
一种阻燃抗静电过滤材料的制备方法及其制备的过滤材料.pdf

映雁****魔王


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种阻燃抗静电过滤材料的制备方法及其制备的过滤材料.pdf
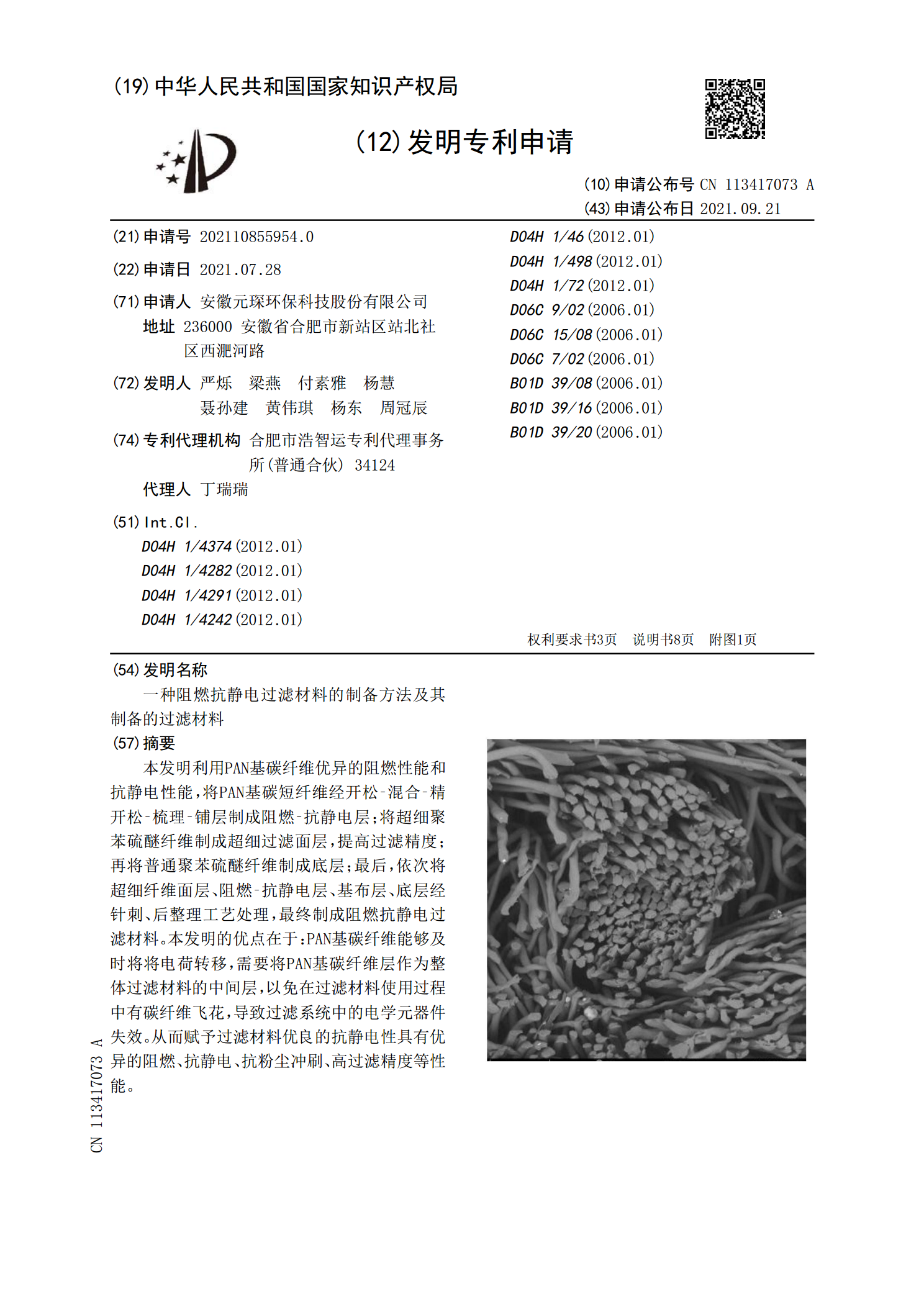
本发明利用PAN基碳纤维优异的阻燃性能和抗静电性能,将PAN基碳短纤维经开松‑混合‑精开松‑梳理‑铺层制成阻燃‑抗静电层;将超细聚苯硫醚纤维制成超细过滤面层,提高过滤精度;再将普通聚苯硫醚纤维制成底层;最后,依次将超细纤维面层、阻燃‑抗静电层、基布层、底层经针刺、后整理工艺处理,最终制成阻燃抗静电过滤材料。本发明的优点在于:PAN基碳纤维能够及时将将电荷转移,需要将PAN基碳纤维层作为整体过滤材料的中间层,以免在过滤材料使用过程中有碳纤维飞花,导致过滤系统中的电学元器件失效。从而赋予过滤材料优良的抗静电性
一种阻燃过滤棉及其制备方法.pdf
本发明涉及空气过滤净化材料技术领域,提出了一种阻燃过滤棉及其制备方法,包括以下重量份组分:1.5D阻燃纤维20?25份、3D阻燃纤维20?25份、5D阻燃纤维15?20份、7D阻燃纤维10?20份、15D阻燃纤维10?15份、改性碳纳米管纤维15?20份、聚丙烯纤维10?15份;所述阻燃纤维为阻燃涤纶纤维;所述改性碳纳米管纤维为碳纳米管经乙二胺和环己基氨基磷酸二乙酯处理后经纺丝得到。通过上述技术方案,解决了现有技术中的过滤棉阻燃性和力学性能差的问题。

多组分阻燃易去污过滤材料及非织造过滤材料的制备方法.pdf
多组分阻燃易去污过滤材料及非织造过滤材料的制备方法,它涉及一种过滤材料的制备方法,它的多组分阻燃易去污过滤材料的制备方法为:将质量比为30%-40%的熔点涤纶短纤维、20%-30%的三维中20%-30%的阻燃涤纶短纤维,8%-15%的芳纶短纤维进行开包检验后混合均匀,然后开松梳理,梳理后进行铺网,铺网后的原料进入热熔成型区,此时滤材的低熔点涤纶短纤维在为190-215度的高温下首先进行熔化,与均匀铺网的高熔点涤纶短纤维,芳纶短纤维形成热熔粘合为一体,即为成品,它的制备方法简单,产品环保安全,喷涂整理后的滤
一种溶液喷射法超净过滤材料的制备方法及制备的过滤材料.pdf
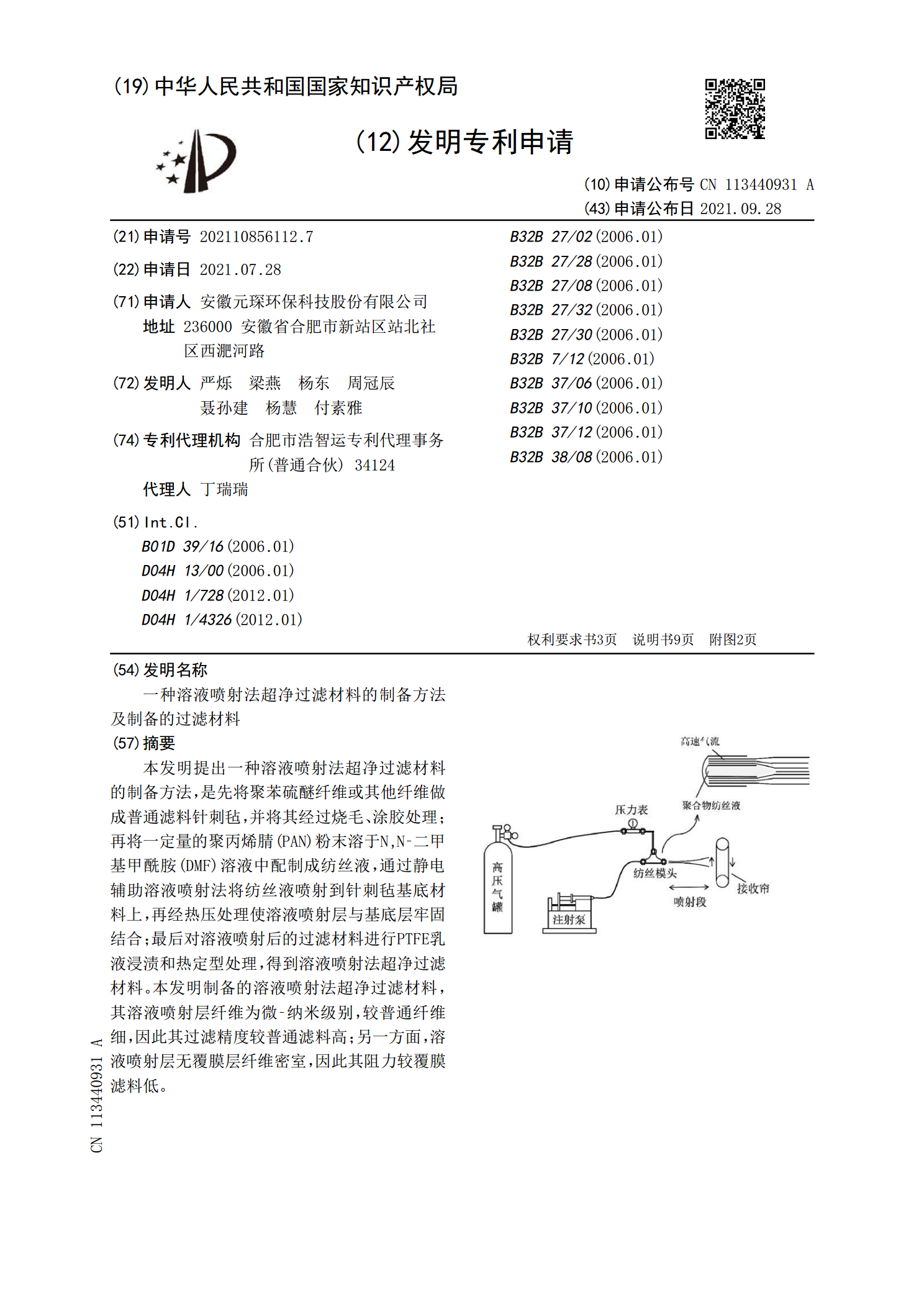
本发明提出一种溶液喷射法超净过滤材料的制备方法,是先将聚苯硫醚纤维或其他纤维做成普通滤料针刺毡,并将其经过烧毛、涂胶处理;再将一定量的聚丙烯腈(PAN)粉末溶于N,N‑二甲基甲酰胺(DMF)溶液中配制成纺丝液,通过静电辅助溶液喷射法将纺丝液喷射到针刺毡基底材料上,再经热压处理使溶液喷射层与基底层牢固结合;最后对溶液喷射后的过滤材料进行PTFE乳液浸渍和热定型处理,得到溶液喷射法超净过滤材料。本发明制备的溶液喷射法超净过滤材料,其溶液喷射层纤维为微‑纳米级别,较普通纤维细,因此其过滤精度较普通滤料高;另一方

一种复合过滤材料及其制备方法.pdf
本发明涉及一种复合过滤材料,其特征在于:由熔喷无纺布本体和过滤材料层构成,所述熔喷无纺布本体由聚丙烯和添加剂经过熔融纺丝后熔喷形成。本发明制备的过滤材料的拉伸强度达6.5‑8.5MPa,过滤截留率在95%以上,显示优异的分离性,机械性能和耐久性,可广泛应用于各种净化领域,市场前景广。同时工艺过程简单,制造成本低,应用范围广。