
传递式多工位冲床.doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

传递式多工位冲床.doc
传递式多工位冲床凸轮系列减少劳动力——壹台传递式多工位冲床可代替多台传统单工位冲床。减少模具成本——采用模块式单一模具设计,使用标准模具零件,模具制造更经济。在模具发生事故时因使用工件监测系统和这种设计,破坏程度减至最低。降低技术要求——因为用简单夹手传递工件而不用步进式带料传送,模具设计和生产的某些限制被消除。减少模具开发费用——因为可以用人手吧工件放入任何一个工序进行试制:每个工位都作有闭合高度调节。减少材料——工件是由夹手传递,(不像步进式模具用带料传送需要定孔位),带宽因而降低。另外,双排下料(套
多工位多模拉深冲床.pdf
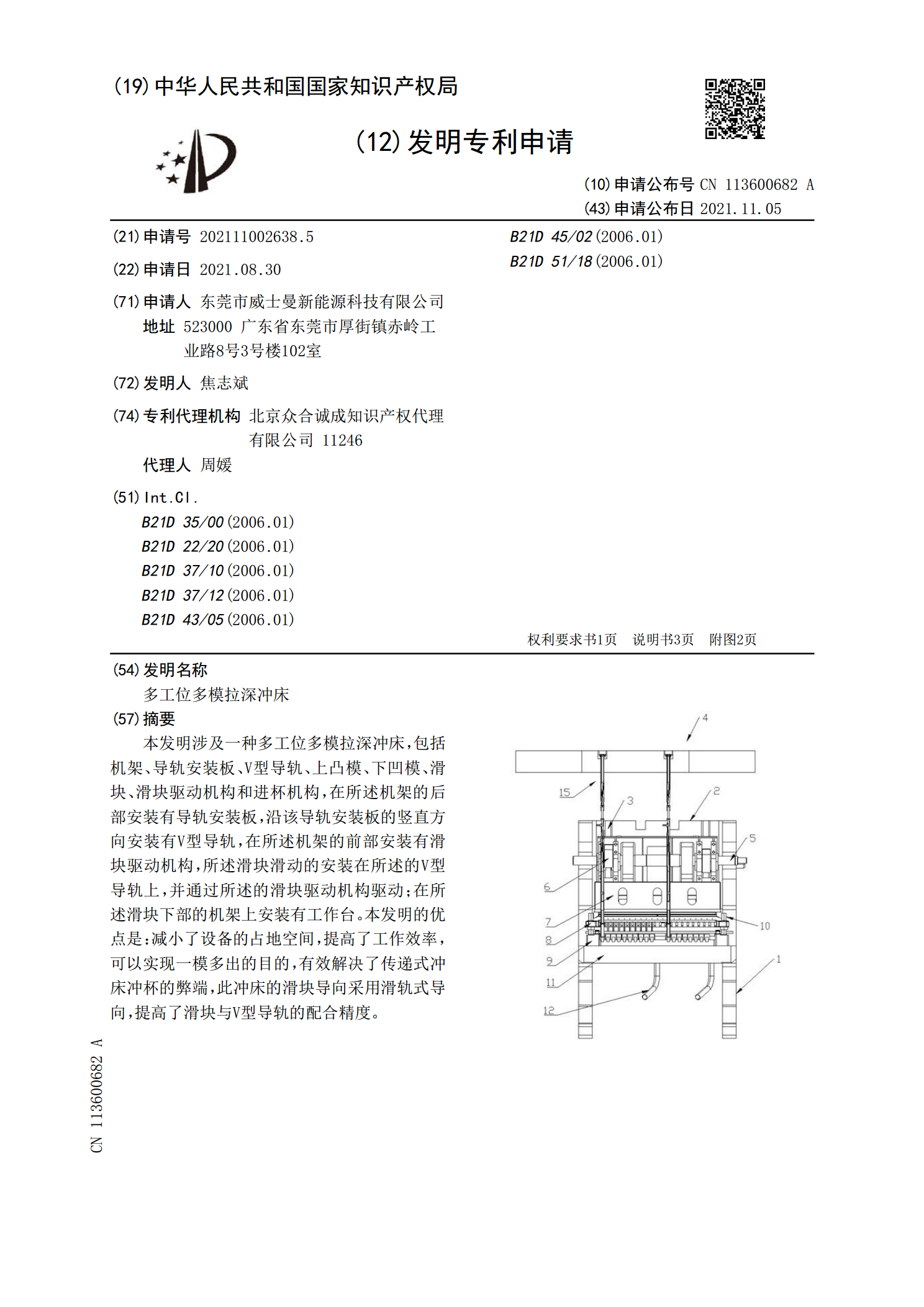
本发明涉及一种多工位多模拉深冲床,包括机架、导轨安装板、V型导轨、上凸模、下凹模、滑块、滑块驱动机构和进杯机构,在所述机架的后部安装有导轨安装板,沿该导轨安装板的竖直方向安装有V型导轨,在所述机架的前部安装有滑块驱动机构,所述滑块滑动的安装在所述的V型导轨上,并通过所述的滑块驱动机构驱动;在所述滑块下部的机架上安装有工作台。本发明的优点是:减小了设备的占地空间,提高了工作效率,可以实现一模多出的目的,有效解决了传递式冲床冲杯的弊端,此冲床的滑块导向采用滑轨式导向,提高了滑块与V型导轨的配合精度。

一种多工位冲床.pdf
本发明公开了一种多工位冲床,包括转盘组件和冲压组件;冲压组件包括冲压机架,冲压机架上固定连接有两个关于冲头相对设置的产品夹持单元,产品夹持单元包括产品夹持支撑杆和产品夹持滑动块,产品夹持支撑杆固定连接冲压机架,产品夹持支撑杆滑动穿设于产品夹持滑动块内;产品夹持支撑杆上套设有产品夹持弹簧;产品夹持滑动块背离产品夹持弹簧的一面固定连接产品夹持块;产品夹持单元还包括用于挤压产品夹持滑动块的挤压滚轴,挤压滚轴连接冲压滑架;产品夹持滑动块朝下的一面形成引导斜面,挤压滚轴沿着引导斜面滑动从而挤压产品夹持滑动块。该冲床

新型多工位自动拉伸冲床.pdf
本发明公开了一种拉伸冲床,特别是新型多工位自动拉伸冲床;包括多工位冲床、拉伸模具、顶料系统、气动送料器以及传动系统,在拉伸凹模与拉伸冲头之间设有脱料板,在脱料板上设有脱料盘,在多工位冲床的下工作台上活动连接有一对方棒,该对方棒位于脱料板与拉伸凹模之间,并且其两端部均捆接有弹性圈,传动系统与该对方棒凸轮配合,在每条方棒上固定有机械手,两条方棒上的机械手相互对称,并且与脱料盘逐个对应,在多工位冲床的上工作台上设有砌块,并且与两条方棒呈品字状:其解决了现有多工位自动拉伸冲床的退料系统以及驱动退料系统和机械手夹持

冲床的多工位送料装置.pdf
本发明涉及一种冲床的多工位送料装置,包括与冲床工作台面连接的支架,所述的支架上与冲床的冲压头位置对应的下方设有两条送料臂,两条送料臂分别设有一组夹持冲压件的送料爪,两条送料臂分别连接两个送料滑块,两个送料滑块设置在冲床工作台一侧的台面上部,送料滑块连接前后移动机构、左右移动机构和上下移动机构,其移动机构设有同一主轴连接的三个偏心轮。由于在同一冲床上,用机械方式自动完成多工位冲压件的冲压工作,节省人力,提高了生产效率,使用安全;由于从冲床中引出驱动轴连动送料装置工作,不需要另外增加驱动的动力,并全部采用机械