
一种粗合成气制LNG联产甲醇的装置及方法.pdf

论文****可爱

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种粗合成气制LNG联产甲醇的装置及方法.pdf
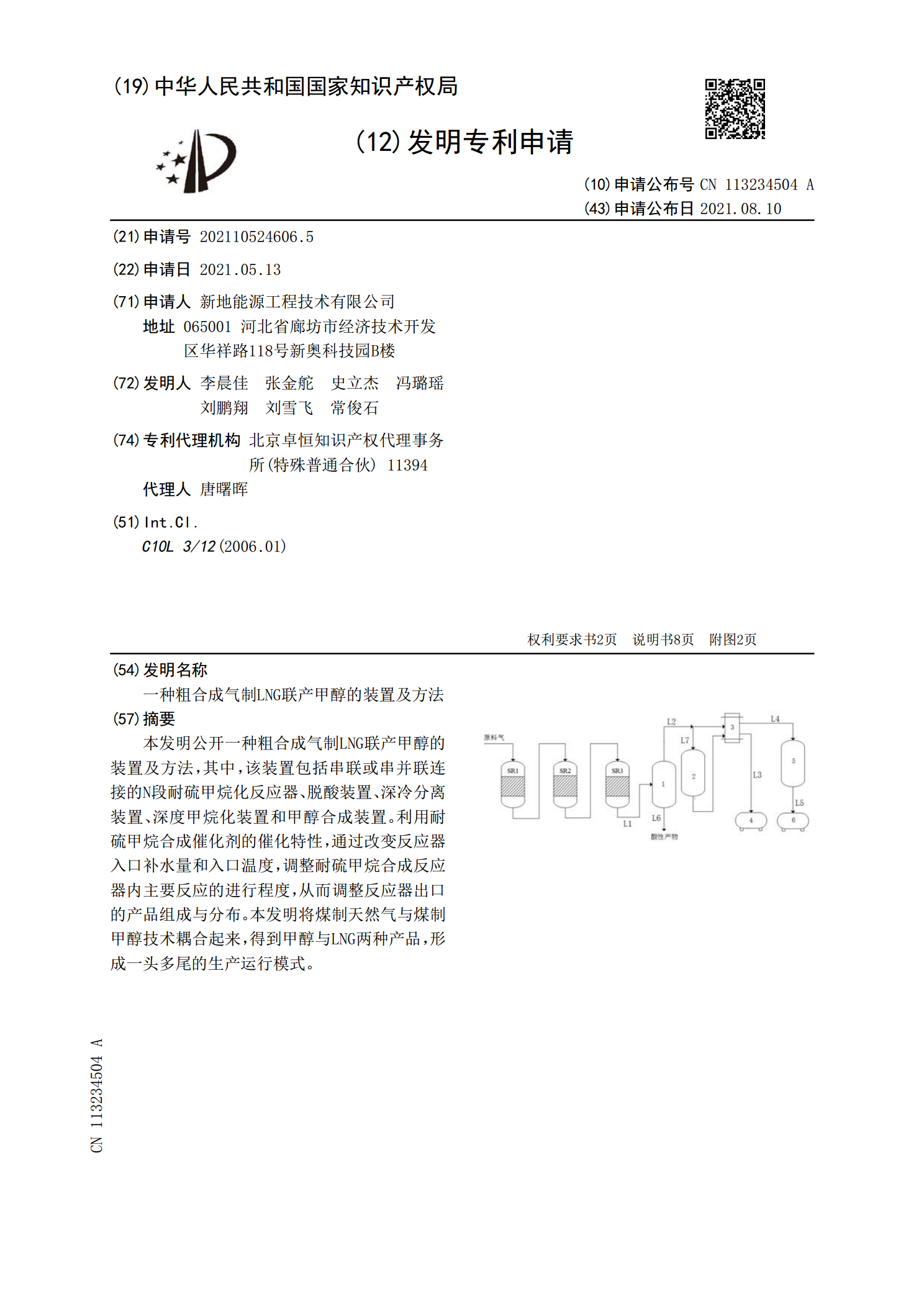
本发明公开一种粗合成气制LNG联产甲醇的装置及方法,其中,该装置包括串联或串并联连接的N段耐硫甲烷化反应器、脱酸装置、深冷分离装置、深度甲烷化装置和甲醇合成装置。利用耐硫甲烷合成催化剂的催化特性,通过改变反应器入口补水量和入口温度,调整耐硫甲烷合成反应器内主要反应的进行程度,从而调整反应器出口的产品组成与分布。本发明将煤制天然气与煤制甲醇技术耦合起来,得到甲醇与LNG两种产品,形成一头多尾的生产运行模式。

一种煤基合成气与焦炉气制甲醇联产乙醇和LNG的工艺方法与装置.pdf
本发明属于能源与化工技术领域,具体涉及一种煤基合成气与焦炉气制甲醇联产乙醇和LNG的工艺方法与装置。该装置包括依次连接的煤气化单元、酸气脱除单元、深冷分离单元Ⅰ和深冷分离单元Ⅱ、醋酸合成单元、醋酸加氢单元、甲醇合成单元、焦炉气净化单元、焦炉气压缩单元和PSA分离单元。本发明充分利用煤化工废气中的富氢资源H
一种焦炉煤气制LNG联产甲醇的方法及装置.pdf
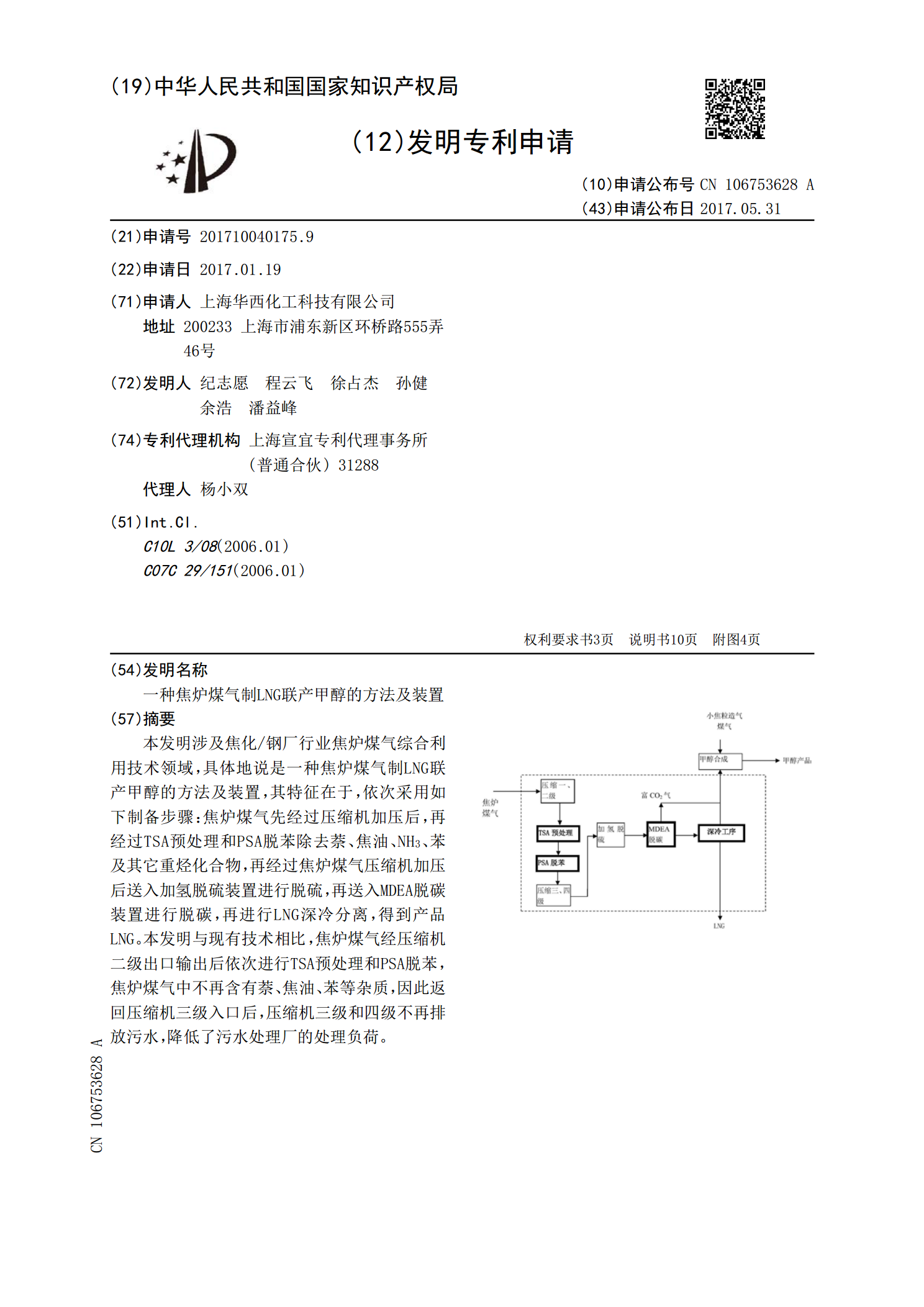
本发明涉及焦化/钢厂行业焦炉煤气综合利用技术领域,具体地说是一种焦炉煤气制LNG联产甲醇的方法及装置,其特征在于,依次采用如下制备步骤:焦炉煤气先经过压缩机加压后,再经过TSA预处理和PSA脱苯除去萘、焦油、NH
一种煤气化耦合煤焦化制甲醇联产乙二醇和LNG的工艺方法及装置.pdf
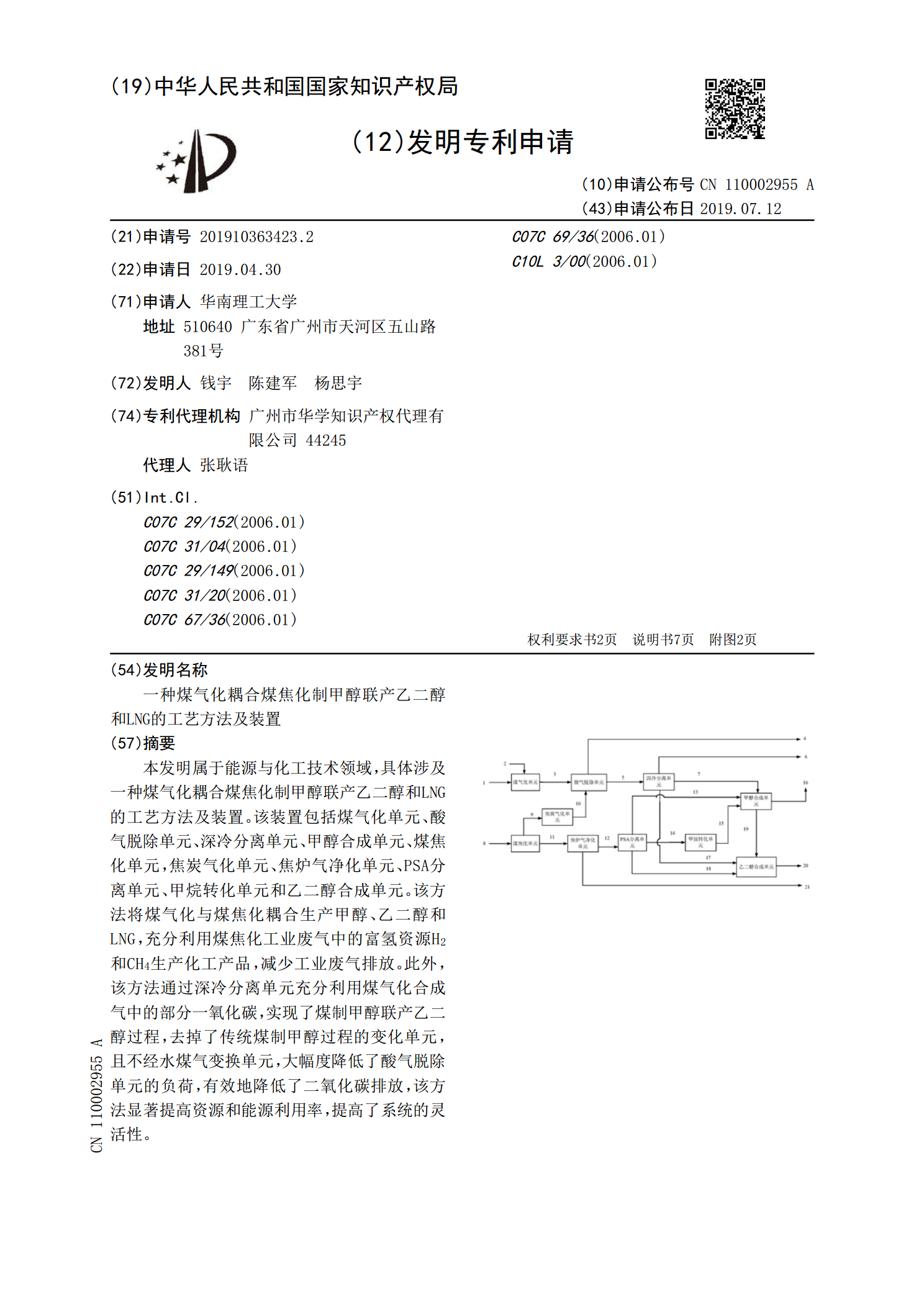
本发明属于能源与化工技术领域,具体涉及一种煤气化耦合煤焦化制甲醇联产乙二醇和LNG的工艺方法及装置。该装置包括煤气化单元、酸气脱除单元、深冷分离单元、甲醇合成单元、煤焦化单元,焦炭气化单元、焦炉气净化单元、PSA分离单元、甲烷转化单元和乙二醇合成单元。该方法将煤气化与煤焦化耦合生产甲醇、乙二醇和LNG,充分利用煤焦化工业废气中的富氢资源H

焦炉煤气净化制LNG联产甲醇、液氨和氢气的系统及方法.pdf
本发明提供一种焦炉煤气净化制LNG联产甲醇、液氨和氢气的系统及方法,属于焦炉煤气净化领域。通过设置预洗塔为超重力旋转装置,使脱苯后的焦炉煤气可在预洗塔内通过超重力旋转技术进行杂质的初步脱除,以深度脱除脱苯后的焦炉气内的尘、苯、焦油、萘、氨和硫等有害物质,解决了焦炉煤气中的硫、氨超标会影响后系统稳定运行的问题,解决了焦炉煤气中的焦油、萘会造成压缩系统堵塞的问题,解决了粗脱硫不正常造成精脱硫的脱硫吸附剂提前失效而增加运行成本的问题。通过预处理使焦炉煤气返回焦炉后无需再脱硫,能减少投资和脱硫废液的产生。通过焦炉