
一种高耐磨橡胶钢丝软管的制造方法及模具成型装置.pdf

An****70

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高耐磨橡胶钢丝软管的制造方法及模具成型装置.pdf
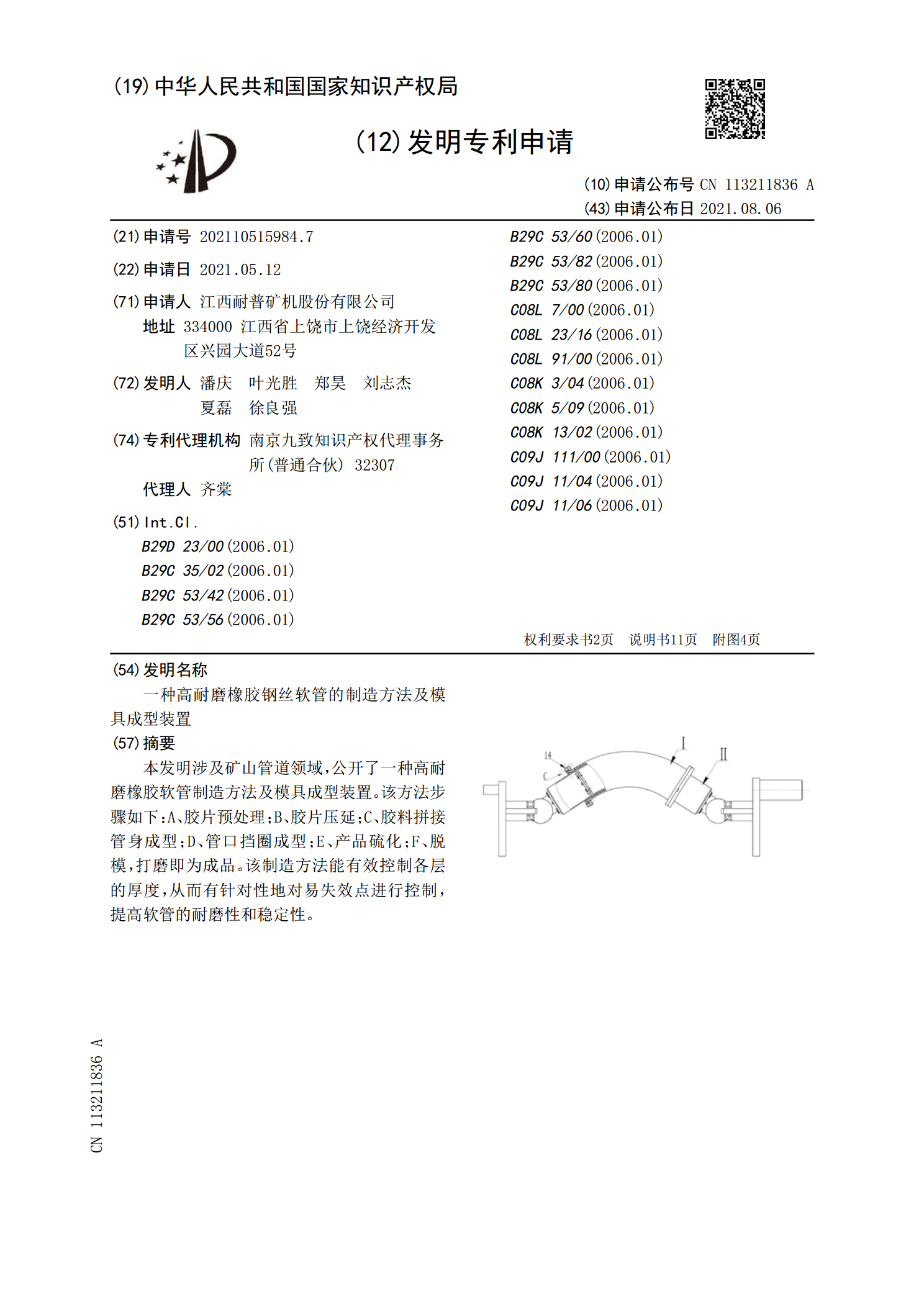
本发明涉及矿山管道领域,公开了一种高耐磨橡胶软管制造方法及模具成型装置。该方法步骤如下:A、胶片预处理;B、胶片压延;C、胶料拼接管身成型;D、管口挡圈成型;E、产品硫化;F、脱模,打磨即为成品。该制造方法能有效控制各层的厚度,从而有针对性地对易失效点进行控制,提高软管的耐磨性和稳定性。
一种高耐磨杜仲橡胶软管.pdf
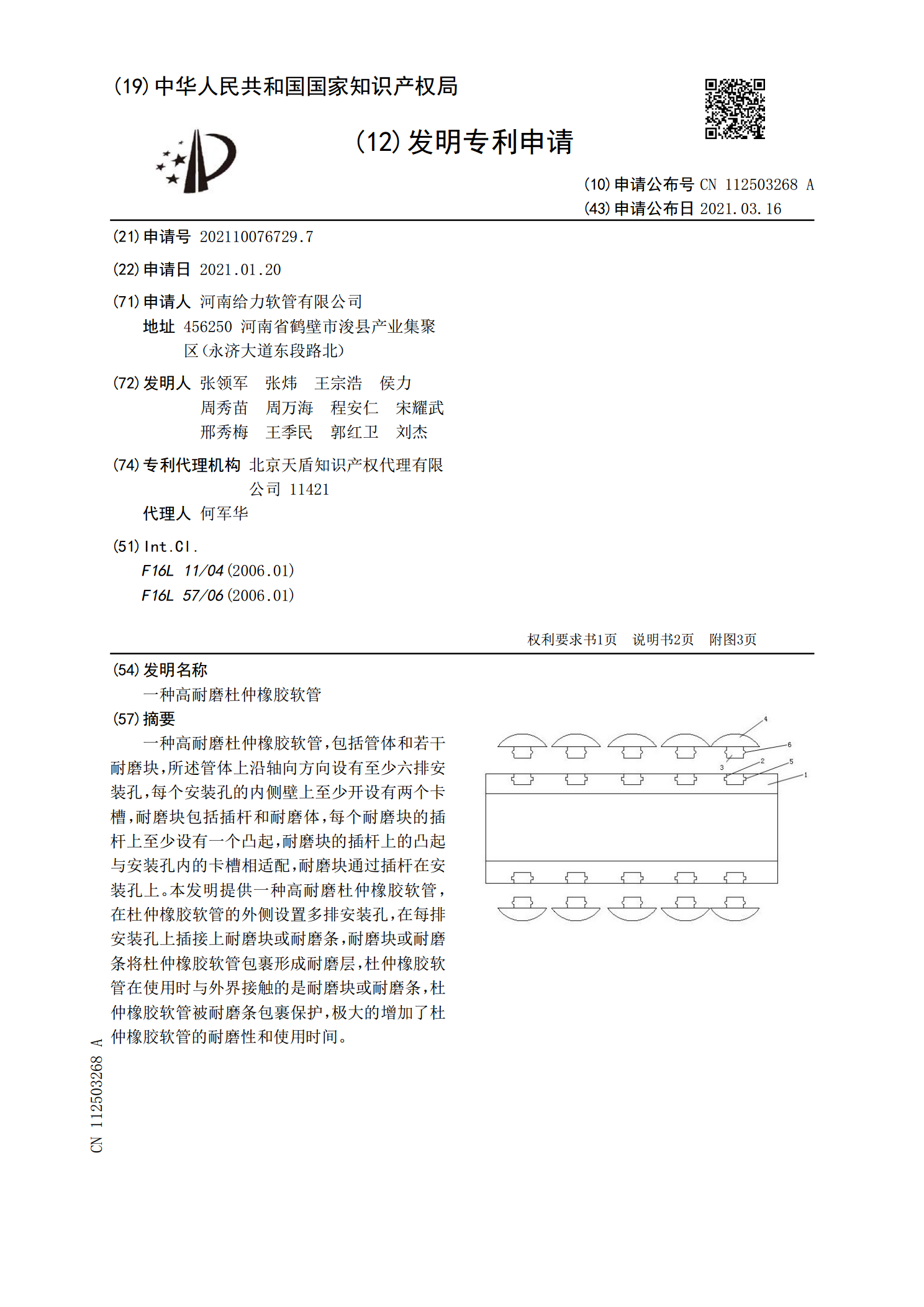
一种高耐磨杜仲橡胶软管,包括管体和若干耐磨块,所述管体上沿轴向方向设有至少六排安装孔,每个安装孔的内侧壁上至少开设有两个卡槽,耐磨块包括插杆和耐磨体,每个耐磨块的插杆上至少设有一个凸起,耐磨块的插杆上的凸起与安装孔内的卡槽相适配,耐磨块通过插杆在安装孔上。本发明提供一种高耐磨杜仲橡胶软管,在杜仲橡胶软管的外侧设置多排安装孔,在每排安装孔上插接上耐磨块或耐磨条,耐磨块或耐磨条将杜仲橡胶软管包裹形成耐磨层,杜仲橡胶软管在使用时与外界接触的是耐磨块或耐磨条,杜仲橡胶软管被耐磨条包裹保护,极大的增加了杜仲橡胶软管
一种高耐磨矿浆输送用橡胶软管打磨装置及其使用方法.pdf
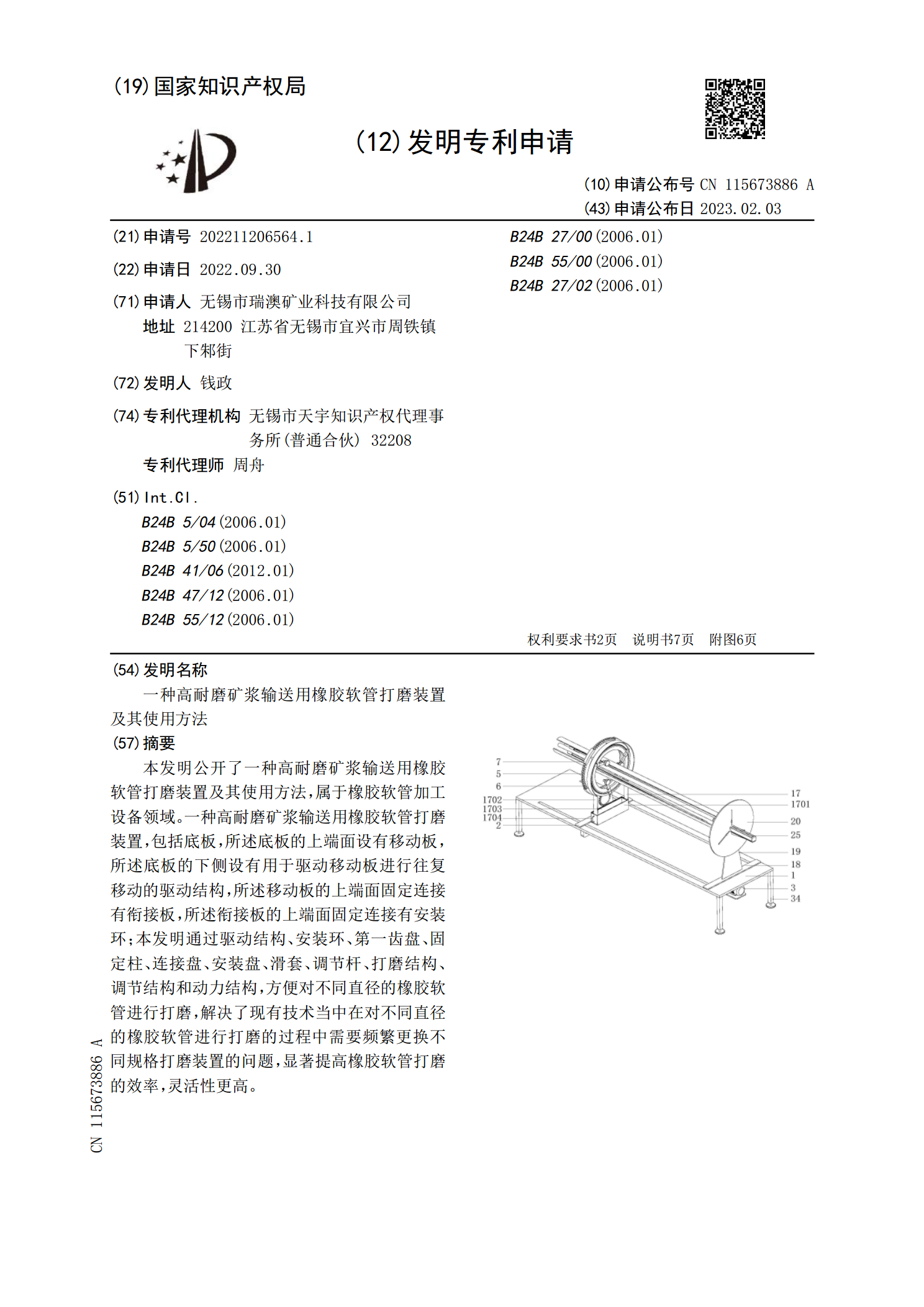
本发明公开了一种高耐磨矿浆输送用橡胶软管打磨装置及其使用方法,属于橡胶软管加工设备领域。一种高耐磨矿浆输送用橡胶软管打磨装置,包括底板,所述底板的上端面设有移动板,所述底板的下侧设有用于驱动移动板进行往复移动的驱动结构,所述移动板的上端面固定连接有衔接板,所述衔接板的上端面固定连接有安装环;本发明通过驱动结构、安装环、第一齿盘、固定柱、连接盘、安装盘、滑套、调节杆、打磨结构、调节结构和动力结构,方便对不同直径的橡胶软管进行打磨,解决了现有技术当中在对不同直径的橡胶软管进行打磨的过程中需要频繁更换不同规格打

高耐磨橡胶及其制造方法.pdf
高耐磨橡胶,所述的橡胶是由以下质量份的材料组成:天然胶?40-50份;顺丁胶55-62份;丁苯胶8-12份;白碳黑28-32份;加工油5份;耐磨剂5份;锌氧粉5份;H550活性剂3份;PEG活性剂2份;H600增粘剂2份,H606抗氧化剂2.5份;硬脂酸0.5份;HA2促进剂2.5份;TS/80?促进剂0.15份;S80硫磺2.5份;该橡胶是由各种高分子聚合物及一些化工原料按一定比例组成的,并经过万马力,滚轮及平压台硫化等操作流程制得的一种高耐磨的橡胶大底,此橡胶大底应用在运动鞋底上,具有重量轻;弹性好;

一种绝缘橡胶软管成型检测系统及检测方法.pdf
本发明提供的一种绝缘橡胶软管成型检测系统,包括机架、夹持单元和检测单元,所述机架上端左侧开设有联动槽,夹持单元设置在机架内侧壁上,夹持单元的内侧设置有检测单元;本发明能够解决“现有的气密性检测设备一般采用压力传感器配合水介质进行检测的方式对绝缘橡胶软管的气密性进行检测,为了确保后期的加工生产,需要对检测之后的橡胶水管需要进行烘干处理,因此增加了不必要的工作量,工作效率低;若橡胶软管内壁残留的水渍未及时处理,容易导致橡胶软管导电,存在安全隐患”等问题。