
一种409L不锈钢冷连轧工艺方法.pdf

运升****魔王

1/6
2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种409L不锈钢冷连轧工艺方法.pdf
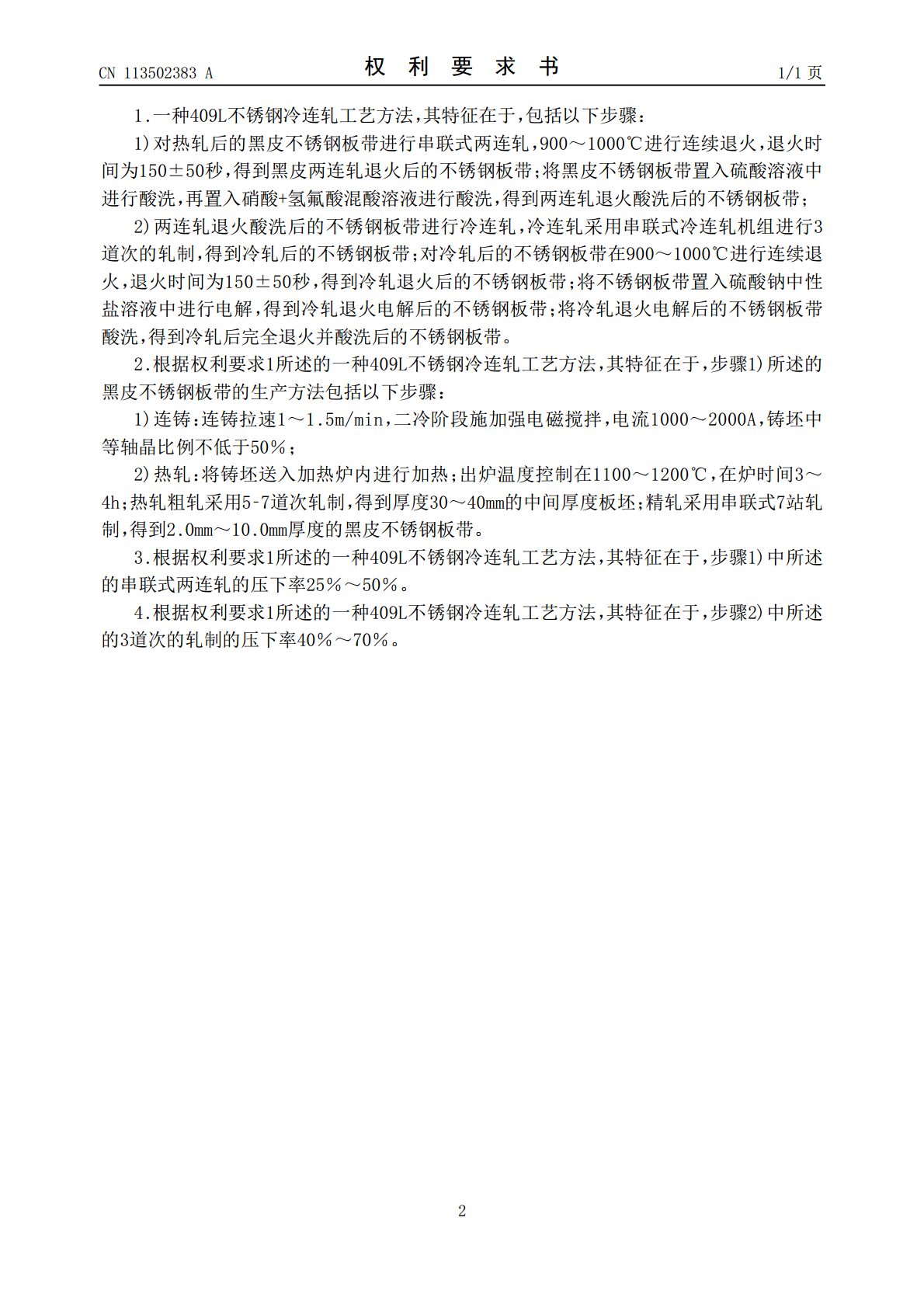
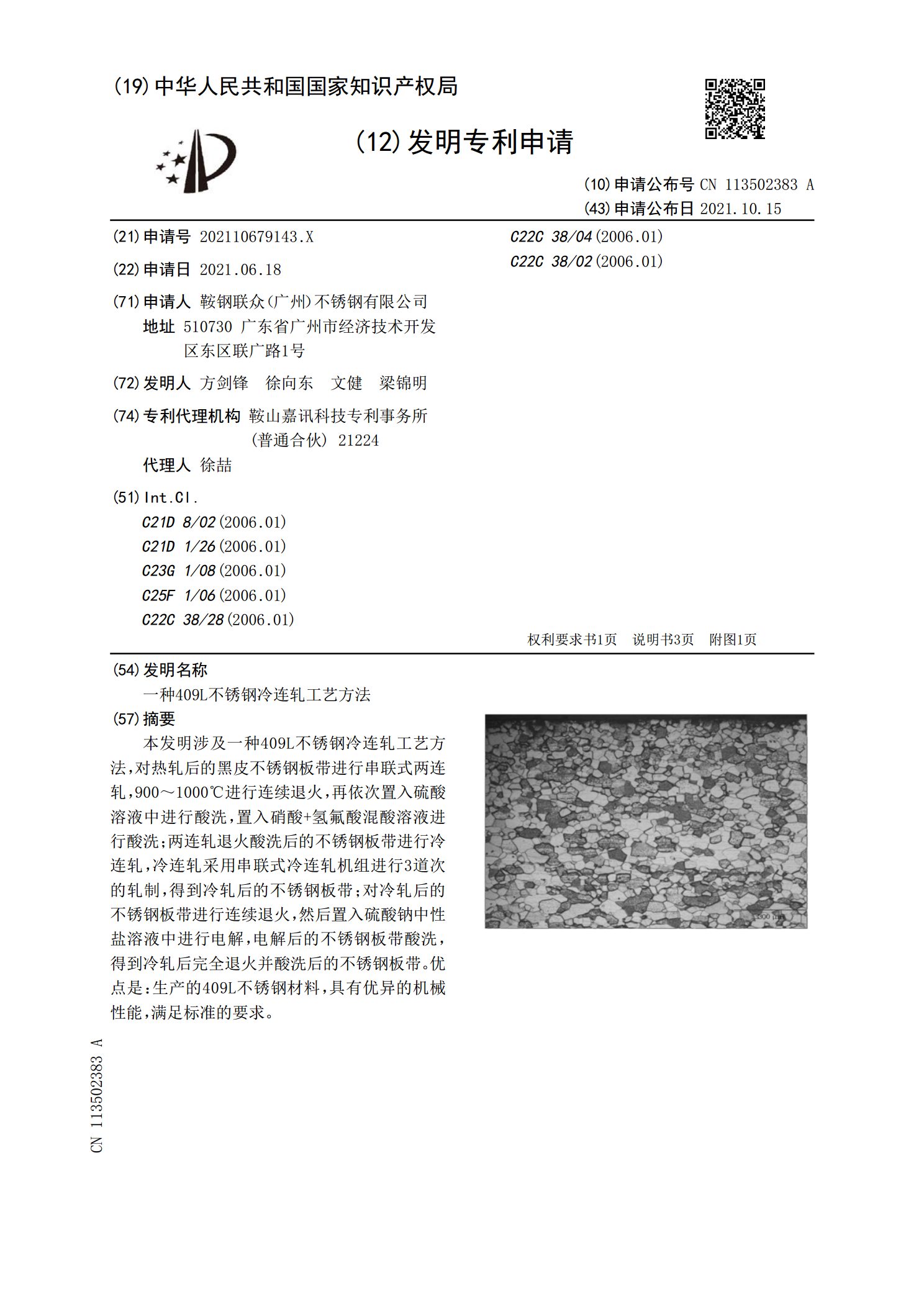
本发明涉及一种409L不锈钢冷连轧工艺方法,对热轧后的黑皮不锈钢板带进行串联式两连轧,900~1000℃进行连续退火,再依次置入硫酸溶液中进行酸洗,置入硝酸+氢氟酸混酸溶液进行酸洗;两连轧退火酸洗后的不锈钢板带进行冷连轧,冷连轧采用串联式冷连轧机组进行3道次的轧制,得到冷轧后的不锈钢板带;对冷轧后的不锈钢板带进行连续退火,然后置入硫酸钠中性盐溶液中进行电解,电解后的不锈钢板带酸洗,得到冷轧后完全退火并酸洗后的不锈钢板带。优点是:生产的409L不锈钢材料,具有优异的机械性能,满足标准的要求。
一种冷连轧生产毛化表面铁素体不锈钢带的方法.pdf
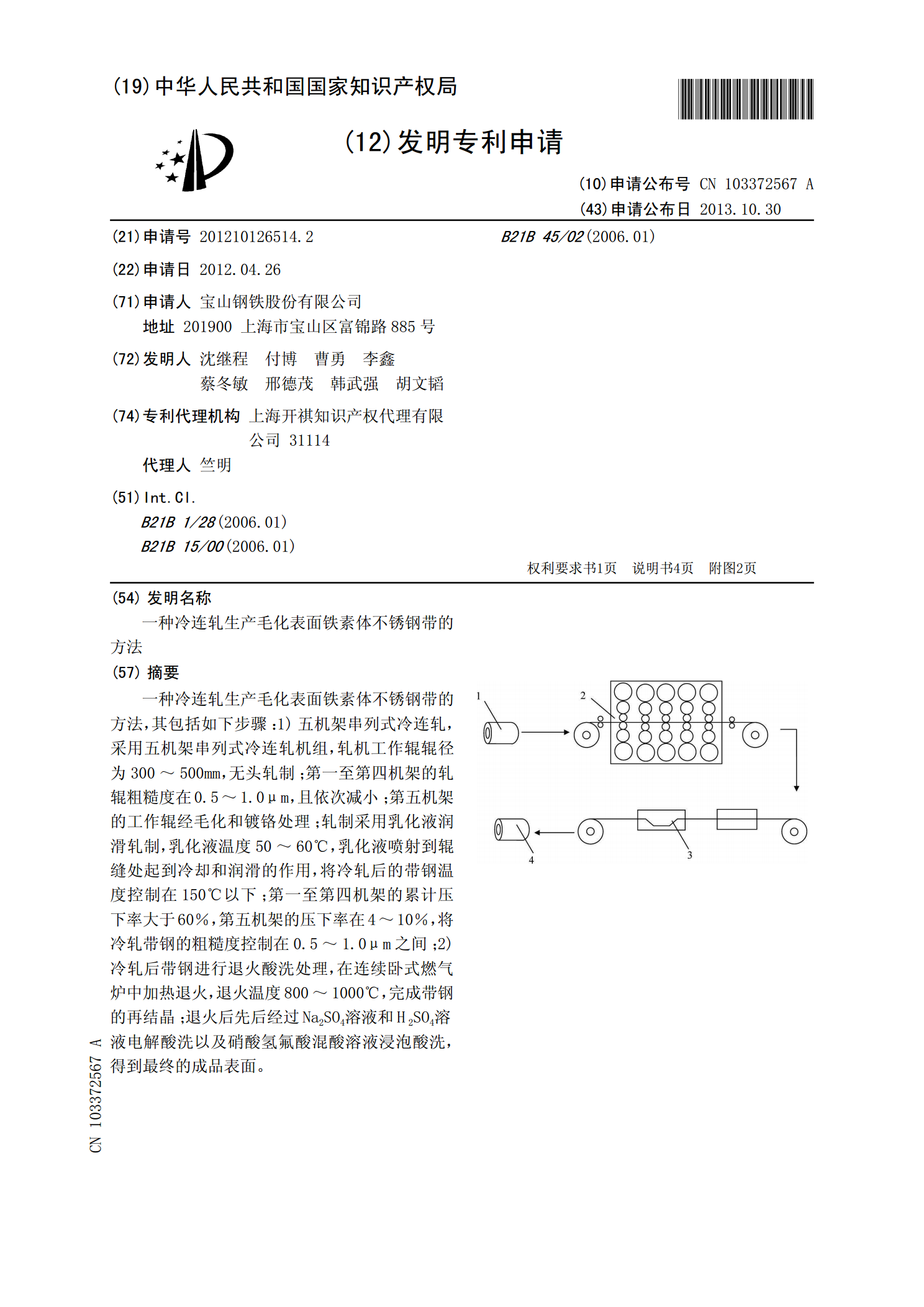
一种冷连轧生产毛化表面铁素体不锈钢带的方法,其包括如下步骤:1)五机架串列式冷连轧,采用五机架串列式冷连轧机组,轧机工作辊辊径为300~500mm,无头轧制;第一至第四机架的轧辊粗糙度在0.5~1.0μm,且依次减小;第五机架的工作辊经毛化和镀铬处理;轧制采用乳化液润滑轧制,乳化液温度50~60℃,乳化液喷射到辊缝处起到冷却和润滑的作用,将冷轧后的带钢温度控制在150℃以下;第一至第四机架的累计压下率大于60%,第五机架的压下率在4~10%,将冷轧带钢的粗糙度控制在0.5~1.0μm之间;2)冷轧后带钢进

冷连轧工艺段张力控制优化.pptx
冷连轧工艺段张力控制优化目录冷连轧工艺段张力控制的重要性保证产品质量提高生产效率降低能耗冷连轧工艺段张力控制原理张力定义及影响因素张力控制原理及系统构成张力控制策略及算法冷连轧工艺段张力控制现状及问题张力波动的原因及影响现有张力控制技术的局限性亟待解决的问题冷连轧工艺段张力控制优化方案优化目标及原则改进措施及实施方案预期效果及效益分析冷连轧工艺段张力控制优化实践实验设计及方法实验结果及分析优化方案的可行性及可靠性评估冷连轧工艺段张力控制优化前景展望技术发展趋势及创新点未来发展方向及应用前景对行业发展的影响

冷连轧430不锈钢抗皱性能研究.docx
冷连轧430不锈钢抗皱性能研究冷连轧430不锈钢抗皱性能研究介绍:不锈钢作为一种重要的金属材料,具有耐腐蚀、耐磨损等优异性能,被广泛应用于工业生产和日常生活中。其热连轧工艺能够使材料形成细小的晶粒和良好的力学性能,而冷连轧则能进一步提高材料的抗皱性能。本文旨在研究冷连轧430不锈钢的抗皱性能,并分析影响因素,为优化冷连轧工艺提供理论参考。一、冷连轧对不锈钢的影响冷连轧是通过在低温下进行连续轧制来改善材料的力学性能和表面质量。它能够使材料中的晶粒细化,提高强度和韧性,降低硬化和断裂风险。在不锈钢领域,冷连轧

一种铝合金料冷连轧成型方法.pdf
本发明涉及铝合金冷连轧领域,特别涉及一种铝合金料冷连轧成型方法,该方法包括如下步骤:在铝合金料冷连轧生产设备上的控制面板上设置参数,然后通过控制面板启动动力箱工作;将铝合金料放在铝合金料冷连轧生产设备中的垂直进料机构上,垂直进料机构使铝合金料进入冷轧箱的内部进行冷轧作业;通过铝合金料冷连轧生产设备的支撑架对冷轧后的铝合金料进行支撑;在铝合金料冷轧完毕铝合金料冷连轧生产设备不使用时,关闭电源。本发明可以保证铝合金料垂直进料,保证进料精度,能够对导出的板料进行支撑,防止弯曲变形,可以调节控制面板的位置,提高使