供一种板材对接焊接方法及焊接坡口,该焊接方法中其焊接坡中采用在板材的上焊接面及焊接面设置的上坡口,和下坡口,所述上坡口与所述下坡口相对设置,所述的上坡口与所述的下坡口间留有钝边D;用等离子弧焊焊接方法在所述上坡口内进行焊接,然后用埋弧焊在所述下坡口内进行至少两道次焊接,直到焊接盖面完成,再在所述上坡口内进行最终道次焊接,采用发明方法进行焊接时,省去了碳弧气刨、打磨等工序,提高了劳动效率

2-4I形坡口对接平焊.pptx
讲师:邹玉林2012年1、坡口的选择2、坡口的加工方法3、焊接操作4、总结谢谢!

型坡口立对接填充层焊接.pptx
会计学气相对(xiāngduì)金属的作用气相对金属(jīnshǔ)的作用气相对金属(jīnshǔ)的作用填充(tiánchōng)层焊接的操作要点和注意事项填充(tiánchōng)层焊接填充(tiánchōng)层焊接填充(tiánchōng)层焊接填充(tiánchōng)层焊接①对打底焊缝仔细清渣,应特别注意死角处的焊渣清理。②在距离焊缝始端10mm左右处引弧后,将电弧拉回到始端施焊。每次都应按此法操作,以防止产生缺陷。③采用横向锯齿形或月牙形运条法摆动。焊条摆动到两侧坡口处要稍作停顿,以利于熔合