
一种用于金属工具表面的电镀液及电镀工艺.pdf

努力****冰心

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于金属工具表面的电镀液及电镀工艺.pdf
本发明公开了一种用于金属工具表面的电镀液及电镀工艺,属于金属材料加工技术领域。所述电镀液的组成为:可溶性三价铬盐18~35g/L、可溶性锌盐15~22g/L、络合剂80~150mL/L、缓冲剂15~26mL/L和光亮剂3~8mL/L,余量为去离子水;所述络合剂的组成,按质量分数计,包括酒石酸锑钾1.2~10%、二硫代乙二醇2~8%和胺衍生物25~35%,余量为去离子水;所述光亮剂的组成,按质量分数计,包括聚乙二醇1~2%、磺酸盐15~20%和苄叉丙酮2~3%,余量为去离子水。本发明能够有效改善金属

一种用于电镀工艺中的电镀液循环过滤装置.pdf
本发明公开了一种用于电镀工艺中的电镀液循环过滤装置,属于电镀加工技术领域,包括电镀池和设置在电镀池下方的循环过滤池,所述电镀池的底端和循环过滤池的底端均构造为斜面,所述循环过滤池的内壁焊接有两个倾斜的支撑板,两个所述支撑板的顶端设置有带有过滤网的过滤框,所述循环过滤池的两个竖向内壁均通过螺栓连接有带有移动部的线性电机,所述线性电机的移动部的侧面连接有第一电动推杆,两个所述第一电动推杆的底端焊接有用于清理过滤网的毛刷;所述循环过滤池的侧面开设有供过滤框穿过的穿料通道。该用于电镀工艺中的电镀液循环过滤装置,不
一种便于调节电镀水槽液面的电镀单元.pdf
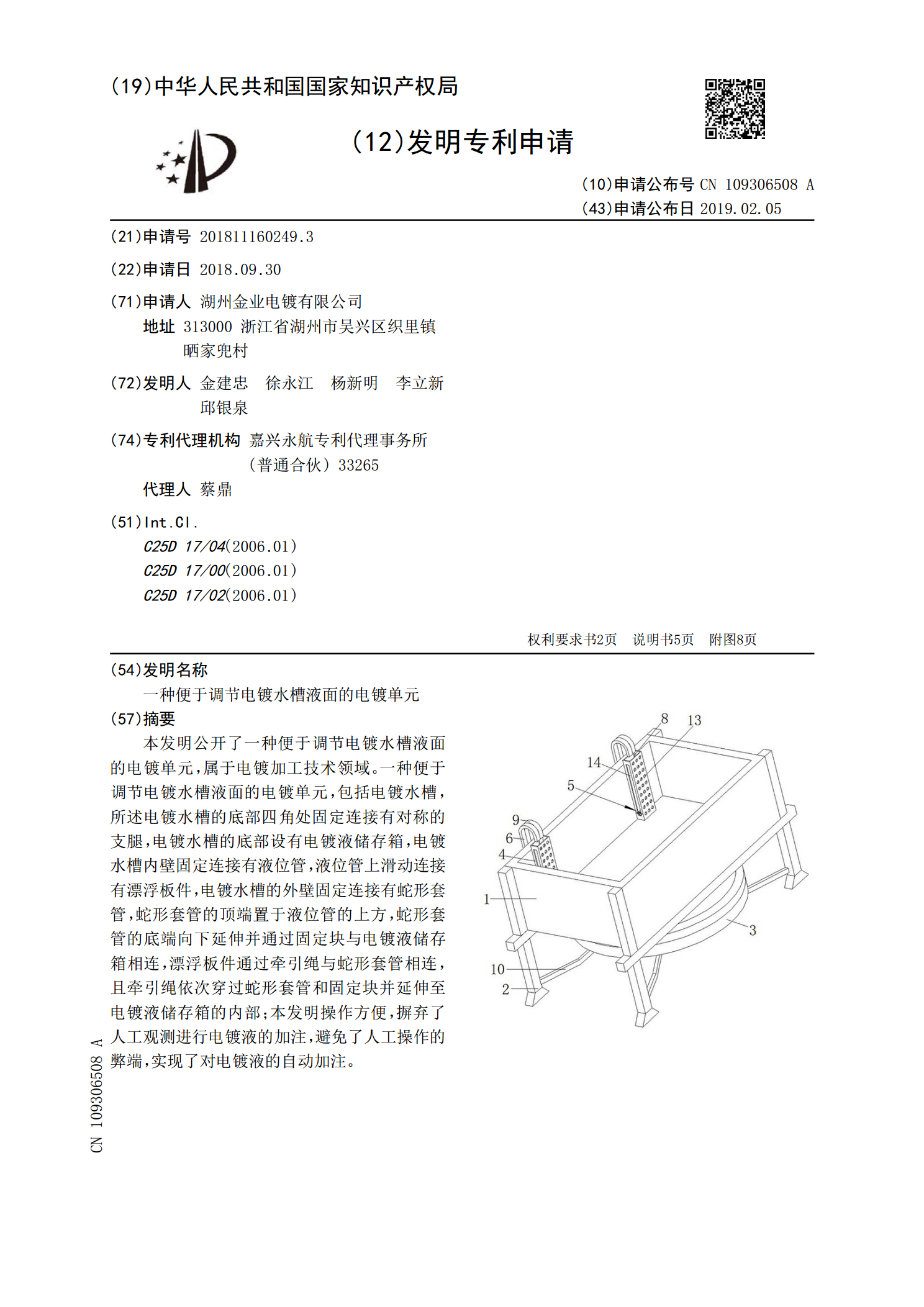
本发明公开了一种便于调节电镀水槽液面的电镀单元,属于电镀加工技术领域。一种便于调节电镀水槽液面的电镀单元,包括电镀水槽,所述电镀水槽的底部四角处固定连接有对称的支腿,电镀水槽的底部设有电镀液储存箱,电镀水槽内壁固定连接有液位管,液位管上滑动连接有漂浮板件,电镀水槽的外壁固定连接有蛇形套管,蛇形套管的顶端置于液位管的上方,蛇形套管的底端向下延伸并通过固定块与电镀液储存箱相连,漂浮板件通过牵引绳与蛇形套管相连,且牵引绳依次穿过蛇形套管和固定块并延伸至电镀液储存箱的内部;本发明操作方便,摒弃了人工观测进行电镀液
一种用于电镀液制造工艺的过滤混合机.pdf
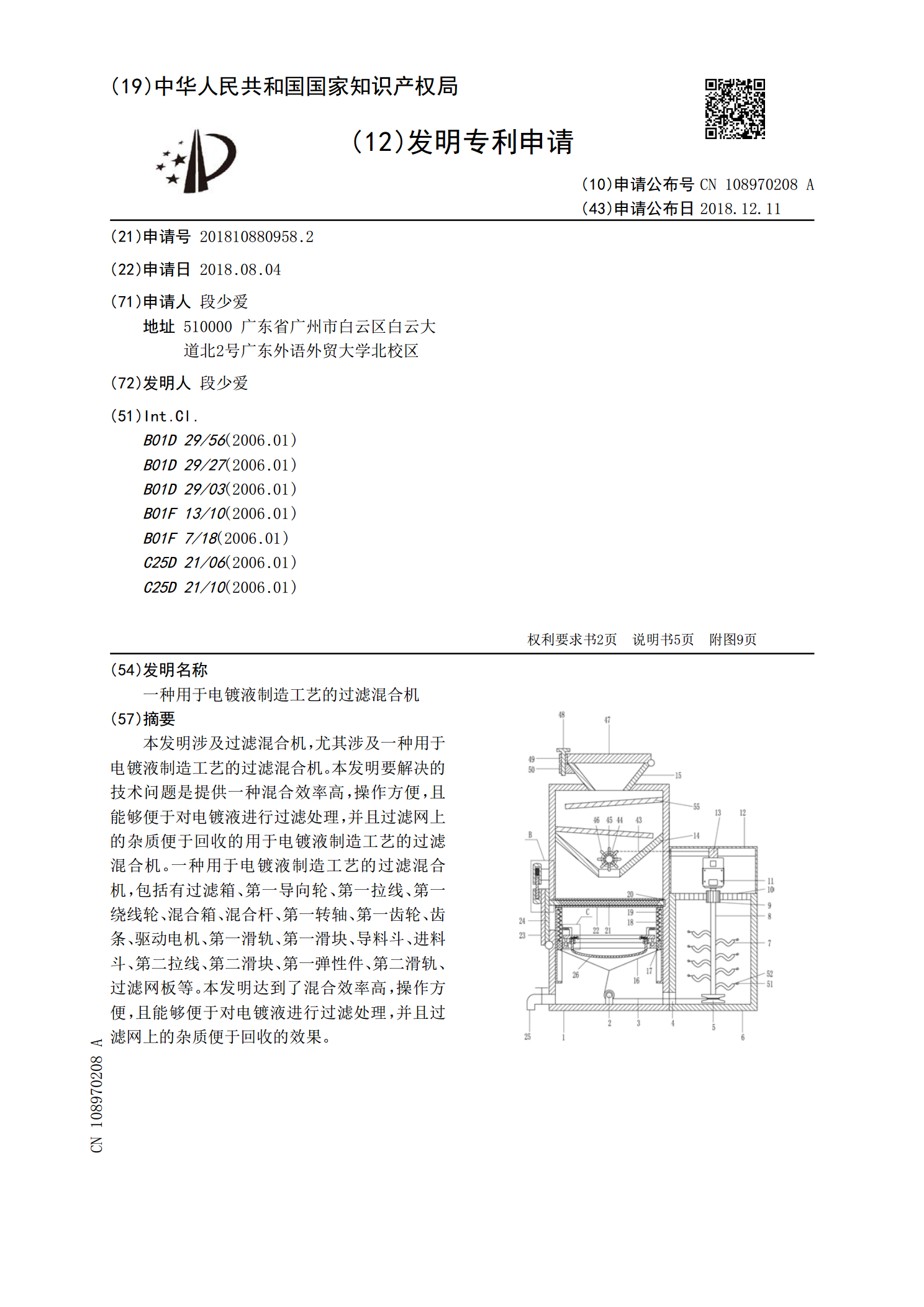
本发明涉及过滤混合机,尤其涉及一种用于电镀液制造工艺的过滤混合机。本发明要解决的技术问题是提供一种混合效率高,操作方便,且能够便于对电镀液进行过滤处理,并且过滤网上的杂质便于回收的用于电镀液制造工艺的过滤混合机。一种用于电镀液制造工艺的过滤混合机,包括有过滤箱、第一导向轮、第一拉线、第一绕线轮、混合箱、混合杆、第一转轴、第一齿轮、齿条、驱动电机、第一滑轨、第一滑块、导料斗、进料斗、第二拉线、第二滑块、第一弹性件、第二滑轨、过滤网板等。本发明达到了混合效率高,操作方便,且能够便于对电镀液进行过滤处理,并且过

用于铜线镀锡的电镀液及铜线电镀锡的方法.pdf
本发明公开了一种用于铜线镀锡的电镀液,电镀液包括以下含量的原料:硫酸亚锡、硫酸、酚磺酸、苯甲酰丙酮、异丁烯酸、丙烯酰胺、烷基酚聚氧乙烯醚、明胶、β‑萘酚、甲基磺酸钠或甲基磺酸钾、酒石酸、硫酸钴、钒盐、十二烷基硫酸钠和pH调节剂。铜线电镀锡的方法,包括以下步骤:(1)铜线预处理;(2)铜线镀锡;(3)软溶处理;(4)封闭处理。本发明铜线电镀锡的方法,采用特定的电镀液,并配合合理的工艺方法,制备得到的镀锡铜线,锡层厚度均匀,耐腐蚀性强,锡层与铜线的附着力大,不易脱落。